不锈钢水壶成型分析
不锈钢保温杯加工成型工艺

不锈钢保温杯加工成型工艺不锈钢保温杯加工成型工艺如下:1. 外壳加工流程:外管领料、割管、胀形、分段、再次胀形、滚中角、缩底、割底、冲筋、平上口、冲底、平底口、清洗烘干、检验敲坑、合格外壳。
这一系列步骤是外壳加工的基础流程,每一个环节都需要严格把控,以确保最终产品的质量。
其中,割管是关键步骤之一,需要使用专业的割管设备,以确保管材的切割质量和精度。
胀形则是将管材形状胀大,以便后续的加工操作。
分段则是将胀形好的管材分成若干段,以便于后续的操作。
再次胀形则是为了进一步扩大管材的形状,以达到设计要求。
滚中角则是为了修正管材的角度,以确保产品的精确度。
缩底和平底口则是为了修正管材的底部形状,以确保产品的密封性和稳定性。
冲筋则是为了在管材上冲出筋条,以增加产品的强度和稳定性。
平上口则是为了修正管材的顶部形状,以确保产品的密封性和稳定性。
清洗烘干则是为了去除产品表面的油污和杂质,以确保产品的清洁度和质量。
最后,检验敲坑则是为了确保产品的质量和设计要求符合标准,从而生产出合格的外壳。
2. 内壳加工流程:内管领料、割管、平管、胀形、滚上角、平上口、平底口、滚螺纹、清洗烘干、检验敲坑、对焊、试水检漏、烘干、合格内胆。
这一系列步骤是内壳加工的基础流程,每一个环节都需要严格把控,以确保最终产品的质量。
其中,割管和平管是关键步骤之一,需要使用专业的设备和技术,以确保管材的切割质量和精度。
胀形则是将管材形状胀大,以便后续的加工操作。
滚上角则是为了修正管材的角度,以确保产品的精确度。
平上口和平底口则是为了修正管材的顶部和底部形状,以确保产品的密封性和稳定性。
滚螺纹则是为了在管材上滚出螺纹,以增加产品的强度和稳定性。
清洗烘干则是为了去除产品表面的油污和杂质,以确保产品的清洁度和质量。
对焊则是将两个或多个金属片对在一起进行焊接,以增加产品的强度和稳定性。
试水检漏则是为了检查产品的密封性和稳定性,以确保产品的质量符合标准。
最后,烘干则是为了去除产品表面的水分,以避免产品在使用过程中出现锈蚀等问题。
常见不锈钢保温杯结构及成型工艺
常见不锈钢保温杯结构及成型工艺常见不锈钢保温杯一般使用厚度为0.5mm的1Cr18Ni9Ti的不锈钢制成。
其杯体由内胆和外壳组成,内胆和外壳上共有两条对接纵缝和三条端接环缝需要焊接,常采用微束等离子弧焊接方法焊接而成,此方法焊接不锈钢保温杯有效率高、质量好、成本低等优点。
消除或减小对接纵焊缝两端的缺口,杜绝焊穿和未熔合等缺陷,严格控制装夹质量是保证不锈钢保温杯焊接成品率的关键因素。
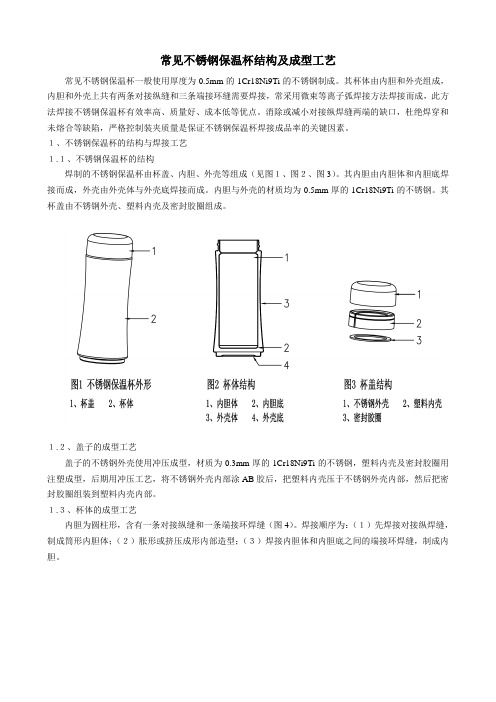
1、不锈钢保温杯的结构与焊接工艺1.1、不锈钢保温杯的结构焊制的不锈钢保温杯由杯盖、内胆、外壳等组成(见图1、图2、图3)。
其内胆由内胆体和内胆底焊接而成,外壳由外壳体与外壳底焊接而成。
内胆与外壳的材质均为0.5mm厚的1Cr18Ni9Ti的不锈钢。
其杯盖由不锈钢外壳、塑料内壳及密封胶圈组成。
1.2、盖子的成型工艺盖子的不锈钢外壳使用冲压成型,材质为0.3mm厚的1Cr18Ni9Ti的不锈钢,塑料内壳及密封胶圈用注塑成型,后期用冲压工艺,将不锈钢外壳内部涂AB胶后,把塑料内壳压于不锈钢外壳内部,然后把密封胶圈组装到塑料内壳内部。
