模具开发表通用模板
模具设计评审表-样表
模具验收协议项目名称:甲方:乙方:(甲方)(乙方)签字:签字:日期:日期:(一)模具委托加工信息委托加工模具清单模具交付地:(二)模具要求A 产品要求1.乙方根据甲方提供的数据为依据进行模具开发制作,同时乙方配合甲方进行产品的装配调整,最终通过甲方认可。
2.对表面有皮纹或喷砂的产品,必须符合最终客户提供的标准要求。
3.在乙方进行模具初步审核时,分型线必须得到甲方认可,同时分型线处的模具滑块必须配合良好,出现的分型线必须小于-——0.05mm均可。
4.乙方应参与甲方产品的设计优化,模具可行性分析并及时反馈修改意见。
5.乙方提交的设计方案(产品,模具)必须得到甲方的认可批准。
6.对于产品不许出现顶白,拉伤或由于模具冷却不好出现的缩痕,变形后收缩或因浇口设置问题出现的冷料,熔体流动分布不均,熔接痕等问题。
B模具与设备接口要求1.模具模板尺寸要求:见甲方提供的设备数据。
2.模具浇口定位环要求:见甲方提供的数据。
3. 模具接头要求:见甲方提供的设备数据。
(1)水管和油管接头(2)热流道电源接头(3)热电偶接头型号(4)上下模滑块接头C模具材料制造的模具必须满足大批量生产的能力(如模具在正常维修和保养的状态下,应不小于采购信息中模具使用寿命要求)钢材满足模具使用寿命要求。
D模具的抽芯及顶出1.大型模具顶出系统必须采用液压油缸系统。
2.顶针(顶块)顶出复位顺畅,且有防转措施,顶出复位弹簧。
3.油缸轴和相应的连接件必须做好防转措施,以便防止在使用过程中螺纹退出。
4.模具有机械式滑块必须有复位措施。
5.大型模具的顶出及抽芯必须采用位置控制,但不得采用油缸上的磁性信号来控制顶出或抽芯位置,顶出控制至少需在顶出的对角位置安装信号开关。
6.模具应保证在不使用脱模剂的情况下顺利脱模,且机械取件方便,注塑出的产品外观不能因模具问题而产生飞边,缩痕,熔接痕,表面波纹,翘曲变形,顶白等缺陷,产品表面无因强制脱模产生的拉白现象。
模具工件加工工艺流程表通用模板

序次 工序
加工内容
加工时间
重点提示
序次
1
2
3
4
5
ቤተ መጻሕፍቲ ባይዱ
6
7
8
制作
状况
检验 备注
TN-QR-P-024
长安骏艺塑胶模具制品厂
制作:
审核:
核准:
TN-QR-P-024
长安骏艺塑胶模具制品厂
TN-QR-P-024
长安骏艺塑胶模具制品厂
tnqrp024长安骏艺塑胶模具制品厂重要工件加工工艺流程表模具编号工件名称计划完成时间模具名称特殊要求序次工序加工时间重点提示序次制作状况检验备注编号
重要工件加工工艺流程表
模具编号 模具名称
工件名称 特殊要求
计划完成时间
编号: 材料
数量
工序说明:铣床-X、钻床-Z、车床-C、磨床-M、线切割-EDW、火花机-EDM、电脑锣-CNC
