手板模型目前常见的加工方式
CNC加工方式及手板可加工的材料
CNC加工方式及手板加工的材料通俗点讲,手板就是在没有开模具的前提下,根据产品外观图纸或结构图纸先做出的一个或几个,用来检查外观或结构合理性的功能样板。
手板目前在不同的地方亦称为首板。
经典的创意,合理的结构,最终必须通过实物来验证。
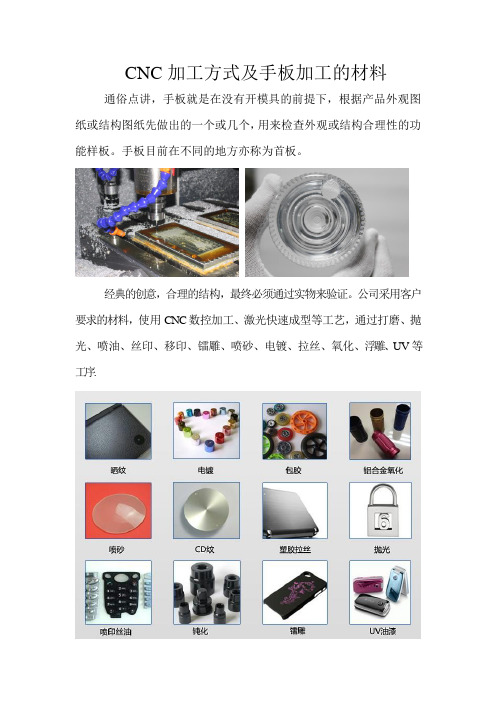
公司采用客户要求的材料,使用CNC数控加工、激光快速成型等工艺,通过打磨、抛光、喷油、丝印、移印、镭雕、喷砂、电镀、拉丝、氧化、浮雕、UV等工序.
一、按加工方式,我们可以加工制作以下手板模型:
1、CNC塑胶手板,材料有:ABS、亚克力、PP、PC、POM、尼龙、电木等;
2、CNC五金手板,材料有:铝、铝镁合金、铝锌合金、铜、钢、铁等;
3、激光快速成型,有SLA、SLS、FDM、3D打印等;
4、快速模具成型,有快速金属模具,硅胶模具,低压灌注模具;
5、手工雕刻制作,材料有油泥,泡沫、石膏等等。
二、按行业类别,我们可以加工制作以下手板模型:
1、能源产品手板模型,LED灯外壳,移动电源外壳,太阳能设备,风能叶片等部件;
2、汽车部件手板模型,汽车、摩托车部件,汽车仪表盘,灯罩等零部件;医疗器械手板模型,X光机、血透仪、监护仪、足部保健盒等;
3、工业设备手板模型,管道检测设备、电表自动化检定设备,智能机器人等;
4、家用电器手板模型,如彩电、空调、显示器、水煲、咖啡壶、电饭煲、汁机等;
5、数码通信手板模型,如手机、电话机、传真机、可视门铃、摄像机等。
手板制作有哪些方法各有什么特点

手板制作有哪些方法?各有什么特点--------------------------------------------------------------------------------手板制作有哪些方法?各有什么特点?从工艺设备来看,有激光成型(如FDM、SLA、SLS等),有CNC加工,有硅胶复模,有低压灌注,有快速模具(或叫简易模具)等等。
1、激光成型:FDM是将ABS 条用激光烧结而成,它的特点是物理性能和化学成分都与ABS一样,内部结构也很清晰,装配性能也很好,但外观粗糙。
适合做结构验证的手板。
SLA是将环氧树脂用激光烧结而成。
环氧树脂常温是液体,装在SLA机的箱子里,当激光按图形的结构一层一层地扫描而运动时,激光碰到的地方的环氧树脂就会由液体变成固体。
最后,将箱子里多余的液态的环氧树指放掉,就会留下来一个和图形一模一样的模型。
随着SLA所用环氧树指材料的发展,其手板(模型)的装配性能和表面质量都有很大的提升。
但它费用高(计费按克算,当前市场价为8-12元/克)。
所以它适合做小件,或CNC难加工的零件。
如公仔等,不适合做大件电器、电子产品,如空调、电视机等。
SLS:是SLA的发展。
它除了兼有SLA的功能外,还可以烧金属粉末(如铝粉、铜粉、不锈钢粉等)。
它的设备更贵,制作手板(模型)的成本也更贵。
2、CNC加工:这是当前手板制作最主流的加工方式。
它几乎可以用所有的材料:如:塑胶(ABS、PC、PMMA、PA、POM等),如五金(钢铁、不锈钢、铝合金、铜合金、锌合金、锌合金、镁合金等),或其它如:石膏、木材、发泡胶。
它几乎可以做各种各样结构的手板(模型),如:手机、电视机、空调、电话机、微波炉、电磁炉、冰箱、洗衣机等等CNC加工是一种去材料加工方式,可以加工出精度相对较高的手板(模型),但只能一个个地做,它适合做1-5个的批量。
3、硅胶复模:(又叫真空复模)它适合小批量手板的制作。