1.3、杯体的成型工艺内胆为圆柱形,含有一条对接纵缝和一条端接环焊缝(图4)。
焊接顺序为:(1)先焊接对接纵焊缝,制成筒形内胆体;(2)胀形或挤压成形内部造型;(3)焊接内胆体和内胆底之间的端接环焊缝,制成内胆。
外壳为圆柱形,含有一条对接纵缝和两条端接环焊缝(图5)。
焊接顺序为:(1)先焊接对接纵焊缝,制成筒形外壳体;(2)胀形或挤压成形,在筒形外壳体上挤出杯口螺纹;(3)焊接内胆和外壳之间的端接环焊缝;(4)焊接外壳体和外壳底之间的端接环焊缝,最终制成保温杯杯体毛坯。
1.4、制造工艺流程保温杯毛坯焊制完成后,还要经过抽真空、抛光和加装杯盖等工序,其制造工艺见下图:用不锈钢管为主要原材料生产的大致生产工艺流程图1、外壳加工流程外管领料—割管—胀形—分段—胀形—滚中角—缩底—割底—冲筋—平上口—冲底—平底口—清洗烘干—检验敲坑—合格外壳。
不锈钢电热水壶工艺技术
不锈钢电热水壶工艺技术
不锈钢电热水壶是一种常见的小家电产品,其工艺技术涉及到材料选择、制造工艺、电子控制等多个方面。
首先,不锈钢电热水壶的材料选择非常重要。
不锈钢是首选材料,因为其具有耐高温、耐腐蚀、易清洁等特性。
常用的不锈钢材料有304不锈钢和316L不锈钢,其中316L不锈钢抗腐
蚀性能更好,适用于一些特殊环境下使用。
此外,电热水壶内胆通常采用食品级304不锈钢,以确保水质安全。
制造工艺是不锈钢电热水壶的核心环节。
首先,要进行材料切割,将不锈钢板材按照设计要求切割成各个部件。
然后,进行表面处理,包括抛光、酸洗等环节,以提高不锈钢的光泽度和防腐蚀性。
接下来是焊接工艺,将各个部件进行焊接组装,其中焊接工艺对产品的质量和使用寿命有很大影响。
最后是组装和调试环节,将电阻丝、控制面板等零部件进行组装,并进行电气和功能性测试。
除了传统的制造工艺外,现代不锈钢电热水壶还加入了一些电子控制技术。
例如,通过温度传感器可以实时检测水温,并通过控制面板进行温度调节。
部分高级电热水壶还具备自动断电保温功能,可以自动保持水温在一定范围内。
此外,还有防干烧保护、漏电保护等安全措施,以确保用户使用时的安全性。
总体来说,不锈钢电热水壶的工艺技术是一个综合性的过程,需要从材料选择到制造工艺再到电子控制都进行精细化的操作。
随着技术的不断进步,不锈钢电热水壶的性能和质量也得到了大幅提升,为用户提供更加方便、安全的使用体验。
产品改良设计——水壶的分析

在20世纪60年代,我国开始使
用过保温水壶。由挂胶防水布 外套、毡保温层、帆布可调背 带、铝制壶体和酚醛塑料螺纹 壶盖组成(也可摘掉保温层当 作普通水壶使用)。据部队反 应其保温效果不是很好,且毡 保温层易被虫蛀,仓库保存所 需环境条件苛刻。
7
ቤተ መጻሕፍቲ ባይዱ
①
60年代除了出现保温水壶外, 烧水壶也有了新的发展。
产品改良设计
—— 水壶分析
1
水壶,是一种盛水的容器,有各种材质的,可以指
烧水用的金属水壶,也可以指便于携带的饮用水壶。
很久以前人类就发明了在饮水的方法和容器,水壶