模具开发进度表
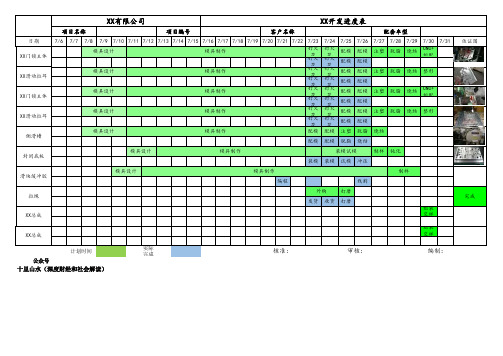
日期7/6
7/7
7/8
7/9
7/107/117/127/137/147/157/167/177/187/197/207/217/227/23
7/247/257/267/277/287/297/307/31
打火
花打火花配模配模注塑
脱脂
烧结
CNC+组配
打火花打火花配模配模打火
花打火花配模配模注塑
脱脂
烧结
整形
打火花打火花配模配模打火
花打火花配模配模注塑
脱脂
烧结
CNC+组配
打火花打火花配模配模打火
花打火花配模配模注塑
脱脂
烧结
整形
打火花
打火花配模配模配模
配模注塑脱脂烧结配模
配模
脱脂烧结
制样
钝化
装模
装模
试模
冲压
编程
线割
打磨发货
收货
打磨
组装交样组装交样
实际
完成
佐证图
XX门锁主体
公众号
客户名称
配套车型
模具设计模具制作
XX有限公司
XX开发进度表
项目名称
项目编号
XX滑动拉耳
模具设计模具制作
XX门锁主体
模具设计模具制作
模具设计模具制作
侧滑槽
模具设计模具制作XX滑动拉耳
滑块缓冲胶
模具设计模具制作
制样
封闭底板
模具设计
模具制作
装模试模
十里山水(深度财经和社会解读)
计划时间
拉绳
外购完成
XX总成
XX总成
核准: 审核: 编制:。
模具开发计划进度表
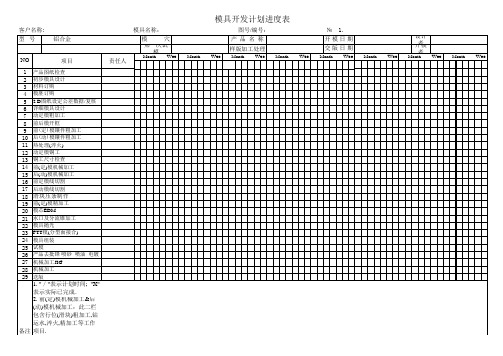
1 产品图纸检查 2 初步模具设计 3 材料订购 4 模胚订购 5 2 D图纸设定公差数据/复核 6 详细模具设计 7 动定模粗加工 8 前后模开框 9 前(定)模镶件粗加工 10 后(动)模镶件粗加工 11 热处理(淬火) 12 动定模铜工 13 铜工尺寸检查 14 前(定)模机械加工 15 后(动)模机械加工 16 前定模线切割 17 后动模线切割 18 滑块压条制作 19 前(定)模精加工 20 模芯EDM 21 水口及分流锥加工 22 模具抛光 23 FTT模(分型面接合) 24 模具组装 25 试模 26 产品去批锋 喷砂 喷油 电镀 27 机械加工JIG 28 机械加工 29 送版
模具开发计划进度表
客户名称:
型号
铝合金
NO
项目
模具名称:
图号/编号:
№ 1.
模
穴
第一次试
模
产品名称 样版加工处理
开模日期 交版日期
设计 开者模
者
责任人
Month Wee Month Wee Month Wee Month Wee Month Wee Month Wee Month Wee Month Wee
1. "/"表示计划时间; "X"
表示实际已完成. 2. 前(定)模机械加工&后
(动)模机械加工:此二栏
包含行位(滑块)粗加工,钻
运水,淬火,精加工等工作
备注 项目.