其流程是先用母板做一个硅胶模,然后再倒入液态的环氧树指(如PU),再加热让其固化,最后就可从硅胶模中取出一个和母板一模一样的手板(模型)。
手板模型制作哪里好

制作手板模型哪里好
CNC精密加工是一种传统的,以去处法把多余材料削掉的加工方式。
常用于手机、PDA、数码相机、小家电以及电子电脑周边产品的手板,也可制作大型复杂产品功能测试标准件,如空调、彩电、电子琴、显示器、音响、医疗设备、摩托车、汽车配件,五金手板,铝合金和运动器材等产品。
手板模型制作范围:
1.抄数类:工业产品设计、抄数设计、3D结构设计;
2.汽车、摩托车、玩具车、等交通工具及各种大小零部件手板;
3.电话机、传真机、手机、对讲机、对讲门铃等通信产品手板;
4.电视机、显视器、空调、吸尘器、加湿器、等家用电器手板;
5.玩具公仔、仿真人物、电子电器厂专用夹具、动作功能手板;
6.各种铝合金金属手板制作、批量铝合金及塑胶注塑产品改板;
7.各种机器部件、B超机、电子仪器、医疗器械大小部件手板;
8.真空复模大小批量生产、喷油、丝印、拉丝、等全方面服务。
9.各类石膏、油泥、腊样雕刻、机械动作牙箱、SLA快速成型;
拓维手板模型是一家按图纸图档制作手板模型的专业公司,以产品设计,抄数设计为副的高科技企业。
以CNC车铣加工ABS,PMMA,POM,PC,PA,PVC等塑胶手板模型和五金部件手板模型为主的专业公司。
配有先进大型精密CNC数控车铣机床,最新进口激光成型机和电脑、机械、手板等专业专科全面制作人才。
拓维手板模型技术公司有十多年的制作手板的经验,非常注重手板的质量,全工厂的每个角落实施360度视频监控,确保客户的产品资料的绝对保密。
找我们拓维模型做手板可以保证产品的资料绝对不会外泄,以及我们会和客户签订保密协议,保障客户的利益。
cnc手板模型制作

cnc手板模型制作
手板模型有很多种,其中包括cnc手板模型、3d打印手板模型、激光快速成型等。
但是,目前最常见的还是cnc手板,它几乎占据了手板行业的半壁江山。
然而,很多人对cnc手板制作的工艺比较模糊,现在就跟大家介绍一下,在cnc手板模型制作过程中,一般需要经过以下步骤:
第一步,编程。
就是根据客户提供的3D图,进行数据编写程序,让电脑锣根据这些3D数据进行走刀,翻面加工。
一个产品加工出来的效果是否理想,跟程序编写的是否合理关系非常大,是手板加工的首要环节。
第二步,cnc电脑锣加工,这是塑胶手板的常用的加工方式,所用的材质很多,常见的为ABS,POM,PC,PP,PA,PMMA等等,不同的产品适合不同的材质,比如透明的要用亚克力,比如PP材质不能喷油处理,比如PC是可以加工成透明以及符合耐高温和良好韧性的产品。
只有选择好了材质,加工的手板才能达到产品所要检验功能的目的。
第三步,手工修边角,去除边框,敲掉石膏,拆件粘接,为产品的打磨做好准备。
第四步,按照客户提出的表面成品的效果进行处理,如打磨抛光透明,如喷油印刷,电镀镭雕甚至拉丝氧化等等。
这些是决定一个产品外观效果的最重要的步骤,直接决定手板加工的成功与否。
第五步,产品组装,测试功能,如能顺利实现功能要求,则手板制作完成,否则,进行3D图修改,完善最初的设计要求。
一切完成后,就是打包发快递交货了。
以上这些流程为手板厂加工制作的主要流程,因为不同的地方,不同的产品要求,不同的客户,会导致产品加工的过程有所改变,我们可以有选择性的参考即可。
手板模型知识点总结图

手板模型知识点总结图手板模型的制作技术有很多种,主要包括以下几种:1. 3D打印:3D打印是一种将数字模型快速转化为实体的技术,通过层层堆积材料,逐渐构建出物体的立体结构。