则是在民间携水器皿的基础上发展起来的,其雏形 为兽皮制作的皮囊,后演变为瓦器、陶器、青铜器, 到了后来,有了专用水壶,而且随着装备的发展和 对人的重视,水壶日趋成为人们日常生活中的的重 要组成部分,且对人们生活的保障有着重要意义。
12
水壶有各种材质的,不锈钢的、塑料的、玻璃的、
树脂材料的,也有特殊材质的,如桦树皮外表,高 科技塑料内胆等。
2
本次课题,我专门针对水壶进行了分析,从最原始
的兽皮水壶到现有的电水壶,通过对技术,材料、 外形等的改良。水壶这款日常生活用品变得更加人 性化,为我们的更为便利的生活起到了一个很大的 飞跃。
那么,经过新中国成立的六十年,水壶的发展经历了一个什么样的过程呢?下面就由我为 您一一讲解。
旧中国时期,老百姓多数
使用自制的水壶,或是从 以前遗留下来用树皮制的 水壶。
3
①
抗战时期,国民党军还接受过来自盟军的装备,包 括英式和美式的军用水壶。
②
在抗日战争和解放战争期间,我八路军、新四军和 中国人民解放军背的多是从敌人手中缴获来的水壶, 有的大解放区曾自行生产装备过一些水壶,但在全 军并没有形成统一的规格。
基于Dynaform的不锈钢热水瓶内胆一次拉伸成型摩擦设计

基于Dynaform的不锈钢热水瓶内胆一次拉伸成型摩擦设计黄光润康献民(五邑大学智能制造学部,广东江门529020)摘要:针对不锈钢热水壶内胆进行一次拉伸成型时存在的拉裂、拉爆现象,采用Dynaform软件对拉伸过程进行仿真分析,寻求拉伸爆裂的危险断裂区域,并根据爆裂现象仿真研究了拉伸凸模表面的摩擦系数分布,对比改变摩擦系数前后的分析结果,确定该拉伸件的合理拉伸结构方案。
关键词:拉伸成型;爆裂;摩擦设计0引言随着有限元和计算机技术的迅猛发展,CAD/CAE技术在模具设计中发挥着越来越重要的作用,成为弥补传统设计方法不足的重要途径。
拉伸过程计算机仿真的实质是利用数值模拟技术,模拟板料拉伸变形全过程,利用成形极限图(FLD)预测板料拉伸失稳前的最大变形程度,为判断给定的工艺方案在成型过程中可能出现的起皱、拉裂等缺陷提供科学依据,帮助提高产品的质量,提高生产的效率,保证冲压模具的质量。
并且计算机仿真减少了大量人力和物力的消耗,社会资源利用率提高。
因此,本文采用Dynaform软件对零件的成型工艺进行了数值模拟,通过Dynaform软件还原模拟热水瓶内胆拉伸成型的生产过程,通过实验取得工艺参数,优化了模具表面摩擦性能。
1优化设计的背景市面上的不锈钢热水瓶内胆大多由平面板料经过多次拉伸成型,但此成型方法工序多,需要的拉伸压力机数量多,而且其模具的种类也多,成本较高。
为了减少成本,设计出一种一次拉伸成型的加工方法,其前面的工序包括不锈钢板的开料、落料,人工的折压焊,再到后面的一次拉伸成型,其工序数量与平常的成型法差不多,但设备成本却可大大缩减。
此一次拉伸成型法随之而来的缺点就是废品率较高,主要集中在一次拉伸成型的工序,板料在瓶壁靠近底部的位置容易拉裂、拉爆,导致整块板料报废。
究其原因,是拉伸的板料形状比较特殊。
通常的拉伸法是一块平面板料通过多次拉伸成筒型,基本是中心轴对称整体成型,受力均匀[1];而此一次拉伸成型需要的雏形板料比较特殊,需要事先人工将板料折弯、压卷成一定的形状,再焊接成类似上下梯形筒状雏形,然后放到模具直接一次拉伸成型。
不锈钢保温水壶评测报告