3.无论什么客户模具开模 都需填写此表,当进度有修 正时应及时更正,上传市场 部. 制表确 认
Re:A00
模具配额表[空白模板]
![模具配额表[空白模板]](https://img.taocdn.com/s3/m/eaa96552960590c69fc37671.png)
220.5*140.5*47(1件)
1
是
18 A 2003
库存
后模镶件
钢料DHA-Worid (淬火料)
用2002料
1
是
19 A 4001
库存
斜顶
8418
200*150*10(1件)
1
是
20 A 4002
库存
斜顶
8418
用4001料
1
是
21 A
库存
托针
STD
∮1.5*∮3*100*200
1
是
22 A
否 标准件
42 A 3302
库存
行位座
SKD61
3302
2
103*52.5*35.5
否 标准件
43 A 3311
库存
行位底座
D2
3311
2
210*77.3*32.5
否 标准件
44 A 3312
库存
行位底座
D2
3312
2
134*81.8*32.5
否 标准件
45 A 3101
库存
行位铲基
D2
3101
2
92*87.5*81.8
170.5*65*22.5
1
是
10 A 3003
库存
行位镶件 进口S136SUP
170.5*65*22.5
1
是
11 A 3002
库存
行位镶件 进口S136SUP
90.5*80*22.5
1
是
12 A 3004
库存
行位镶件 进口S136SUP
90.5*80*22.5
1
是
冲压模模进度表CVM001 002 004 006

编号:FOR-TS2-3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9
二三四五六日一二三四五六日一二三四五六日一二三四五六日一二三四五六日一二三四五六
产品检验文件编制 模 具 加 工 模板请购 模板加工 零件加工 标准件采购 模具检测 原材料采购 模具组试 产品检验、认可
冲压模模具开发计划进度表
客户编号 模具类型 内容 下单 模号 模 具 设 882-838 计 料号 CVM001 CVM002 CVM004 CVM006 名称 导电触片A 导电触片B 触片 插片 日期 上海汇众 冲压模 部门 项目 模 具 研 发 质保 金 加 工 质 保 采购 模 具 质保 产品名称 模具数量 中控锁 1 开发案号 责任人 LMQT-08-051 黄高义
模具开发进度表
加工中
示不能按计划完成的进度××
表示法定假日
模具编号
客户
12月
1月
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3
检验
1、客 户需要2、按在 模具制3、造此 进度表4、并如 果在模具
试模
实际 计划 实际
****模具进度表
示实际进度
表示计划进度
表示不能按计划完成的进度×
开模时间 2022.11.17
27 28 29 30 1
交模时间
234
2022.12.22 5678
试模周期 35天 机台
12月 9 10 11 12 13 14 15 16
产品图片
表示实际进度
产品编号
开模时间
时间周期 模具设计(产品毛坯图、模具图)
分模、编程 电极采购 辅料采购 模肉采购 粗加工(车、磨、钻、铣等) CNC粗加工 热处理 精加工(磨、铣等) CNC加工
线割 电火花
抛光 测数 装配 检验
11月 17 18 19 20 21 22 23 24 25 26 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划
模具开发申请表
产品名称零件号申请日期模具名称制造数量要求完成日期预计费用
模具编号用途申请类型产品名称
零件号申请日期模具名称
制造数量要求完成日期预计费用
模具编号用途申请类型技术方案(简述模具穴数,进料方式等):
备注:工装、模具申请统一用此表
申请: 审核: 批准: 模具开发申请表
模具开发申请表
技术方案(简述模具穴数,进料方式等):
备注:工装、模具申请统一用此表
申请: 审核: 批准:新产品业务扩充,增加模具旧模报废,新开模具新产品业务扩充,增加模具旧模报废,新开模具。
APQP新产品设计开发全套表格模板(含部分范本)