它具有制作速度快、成本低、适用于复杂结构的优点,适用于快速制作外观模型和功能验证模型。
2. CNC加工:CNC加工是一种利用数控机床对材料进行切削加工的技术,可以实现高精度、高质量的零部件加工。
它适用于制作产品的结构部件和功能部件。
3. 快速成型:快速成型是一种通过光固化液体材料,逐层凝固成型的技术,可以制作出具有细节丰富的产品原型。
它适用于制作外观模型和结构模型。
4. 注塑:注塑是一种将熔融塑料注入模具中,冷却后得到所需零部件的成型工艺。
它适用于制作大批量的产品零部件。
除了以上几种制作技术外,手板模型还需要经过后续的表面处理和装配工艺,以展示产品的最终外观和功能。
通常的表面处理包括打磨、喷涂、电镀等工艺,装配工艺包括拼接、螺纹连接、粘接等方法。
手板模型的制作过程需要设计师和制造工程师密切合作,共同制定制作方案,选择合适的材料和工艺,保证模型的质量和可靠性。
此外,还需要进行严格的质量控制和验收,确保模型符合设计要求和制造标准。
手板模型的应用范围很广,包括汽车零部件、家电产品、医疗器械、消费品等多个领域。
通过手板模型可以帮助企业在产品开发初期就进行市场验证,提前发现问题和改进方案,降低产品开发成本和风险。
总的来说,手板模型是一种非常重要的产品开发工具,可以帮助设计师和制造工程师快速验证产品设计,降低产品开发成本和风险,加速产品上市时间,提高产品的竞争力。
因此,掌握手板模型的制作技术和应用方法对于企业来说是非常重要的。
CNC手板加工工艺

CNC手板加工工艺CNC手板加工是一种传统的,以去处法将整料中多余材料切削掉的加工方式。
在手板加工行业中,CNC手板加工一般针对大型工件和外观版,CNC手板加工材料广泛,有ABS、PMMA、POM、PC、PA(尼龙)、PP、PU,亚加力(透明材料)等等;CNC手板以成本低,加工材料具有高强度、耐高温、高韧性、透明等要求,同时可制作铝合金等金属手板;而且,CNC模型表面处理形式多样化,如打磨、喷灰、喷漆、抛光、丝印、电镀等,其效果完全可以同模具生产出来的产品媲美;在外观,装配,功能验证,都可以达到客户最终设计意图。
因此,CNC模型制作已成为现代手板加工主流加工方式,CNC加工手板,同CNC加工钢模有很大的区别,CNC加工手板是做出一个能真实反映客户设计意图工件,而CNC加工钢模是只做一面,即前模和后模以及工序复杂繁琐。
CNC手板加工常用于手机、PDA、数码相机、小家电以及电子电脑周边产品的手板,也可制作大型复杂产品功能测试标准件,如空调、彩电、电子琴、显示器、音响、医疗设备、摩托车、汽车配件等产品。
CNC手板加工材料分析:ABS手板:耐温度:70-80℃ / 特性:强度、韧性一般 / 适用范围:电器类外壳手板PMMA亚加力手板:耐温度:60-80℃ / 特性:透明度高、强度韧性差/ 适用范围:电器液晶壳手板POM赛钢手板:耐温度:90-110℃ / 特性:强度、韧性、硬度好 / 适用范围:机械齿轮转动件手板PA尼龙手板: 耐温度:100-130℃ / 特性:强度韧性、硬度好,不易打磨 / 适用范围:电饭煲、电烫斗家电产品手板PC: 耐温度:90-110℃ / 特性:半透明,硬度、强度、韧性一般 / 适用范围:电饭煲、电烫斗受热高零件手板电木: 耐温度:150-180℃ / 特性:强度、韧性比ABS差 / 适用范围:受热高零件手板。
常用的手板模型加工方式

深圳拓维模型 常用的手板模型加工方式
手板模型对企业在研发产品的过程中起到一个很关键的作用,主要是验证产品的设计是否合理,新设计出来的产品未必符合使用的要求,需要去检测验证再慢慢完善起来,这样才可以研发出一个合格的新产品;一般常用的手板模型加工方式有三种,下面向大家介绍一下这三种加工方式:
cnc 加工:是目前手板行业中主要的加工方式,加工的材料没有很大的限制,除了软胶类不能加工,其它板材的材料基本上都可以加工,通过cnc 加工出来的手板强度比用3D 打印和复模制作方式要好。
3D 打印:通过逐层打印的方式来构造物体,制作周期比cnc 加工要短,快则一天之内都可以做出来,现在金属材质都可以打印,但是打印出来的手板表面会比较粗糙,而且费用会比cnc 加工的要贵。
硅胶复模:需要根据原版来做一个硅胶模具出来,原版可以通过以上两种方式制作,如果结构比较复杂的建议使用3D 打印的方式,复模可以制作的材料有:ABS 、PP 、PC 、PMMA 、POM 、软胶,硅胶等等。
手板快速成型分类及汽车手板快速成型工艺方案

手板快速成型分类及汽车手板快速成型工艺方案快速成型分类:CNC加工,SLA快速成型,真空复模,RIM低压灌注,三坐标打点快速成型技术分类及工艺一、SLA激光成型激光快速成型技术是基于3D技术及计算机控制分层扫描和快速离散堆积成型的原理,材料为液态光敏树脂,经过紫外激光照射扫描,分层发生聚合反应固化堆积完成。
深圳凯奥公司作为中国最早的国家级快速成型服务中心,在激光成型方面已积聚了丰富的经验,所采用的美国3D __公司的激光成型机和美国__N公司提供的光敏树脂RenShape SL7810,制作精度最高可达±0.1mm。
二、CNC加工深圳凯奥公司先后引进多台日本Fanuc高速加工中心,设备最高转速为__转/min,加工精度可达±0.05mm。
专门应用于汽车、医疗等大型结构件的样板加工。
材料可选择ABS、PC、PP、PMMA、POM、尼龙、铝合金、镁合金、电木等等。
三、真空注型真空注型,又名真空复模。
既在真空条件下对浇注料进行脱泡、搅拌、预热、注型,并在60℃-80℃的恒温箱中进行2-3小时的二次固化成型的过程。
适用于产品开发过程中的小批量试制,结构较为复杂、壁厚均匀、满足一定功能要求的试制样件。
技术参数:适用模具:硅胶模具(寿命10-20件);树脂模具(100件以上);ABS模具(100件以上)。
浇注材料:双组份聚氨酯PU。
物理性能:类似ABS、类PP、类PMMA/PC透明件、软橡胶件(40-90shord D)、耐高温件(150℃)、防火材料等等。
一般工作时间:1-4小时/件标准复制精度:±0.15mm/100mm 浇注样件厚度:最小0.5mm,最佳为1.5 mm-5 mm 最大浇注工件:2022年X1200X1000mm。
快速成型分类:CNC加工,SLA快速成型,真空复模,RIM低压灌注,三坐标打点四、低压灌注低压灌注,又名低压反应注射成型(Reaction Injection Moulding,RIM)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
随着社会市场竞争的日益激烈,工业设计产业的发展壮大,企业在重视工业设计的同时,也注重了产品模型的制作。
产品的开发质量、实际效果都需要用手板模型进行验证证.在这种情况下,手板模型行业逐渐从工业设计流程中脱离出来,成为一个相对独立的行业而蓬勃发展起来。
许多专业手板模型公司涌现,较大规模的企业与工业设计公司也纷纷成立自己的手板模型部门。
各各领域也出现越来越多专业化的手板模型公司,比如专注汽车、机器人、医疗行业的模世家科技;也有专注精密数码通讯小家电的名欣模型等等... 手板行业的加工方式也日新月异,出现了各种各样的加工方式。
那么我们看看现在手板模型行业的加工方式主要都要哪几种呢?