(一) 外观信息
实物拍摄
正面 外观无图案设计,瓶身只有底 部有一个爬部落的 Logo。瓶身采用 不锈钢本色材质,一体成型。
实物拍摄
挂口瓶盖 滴水不漏的高密封性瓶盖设 计,并且使用加厚密封圈。瓶盖可 加装快挂设计,使用携带更加方便。
实物拍摄
底部 无尾真空,没有了传统的抽气 尾,使得瓶底平整,美观。
名词解释:“无尾真空”是目 前国内外最先进的工艺技术之一, 即器皿在真空的环境条件下,由计 算机控制完成抽气、封焊、冷却的 工艺过程。
实物拍摄
瓶盖&垫圈 白色垫圈给人的感觉厚实牢 靠,保证了瓶子的滴水不漏。 三层螺纹设计,拧紧后不易造 成瓶盖脱落的意外。
实物拍摄
瓶内特写 保温瓶体内部手触有磨砂的感 觉,接缝整齐笔直。 保温瓶壁厚度因无测量工具, 暂无数据。但通过手捏感觉非常厚 实。
实物拍摄
称重 因为采用的是不锈钢材质,重 量上比铝合金的重了不少。瓶体连 盖子一共 359 克。
实物拍摄 实物拍摄 实物拍摄
2012 年 7 月 24 日 09:59 第一次测量 98°C
2012 年 7 月 24 日 11:10 第二次测量 89°C
2012 年 7 月 24 日 12:03 第三次测量 84.5°C
实物拍摄 实物拍摄 实物拍摄
2012 年 7 月 24 日 13:12 第四次测量 79°C
120
100
80
60
40
20
0
1
2
3
4
5
6
7
8
9 10
保温测试过程中,采用酒精温度计测试。
沸水导入事先有预热过的保温瓶中,每各一个小时测量温度并拍照。
前 9 次测量可以看出,温度的散失是慢慢减少,保温性能还不错。 第 10 次测试是距离开始测试 12 小时后测量的温度,还能达到 51°C,满足一天的徒步使用。 第 11 次是距离开始测试 24 小时后测量的温度,此时水还保持的一定温度,这样的温度跟适合人 体的吸收~
不锈钢成形简介讲解

100
硬度HRB
95
95.3
95.5 96.0
90
85 80
82.7 80.4 79.5 81.9 84.2 85.8
86.7
75
76.6
70
钢种
950
抗拉强度TS 905
940 927
850
750
706
650
652
717
762
674
711
606
550
498
450
钢种
450
降伏强度YS0.2%
400
406
404 413
350
330 328
327
326
300
297 275 282 294
250
钢种
0.500 0.450 0.400 0.350 0.300 0.250 0.200
3.3 n、r 值
应变硬化指数n
0.4430.4190.4060.441
0.4580.473
0.4680.445
0.408
Swift拉深试验 1-凸模 2-压边圈 3-试件 4-凹模
L DR Dmax d
拉深时筒形件上不同位置板厚变化图
D C C
A
B
厚度
拉深时筒形件上不同位置板厚变化
试样1
试样二
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
A
B
C
D
位置
2.6 杯凸试验( Erichsen )