APQP新产品设计开发全套表格模板(含部分范本)XXXXXXX 有限公司 APQP 全套表单APQP 设计开发过程全套记录表格清单序号编号名称1 TTQR8.1-01 运行策划和控制方案2 TTQR8.1-02 质量计划书3 TTQR8.1-03 保密检查情况记录4 TTQR8.3-01 设计和开发总策划5 TTQR8.3-02 产品开发项目立项书6 TTQR8.3-03 新品开发计划7 TTQR8.3-04 设计任务书8 TTQR8.3-05APQP 小组成员及职责技能表9 TTQR8.3-06 初始材料清单10 TTQR8.3-07APQP 计划阶段评审报告11 TTQR8.3-08 产品设计开发输入评审12 TTQR8.3-09 DFMEA13 TTQR8.3-10 产品特殊特性清单14 TTQR8.3-11 产品标准规范15 TTQR8.3-12 总成图、零件图、装配图16 TTQR8.3-13 设计和开发评审17 TTQR8.3-14 产品保证计划18 TTQR8.3-15 设计验证计划19 TTQR8.3-16 初始过程流程图20 TTQR8.3-17 样件控制计划21 TTQR8.3-18 样品验证报告22 TTQR8.3-19 新设备工装检测设备检查表及开发计划进度表23 TTQR8.3-20 产品安全防护表24 TTQR8.3-21 产品材料用量规格表(BOM)25 TTQR8.3-22 工程规范审查确认26 TTQR8.3-23 产品防错一览表27 TTQR8.3-24 可制造性和装配性设计28 TTQR8.3-25 模具配置申请表29 TTQR8.3-26 模具设计任务书30 TTQR8.3-27 模具制造报价单31 TTQR8.3-28 模具供方评定表32 TTQR8.3-29 模具加工合同33 TTQR8.3-30 模具跟踪评审验收记录34 TTQR8.3-31 设计和开发验证记录35 TTQR8.3-32 小组可行性承诺36 TTQR8.3-33 产品设计和开发输出评审XXXXXXX 有限公司 APQP 全套表单序号编号名称37 TTQR8.3-34 APQP 产品设计阶段评审报告38 TTQR8.3-35 产品/过程质量体系评审39 TTQR8.3-36 过程设计和开发输入评审40 TTQR8.3-37 产品特性重要度分级表41 TTQR8.3-38 产品和过程特殊特性清单42 TTQR8.3-39 特性矩阵图43 TTQR8.3-40 过程流程图44 TTQR8.3-41 车间平面定置管理图及检查表45 TTQR8.3-42 PFMEA 表46 TTQR8.3-43 试生产控制计划47 TTQR8.3-44 生产设备清单48 TTQR8.3-45 检测设备清单49 TTQR8.3-46 工艺规范及评审报告50 TTQR8.3-47 过程作业指导书51 TTQR8.3-48 测量系统分析计划52 TTQR8.3-49 初始过程能力研究计划53 TTQR8.3-50 包装作业指导书(包装规范)54 TTQR8.3-51 OTS 样件全尺寸报告55 TTQR8.3-52 OTS 样件材质试验结果56 TTQR8.3-53 OTS 样件性能试验结果57 TTQR8.3-54 过程设计开发输出评审58 TTQR8.3-55 APQP 设计阶段评审报告59 TTQR8.3-56 试生产计划60 TTQR8.3-57 试生产准备检查表(确认设备、工装、人员)61 TTQR8.3-58 试过程工艺参数检测记录62 TTQR8.3-59 试生产验证测试报告63 TTQR8.3-60 试生产总结报告64 TTQR8.3-61 节拍产能分析报告65 TTQR8.3-62 初始过程能力研究报告66 TTQR8.3-63 生产控制计划67 TTQR8.3-64 设计开发确认表68 TTQR8.3-65 零件提交保证书69 TTQR8.3-66 产品质量策划总结和认定70 TTQR8.3-67 APQP 试生产阶段评审报告71 TTQR8.3-68 工程变更申请单72 TTQR8.3-69 工程变更通知单73 TTQR8.3-70 嵌入式软件开发评估表XXXXXXX 有限公司 APQP 全套表单嵌入式软件开发评估表项目名称:一、推进流程应用工作量TQR8.3-70NO.