C加工,CNC加工是目前手板行业最常见的加工方式。
CNC又叫做电脑锣、CNCCH 或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”它可以大量减少工装数量,加工形状复杂的零件不需要复杂的工装。
如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。
而且它加工质量稳定,加工精度高,重复精度高;在多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用最佳切削量而减少了切削时间。
在材料选择上也明显优于其他加工方式,可以满足客户在材料强度上的需求,基本材料都能加工,一般有常用材料有:ABS、PC、PMMA、POM、PA66、铝合金、不锈钢、铜、镁合金等等... 他的缺点在于设备昂贵,需要专业编程和CNC操作人员。
而且在一定复制程度且不允许粘接的产品不能加工
2.硅胶复模,硅胶复模一般用于小批量产品加工,先用CNC或者其他加工方式做一个或者几个原型,用硅胶制作模具灌胶抽真空的方法制作产品。
硅胶复模有点在于速度快、成本低、大大降低开模费用和周期风险。
一套简易模具一般能制作20~35个左右的产品,因为简易模具的材料是硅胶,损耗快。
如果要做更多只能重新制作一个新的硅胶模具,不然会影响产品的精度。
3.快速成型,RP技术,也称为SLA,SLS..SLA是最早实用化的快速成形技术,采用液态光敏树脂原料,工艺原理如图所示。
其工艺过程是,首先通过CAD设计出三维实体模型,利用离散程序将模型进行切片处理,设计扫描路径,产生的数据将精确控制激光扫描器和升降台的运动;激光光束通过数控装置控制的扫描器,按设计的扫描路径照射到液态光敏树脂表面,使表面特定区域内的一层树脂固化后,当一层加工完毕后,就生成零件的一个截面;然后升降台下降一定距离,固化层上覆盖另一层液态树脂,再进行第二层扫描,第二固化层牢固地粘结在前一固化层上,这样一层层叠加而成三维工件原型。
将原型从树脂中取出后,进行最终固化,再经打光、电镀、喷漆或着色处理即得到要求的产品。
SLS整个工艺装置由粉末缸和成型缸组成,工作时粉末缸活塞(送粉活塞)上升,由铺粉辊将粉末在成型缸活塞(工作活塞)上均匀铺上一层,计算机根据原型的切片模型控制激光束的二维扫描轨迹,有选择地烧结固体粉末材料以形成零件的一个层面。
粉末完成一层后,工作活塞下降一个层厚,铺粉系统铺上新粉.控制激光束再扫描烧结新层。
如此循环往复,层层叠加,直到三维零件成型。
最后,将未烧结的粉末回收到粉末缸中,并取出成型件。
对于金属粉末激光烧结,在烧结之前,整个工作台被加热至一定温度,可减少成型中的热变形,并利于层与层之间的结合。
SLS材料任性和强度都要高于SLA,当然成本高昂和精度不足也是SLS 的缺陷。
4.钣金加工,钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。
钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。
零件金属板材加工就叫钣金加工。
由于手板行业产品多样性,也很多产品需要做钣金加
工,钣金加工一般细分为线切割,折弯,冲压等等..钣金加工材料一般为不锈钢、铝板、镀锌板等金属材料,钣金加工方式一般成本相对较低。
当然,手板模型需要用用到的加工方式远远不止这些,这些只是常用的加工方式,比如汽车外形定案所需要手工制作油泥手板;很多金属零件加工需要用到车床加工;在您CNC 无法加工到位的地方,需要用到电火花辅助加工等等...
作为一个优秀的手板厂,要能帮助客户选择最合适他的加工方式,给客户提供既节省成本,又能达到甚至超越客户需求的产品。