试验原理:试验系用端部为球形的冲头,将夹紧的试样 压入压模内,直至出现穿透裂缝为止,所测量的杯突深 度即为试验结果Er值。
浅析不锈钢电热水壶设计上的差异性

浅析不锈钢电热水壶设计上的差异性市面上的不锈钢电热水壶有很多种类,不仅外观设计不同,材质和功能设计也诸多差异,所以造成了价格的差异。
本文通过对比分析市面上主要的不锈钢电热水壶的设计,为消费者选择不锈钢电热水壶提供一些参考。
一、外观结构设计外观上分析,市面上的不锈钢电热水壶主要有三种:1、如图1.2.3这种,圆筒形外观,有突出的把手设计,以及壶嘴的三角尖形凸起,整体体积较大。
这种外观设计的好处是:方便家用,容量够大,抓握方便,固定倒水口符合水流设计,倒水不容易溅撒。
缺点是美观度上较为欠缺,体积过大会比较占据空间,不宜携带,只能家用或固定场所使用。
2、如图3.4.5这种外观,为传统的热水壶设计,壶体为扁形圆柱体,带曲线壶嘴,提式手柄以及提扣式壶盖。
此设计优点在于热水的容量更大,受热面积也更大,壶嘴的设计更方便倒水如杯,不易喷洒而出。
缺点是,较之前者更占据空间,耗费的能量也更多,美观度上略逊一筹,不方便倒水。
3、图7为摩飞MR6090电热水壶,外观上为一体式设计,线条优美,无手柄设计,隐藏式壶底座设计。
优点:外形设计美观度极高,整体设计不占空间,无手柄设计更适合外出携带缺点:容量没有前者大二、材质市面上的不锈钢电热水壶,材质上大致有三类:1、主体壶身为不锈钢;壶盖、把手、底座处为塑料;如图1、图2。
优点:壶身主体采用不锈钢材质,耐高温、耐腐蚀性能好,且不会有异味。
把手、底座等处的塑料材质可以避免触电和烫伤,比较人性化。
2、整体均为不锈钢,只有手柄和壶盖处为塑料材质,如图4、图5、图6.优点:加热快,底部也为不锈钢材质,可适用于电磁炉等设备;缺点:安全性较差,容易烫伤3、内外双层材质,外部为塑料,内胆为不锈钢,如图1、图7。
优点:如果不是双层真空,那么外观塑料部分也好打理,也容易改变颜色,时尚感更强一点,如图1;如果是双层真空设计,就可以防烫,碰到壶身也不会被烫伤,同时能保持外观的时尚性;内胆的不锈钢材质更加安全耐高温、耐腐蚀、无异味,如图7的摩飞电热水壶。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
家用不锈钢垃圾桶成型分析
一、材料信息
1.原料:201不锈钢(板材)
2.材料规格:整版1.22m*2.44m
3.材料价格:目前市场0.5mm201/2B不锈钢板8750元左右每吨。
1.0mm201/2B
不锈钢板价格8100元左右,2.0mm201/2B不锈钢板价格7900元左
右。
4.物理特性:耐酸、耐碱、密度高、抛光无气泡、无针孔
5.可选加工工艺:切削加工、抛光工艺、表面拉丝工艺、电镀工艺
6.物理感性:干净、科技、
二、成型工艺
1.成型过程
第一步:桶身成型;通过拉伸工艺把板材用模具加工成桶。
第二步:桶盖成型,通过拉伸工艺把不锈钢板材用模具加工成桶盖。
第三步:表面抛光工艺。
第四步:桶盖、桶身组装。
2.成型所用的设备:
(1).不锈钢液压拉伸机
、
(2).电解抛光机
、
(3).碳化钨钢结硬质合金模具、
3.成本:一个用201不锈钢成型的壶成本在20元左右
4.成型过程图示:。