序号阶段1 项目准备2 系统配置3 流程调研4 设定流程5 模拟调试6 管理员培训7 用户培训8 系统启用工作内容现有系统配置情况检查系统相关模块的基本数据情况检查制定实施阶段计划,约定每个阶段的时长,准确划分各阶段时间节点预定培训实施期间培训日期安排建立相关组织结构, 建立相关角色调整全局配置项建立权限分配方案落实需要上线的流程列表,这些流程主要包括:党委发文流程、纪委发文流程、公司发文流程、部门发文流程(报告、函、请示、通知)、公司收文流程,以及:用印申请流程、出差申请流程、会议管理流程等培训流程图的标准画法收集流程图,交流流程信息、修改流程图、流程图定稿建立流程,谁提交,谁批准,谁执行建立流程表单,及相应说明, 建立流程处理签建立存档管理,配置相关归档目录建立权限管理对所有流程进行模拟测试,特别是各个重要公文流程,必须进行遍历测试根据模拟测试发现的情况,对流程设置进行检讨和调整对流程管理员进行培训,使其掌握流程异常情况处理、流程微调技巧根据项目实际整理培训资料落实培训人员、场地、时间安排三场用户培训,需用户积极配合协调建立起与系统运行相适应的管理规章制度发布正式启用系统的通知系统检查与实施补充问题收集、反馈、调整阶段评估验证9 项目收尾项目回顾、权限收回总评XXXXXXX 有限公司 APQP 全套表单二、新功能开发流程序号 1 2 3 4 5 67阶段工作内容需求调研、分析需求确认了解用户业务,获取用户对功能、性能等方面的需求用户方、开发方对需求进行审核确认这些功能包括:安全认证、电子印章、规章制度管理、业务整合总体设计系统初步设计总体设计评审详细设计详细设计评审用户方、开发方对总体设计审核确认对系统功能、操作界面、处理逻辑、数据库、代码体系等进行详细设计开发组对详细设计方案审核确认编写程序、单元测试系统管理(设置,备份还原)操作人员管理及权限管理编程、单元测试安全认证电子印章规章制度管理业务整合(初步)业务整合(深入)8集成测试系统集成测试、系统测试,编程与测试可以交叉进行到用户现场安装调试开发好的系 9 安装调试统,并与用户一起试走业务流程,对系统进行功能确认测试10系统初始化将系统初始化;准备业务基础数据并录入系统;11 用户培训对用户操作人员、系统管理人员进行详细培训12项目跟踪与总结系统 bug 控制,操作指导合计阶段评估验证XXXXXXX 有限公司 APQP 全套表单设计评审报告产品名称:研制单位:产品负责人:拟制日期:XXXXXXX 有限公司 APQP 全套表单设计评审申请表部门评审项目名称评审日期设计所 XXXxx 年 xx 月 xx 日产品研发工程师产品内部代号评审地点技术中心三楼会议室一、建议参加评审单位及人员设计所:模具中心:工艺技术部:技术管理部:品质中心:检测中心:企划部:车载事业部:营销中心:物流部:财务部:设备部:其它:二、申请评审内容三、室主任审批意见四、总工程师审批意见XXXXXXX 有限公司 APQP 全套表单提供评审的文件、资料清单序号1 2 3 4 5 6 7 8 9 10文件资料名称产品立项书新品开发计划产品设计任务书初始材料清单初始过程流程图初始特殊特性清单产品三维草图DFMEA 试验计划其它(如:顾客要求)编审人或资料来源营销中心企划部研发工程师研发工程师研发工程师研发工程师研发工程师研发工程师研发工程师备注评审意见汇总及问题解决措施一、评审意见汇总(请研发工程师根据评审意见表上所列各项建议和意见进行汇总,未列入的评审意见视为不采纳)==由于设计评审意见太过随意,此处对其进行汇总,未列入里头的意见视为不采纳XXXXXXX 有限公司 APQP 全套表单二、存在问题及解决措施一览表序号问题内容1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16措施建议要求完成追踪负责人日期结论XXXXXXX 有限公司 APQP 全套表单评审结果1、评审结论:2、研制单位意见:评审组组长:3、主管领导复审决定:主管:签字:年月日年月日年月日XXXXXXX 有限公司 APQP 全套表单评审组名单姓名职务/职称XXX 设计室主任高工XXX 工艺技术部经理高工XXX 模具副主任工程师单位设计所工艺技术部模具中心签名是否有评审意见是否√√√备注:未提交《设计评审意见表》视为“同意该产品的所有设计”XXXXXXX 有限公司 APQP 全套表单附件 1设计评审意见表评审项目名称产品内部代号序号存在问题描述评审日期措施建议评审者/单位:XXXXXXX 有限公司 APQP 全套表单产品开发项目立项书项目名称: (例如:XXXXX) 项目类别: (例如:汽车继电器)XXXXXXX 有限公司 APQP 全套表单项目来源及概况项目名称项目来源申请部门申请人承办部门承办人一、市场调研与分析、顾客输入(公司决策的会议纪要等文件或销售人员市场调查、出差报告可作为附件): 1. 开发背景(基于何种目的):2. 市场需求情况(产品的年预计需求量、主要针对怎样的客户或市场等):3. 特定的客户需求(希望的目标价格、开发进度等):4.市场竞争情况:5.竞争对手样品、样本、安全认证或专利等资料的提供(可作为附件)。
模具清单一览表模板范例
模具清单一览表
页:
序号 客戶 模具编号 112 青青 雅
本厂料号
客户料号
品名
永旺机芯座
材料
取数 1*8
尺寸ห้องสมุดไป่ตู้
备注
注: 1.CH代表昶煌公司,03代表年份2003,001为流水号按订单的先后顺序编写。 2.CH03系列为昶煌公司购买的模具,统一编号为2003年份制造。 3.CH04系列为昶煌公司2004年份自行制造的模具,如此类推,CH05表示昶煌公司2005年份自行制造的模具。 4.之后每开一套新模时均在本厂料号上注明“A”,表示第一套模具产品,若开相同产品第二套模时则注明“B”; 以此类推。例如:CD-01-001-A表示第一套产品,CD-01-001-B表示第二 套产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Core Plate:
其它
Other:
顶出
Material/Hardness:
前模
Cavity
后模
CoolRc 公制
英制BSP
CORE
行位
Slide
HRc 美制NPT
运水堵头: HRc 喉塞
镶件 Insert HRc 堵铜
斜顶
CAM
HRc 其它:
JIS
DIN
英制(in)
潜顶针
Into Ejector Pin:
其它
Other:
先复位
Early Ejector Return
直顶
Ejection BAR:
其它
镙丝 公制(M) 美制(UNC)
英制(BSW)
其它特别要求
Other:
1、客户是否有模具规格书?
是
否
2、客户是否要审批模具初稿才能订购模胚及模肉?
模具开发表
Mold Specification 日期(Date): 年(Y) 月(M) 日(D)
客户
模具编号
出模穴数
资料类型
Customer:
客户联系人
Customer:
塑料
Type of Plastic:
自购 客供 模具类型
Mold No:
产品名称
Part Name:
图纸编号
Dwg No:
缩水率
Shrinkage:
司筒
Sleeve:
斜顶
Lifter:
Cavity Finish 抛光
Finish
去刀纹
Mach Finish
火花纹
EDM-Finish
镀铬
Chrome Plate
蚀纹
Texturing
Core
骏艺 TsunNgai 客户 Customer 定位环直径 (客户啤机资料)
模具零件(牌号)
公制(mm) 备注:如DME相等尺寸规格
其它
Other:
Other:
前模 粗糙度 后模 配啤机
Type of Gate: 侧间
Edge:
潜水
Sub Gate:
针点
Pin Point:
片状
Film-Gate:
扁状
Fan-Gate
Ejector: 圆顶针
Ejector Pin:
扁顶针
Blade ejector:
推板
Stripper Plate:
是
否
3、如是,客户收到可读图纸后
日完成及回复。
4、模具交给客户时,配件/备件及其数量?
5、其它注意及补充事项:
制表:
审核:
核准:
REV.2
模胚/钢材
No of Cavity
开模时间
Start Date:
首板时间
T1 Date:
预计走模时间:
Delivery Date:
钢材/硬度
Customer information: 2D图纸: 2D(DXF/DWG): 3D图档: 样板: 其它:
运水
Type of Mold Base:
简化型细水口
3Plate Type System:
热流道
Hot Runner:
大水口
Side Gate System:
细水口
Pin Piont Gate System:
其它 Other:
入水类型
Mole Base/material:
龙记模胚
LKM:
其它模胚
Other Mold Base:
A板
Cavity plate: