FANUC βi 系列维修说明书_部分9
发那科fanuc维修手册-内部资料
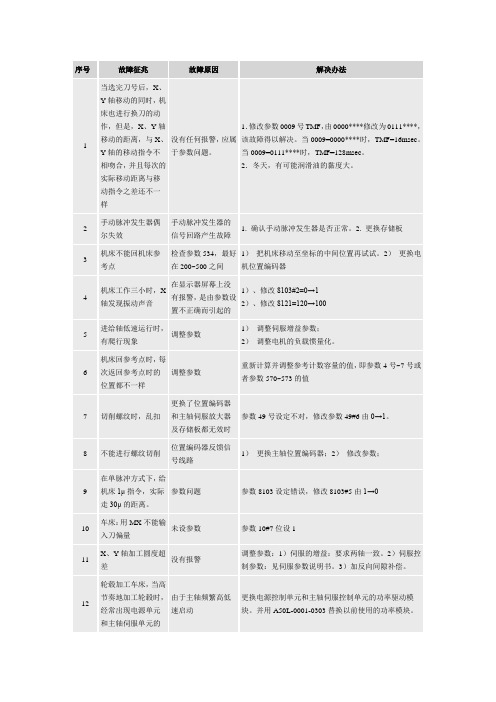
序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2 手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输入刀偏量未设参数参数10#7位设111 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
2)伺服控制参数:见伺服参数说明书。
3)加反向间隙补偿。
12 轮毂加工车床,当高节奏地加工轮毂时,经常出现电源单元和主轴伺服单元的由于主轴频繁高低速启动更换电源控制单元和主轴伺服控制单元的功率驱动模块。
FANUCβi系列维修说明书_部分3解析

B-65325CM/01- 19 - 伺服放大器的定期维护B-65325CM/01- 20 -5.1绝对脉冲编码器用电池绝对脉冲编码器用电池内一共有 [连接方式 1]和 [连接方式 2] 两种连接方式。
[连接方式 1] 从 1台电池向多台 SVMAPC (绝对脉冲编码器报警电池下降,或者电池电压为零时请更换电池。
另外,电池电压为零时,必须进行参考点返回操作。
按照标准在绝对脉冲编码βi S系列伺服电机(β0.4/5000i S ~β22/2000i S器内装有备用电容器。
并且, 由于可持续 10分钟左右的绝对位置检测运行, 所以在该时间内,即使切断伺服放大器电源更换电池时,也不需要进行参考点返回操作。
另一方面,使用β系列伺服电机和部分βi S系列伺服电机(β0.2/5000i S~β0.3/5000i S 时,由于脉冲编码器内没有安装内置备用电容器,此时必须引起操作着的高度重视。
详情请参阅项目末尾的 [更换电池时的注意事项 NO.1]。
电池寿命在伺服电机 6轴连接时以及βi S系列伺服电机(β0.4/5000i S ~β22/2000i S 时大约为 2年,使用β系列伺服电机和部分βi S系列伺服电机时大约为(β0.2/5000i S ~β0.3/5000i S1年左右。
因此,应当根据电池的寿命定期更换电池。
电池为1号碱性干电池(4节。
并且可使用市面出售的电池。
B-65325CM/01- 21 -[连接方式 2] 内置电池在各 SVM 内的安装方法APC (绝对脉冲编码器报警器电池容量降低或者电池电压为零时,请更换电池 (A06B-6093-K001。
另外,电池电压为零时,必须进行参考点返回操作。
按照标准在绝对脉冲编码βi S系列伺服电机(β0.4/5000i S ~β22/2000i S器内装有备用电容器。
并且, 由于可持续 10分钟左右的绝对位置检测运行, 所以在该时间内,即使切断伺服放大器电源更换电池时,也不需要进行参考点返回操作。
FANUC0iD系统βi系列伺服上电过程分析及故障排除
FANUC0iD系统βi系列伺服上电过程分析及故障排除雷楠南【摘要】研究了FANUCβi系列伺服驱动器硬件连接方法,重点分析了伺服驱动器上电的过程.依据伺服上电过程,介绍了伺服驱动器上电常见故障,并制定了故障排除的流程.最后,列举了FANUCβi系列伺服驱动器常见故障报警及排除方法.【期刊名称】《安徽电子信息职业技术学院学报》【年(卷),期】2018(017)006【总页数】6页(P13-18)【关键词】FANUC;βi系列;伺服驱动器;上电过程;故障【作者】雷楠南【作者单位】三门峡职业技术学院,河南三门峡 472000【正文语种】中文【中图分类】TG519.1一、引言在FANUC0iD系统数控机床上,进给伺服系统为全数字伺服系统,系统通过轴卡实现伺服控制的位置、速度、电流三环运算控制,将PWM控制信号传递给伺服驱动器,用于控制伺服电机。
FANUC0iD系统配置的伺服放大器有αi系列和βi 系列两种类型,CNC与伺服驱动器通过FSSB连接实现网络控制,二者之间的信息传输以网络通信的形式进行,因此驱动器又被称为网络从站。
αi系列伺服驱动器为FANUC公司常用的高性能驱动器,而βi系列则属于经济性伺服驱动器,常用于中低档数控机床的坐标轴控制。
由于βi系列伺服驱动器性价比高,目前在国产数控机床上应用较为广泛,文中以βi系列伺服驱动器为例来介绍伺服驱动器的硬件连接并分析其上电过程和故障排除方法。
二、FANUCβi系列伺服驱动器硬件连接方法通常,在国产数控机床上采用FS-0i Mate-C/D数控系统配置βi系列单轴标准型伺服驱动器方式。
βi系列伺服驱动器有单轴标准型、单轴高电压型及双轴标准型,其中以单轴标准型最为常用。
对于βi系列单轴标准型伺服驱动器的硬件连接如图1所示,主要是驱动器主电源、控制电源、制动电阻、FSSB连接、急停及MCC电路连接等。
驱动器与CNC系统、伺服电机之间的连接要求如下:CNC与伺服驱动器之间通过FSSB总线进行连接;驱动器主电源输入电压为三相交流200V、由伺服变压器提供;控制电源输入电压为直流24V(一般允许电压范围为24V±10%,即21.6V 至26.4V),由外部稳压电源提供。
FANUC_数控系统维修调整资料fanuc发那科维修说明书 故障分析解决
FANUC_数控系统维修调整资料fanuc发那科维修说明书故障分析解决FANUC 数控系统维修调整资料(WIA日照工厂)2007-2-19说明本资料是根据网络收集的部分资料以及韩国工程技术人员来WIA培训的部分笔记整理而成,主要针对平时工作中能遇到几率高的问题,时间仓促,加上本人的笔记可能不全面,错误在所难免,如果大家发现有错误或遗漏,请及时补正修改,以方便大家工作。
WIA日照工厂所用的数控系统主要是FANUC系列中的0系列、0i系列、POWER MATE 系列和110M,本资料试图将这几个系列的系统的数据备份、恢复、原点调整、ALARM信息以及相关的参数做详细说明,并附录了0系列故障诊断与处理的部分,希望能对大家的工作有所帮助。
FANUC 0TT 原点设置方法WIA日照工厂内WA30-10T采用的就是本类型.下面以两轴系统(X轴Z轴)为例,说明原点调整的方法。
1( MODE选择为HANDLE,将X轴Z轴手动调整好原点(参照系统的原点标志,使之对齐)。
2( MODE选择为MDI ,按DNGOS,直至出现PARAMETER画面,用?下找PWE参数,将其修改为“1”。
3( 按NO.,输入22,按INPUT,屏幕(CRT)显示参数号为21。
的参数,将参数“21”的值全部修改为“0”。
4( 关闭NC电源,5秒后打开,按“运行准备”。
5( 按DNGOS,直至出现PARAMETER画面,按NO.,输入22,按INPUT,屏幕(CRT)显示参数号为21。
的参数,将参数“21”的后3位修改为“101”。
( 修改PWE参数为“0”。
6( 出现ALARM100 ALARM000,关闭NC电源,5秒后再开,系统显7示X轴Z轴坐标为“0.000”,原点调整完毕。
参数说明:FANUC 0MC 原点设置方法此处以3轴系统为例,说明此系统恢复原点的方法。
修改相应参数的方法以及相关参数的含义参照0TT 的修改步骤。
1) 将PWE“0”改为“1”,更改参数NO.76.1=1,NO.22改为00000000,(此时CRT显示“300”报警即X、Y、Z轴必须手动返回参考点。
标签版FANUCαiβi简明电机规格说明书第版

试行本FANUCαi/βi 简明电机规格说明书第一版BEIJING-FANUC技术部2008年1月目录1. αi伺服电机规格说明 (5)1.1 αiS伺服电机安装尺寸与功率曲线说明·α2iS、α4iS电机安装尺寸说明·α8iS、α12iS电机安装尺寸说明·αi22S、α30iS、α40iS电机安装尺寸说明·αiS系列电机扭矩曲线说明1.2 αiF伺服电机安装尺寸与功率曲线说明·α4iF、α8iF电机安装尺寸说明·α12iF、α22iF、α30iF、α40iF电机安装尺寸说明·αiF系列电机扭矩曲线说明2. βi伺服电机规格说明 (21)2.1 βiS伺服电机安装尺寸与功率曲线说明·β2iS、β4iS电机安装尺寸说明·β8iS、β12iS电机安装尺寸说明·β22iS电机安装尺寸说明·βiS系列电机扭矩曲线说明3. αi主轴电机规格说明 (31)3.1 αiI主轴电机安装尺寸与功率曲线说明·αiI 3/10000 主轴电机安装尺寸说明·αiI6/10000 主轴电机安装尺寸说明·αiI8/8000 主轴电机安装尺寸说明·αiI12/7000 主轴电机安装尺寸说明·αiI15/7000 主轴电机安装尺寸说明·αiI12/7000 主轴电机安装尺寸说明·αiI18/7000 主轴电机安装尺寸说明·αiI22/7000 主轴电机安装尺寸说明·αiI30/6000 主轴电机安装尺寸说明·αiI40/6000 主轴电机安装尺寸说明·αiI 系列主轴电机功率曲线说明3.2 αiP主轴电机安装尺寸与功率曲线说明·αiP12/6000 主轴电机安装尺寸说明·αiP15/6000 主轴电机安装尺寸说明·αiP18/6000 主轴电机安装尺寸说明·αiP30/6000 主轴电机安装尺寸说明·αiP40/6000 主轴电机安装尺寸说明·αiP系列主轴电机功率曲线说明4. βi主轴电机规格说明 (54)4.1βi主轴电机安装尺寸与功率曲线说明·βiI3/10000 主轴电机安装尺寸说明·βiI6/10000 主轴电机安装尺寸说明·βiI8/8000 主轴电机安装尺寸说明·βiI12/7000 主轴电机安装尺寸说明·βiI系列主轴电机功率曲线说明5. 放大器配置说明 (60)前言FANUC电机可分为“伺服电机”和“主轴电机”两大类。
FANUC 系统维修操作

维修操作
14
放大器的接地
维修操作
15
3)信号线和动力线走线分离
注:独立捆束指组和组之间的间隔在10cm以上,电磁屏蔽措施可采用钢 板隔离等手段。
维修操作 16
4)信号电缆的屏蔽接地处理 系统的信号线全部采用屏蔽电缆,其接地方法如下图
以上方法的采用可主动性避免干扰的出现
维修操作
17
当你和服务中心联系时,请确认一下各项: 1)装置名 2)机床制造厂家,机床名称和类型 3)系统的软件系列版本数
构成 构成
CNC主板LCD显示器一体化
FANUC Series 16 i/18 i/21 i - MODEL B
以太网(FS16i/18i /21i*)
Internet CNC PC
αi 伺服放大器 αi 伺服电机
FANUC FSSB
光缆 FSSB I/O
(双安全检测)
FANUC I/O Link ( 2 通道 )
维修操作
9
抗干扰的相关措施 一:干扰产生的主要原因 1)电源进线端的浪涌电流 2)感性负载(交流接触器、继电器等)接通关断时反向电动势引起的 脉冲干扰 3)辐射噪音的干扰
4)感应噪音的干扰
维修操作
10
5)传导噪音的干扰 连接同一电源和公共地线的设备之间,因某一大功率的器件所产生的噪音,可 对其他设备产生传导噪音的干扰。
FANUC PMC-SB5/SB6/SB7 编程说明书
操作数明书:掌握基本的操作和G代码的编程格式 参数说明书:掌握基本的参数设定的含义 系统维修说明书:掌握系统的硬件结构和常见报警的解决方法 伺服/主轴放大器维修说明书:掌握伺服的硬件规格和常见报警的解决方法 功能连接说明书:系统各种功能的应用、PMC的G/F信号的含义 PMC编程说明书:掌握PMC操作方法和功能指令的含义
FANUC简明电机规格说明书
试行本FANUCαi/βi 简明电机规格说明书第一版BEIJING-FANUC技术部2008年1月目录1. αi伺服电机规格说明 (5)1.1 αiS伺服电机安装尺寸与功率曲线说明·α2iS、α4iS电机安装尺寸说明·α8iS、α12iS电机安装尺寸说明·αi22S、α30iS、α40iS电机安装尺寸说明·αiS系列电机扭矩曲线说明1.2 αiF伺服电机安装尺寸与功率曲线说明·α4iF、α8iF电机安装尺寸说明·α12iF、α22iF、α30iF、α40iF电机安装尺寸说明·αiF系列电机扭矩曲线说明2. βi伺服电机规格说明 (21)2.1 βiS伺服电机安装尺寸与功率曲线说明·β2iS、β4iS电机安装尺寸说明·β8iS、β12iS电机安装尺寸说明·β22iS电机安装尺寸说明·βiS系列电机扭矩曲线说明3. αi主轴电机规格说明 (31)3.1 αiI主轴电机安装尺寸与功率曲线说明·αiI 3/10000 主轴电机安装尺寸说明·αiI6/10000 主轴电机安装尺寸说明·αiI8/8000 主轴电机安装尺寸说明·αiI12/7000 主轴电机安装尺寸说明·αiI15/7000 主轴电机安装尺寸说明·αiI12/7000 主轴电机安装尺寸说明·αiI18/7000 主轴电机安装尺寸说明·αiI22/7000 主轴电机安装尺寸说明·αiI30/6000 主轴电机安装尺寸说明·αiI40/6000 主轴电机安装尺寸说明·αiI 系列主轴电机功率曲线说明3.2 αiP主轴电机安装尺寸与功率曲线说明·αiP12/6000 主轴电机安装尺寸说明·αiP15/6000 主轴电机安装尺寸说明·αiP18/6000 主轴电机安装尺寸说明·αiP30/6000 主轴电机安装尺寸说明·αiP40/6000 主轴电机安装尺寸说明·αiP系列主轴电机功率曲线说明4. βi主轴电机规格说明 (54)4.1βi主轴电机安装尺寸与功率曲线说明·βiI3/10000 主轴电机安装尺寸说明·βiI6/10000 主轴电机安装尺寸说明·βiI8/8000 主轴电机安装尺寸说明·βiI12/7000 主轴电机安装尺寸说明·βiI系列主轴电机功率曲线说明5. 放大器配置说明 (60)前言FANUC电机可分为“伺服电机”和“主轴电机”两大类。
标签版——FANUC αi βi 简明电机规格说明书 第 版

试行本FANUCαi/βi 简明电机规格说明书第一版BEIJING-FANUC技术部2008年1月目录1. αi伺服电机规格说明 (5)1.1 αiS伺服电机安装尺寸与功率曲线说明·α2iS、α4iS电机安装尺寸说明·α8iS、α12iS电机安装尺寸说明·αi22S、α30iS、α40iS电机安装尺寸说明·αiS系列电机扭矩曲线说明1.2 αiF伺服电机安装尺寸与功率曲线说明·α4iF、α8iF电机安装尺寸说明·α12iF、α22iF、α30iF、α40iF电机安装尺寸说明·αiF系列电机扭矩曲线说明2. βi伺服电机规格说明 (21)2.1 βiS伺服电机安装尺寸与功率曲线说明·β2iS、β4iS电机安装尺寸说明·β8iS、β12iS电机安装尺寸说明·β22iS电机安装尺寸说明·βiS系列电机扭矩曲线说明3. αi主轴电机规格说明 (31)3.1 αiI主轴电机安装尺寸与功率曲线说明·αiI 3/10000 主轴电机安装尺寸说明·αiI6/10000 主轴电机安装尺寸说明·αiI8/8000 主轴电机安装尺寸说明·αiI12/7000 主轴电机安装尺寸说明·αiI15/7000 主轴电机安装尺寸说明·αiI12/7000 主轴电机安装尺寸说明·αiI18/7000 主轴电机安装尺寸说明·αiI22/7000 主轴电机安装尺寸说明·αiI30/6000 主轴电机安装尺寸说明·αiI40/6000 主轴电机安装尺寸说明·αiI 系列主轴电机功率曲线说明3.2 αiP主轴电机安装尺寸与功率曲线说明·αiP12/6000 主轴电机安装尺寸说明·αiP15/6000 主轴电机安装尺寸说明·αiP18/6000 主轴电机安装尺寸说明·αiP30/6000 主轴电机安装尺寸说明·αiP40/6000 主轴电机安装尺寸说明·αiP系列主轴电机功率曲线说明4. βi主轴电机规格说明 (54)4.1βi主轴电机安装尺寸与功率曲线说明·βiI3/10000 主轴电机安装尺寸说明·βiI6/10000 主轴电机安装尺寸说明·βiI8/8000 主轴电机安装尺寸说明·βiI12/7000 主轴电机安装尺寸说明·βiI系列主轴电机功率曲线说明5. 放大器配置说明 (60)前言FANUC电机可分为“伺服电机”和“主轴电机”两大类。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FS0i 4056~4059 4060~4063 4065~4068 4069~4072
内容 主轴与电机的齿轮比数据 定位时的位置增益 伺服方式/主轴同步控制时的位置增益 Cs 轮廓控制时的位置增益
(2) 顺序错误 (a) 请在位置控制方式下确认电机励磁是否关闭(SFR/SRV 关闭)。
输入急停信号后,电机不减速反而加速。输入急停信号后,经过加/减速时间(参 数初始设为 10 秒)后,电机励磁不切断(减速未完成)时也会发生。
- 151 -
3.故障排除和处理办法
βi SVPM 故障排除和处理办法
B-65325CM/01
3.4.32 报警代码 84
(e) SVPM 故障 请更换 SVPM 或者 SVPM 控制印制电路板。
3.4.33 报警代码 85 3.4.34 报警代码 86 3.4.35 报警代码 87
主轴传感器信号断线。 有关本报警的故障排除方法,请参阅报警代码 73 项。
主轴传感器一次旋转信号发生部位有误。 有关本报警的故障排除方法,请参阅报警代码 81 项。
主轴传感器不会产生一次旋转信号。 有关本报警的故障排除方法,请参阅报警代码 82 项。
发生报警时的故障排除方法 (a) SVPM 故障。 请更换 SVPM 或者 SVPM 控制印制电路板。
控制程序初始化处理异常。
发生报警时的故障排除方法 (a) SVPM 故障。 请更换 SVPM 或者 SVPM 控制印制电路板。
电机传感器一次旋转信号的发生部位有误
(1) 使用外部一次旋转信号的情形 (a) 参数有误 请确认齿轮比数据是否与机床的规格一致。
发生报警时的故障排除方法 请连接主轴检查板。 主轴检查板上交替显示“AL-34”与“F-xxx”,“F-xxx”表示越出容许范 围的参数号。关于 CNC 的参数号与“F-xxx”的对应关系,请参阅 FANUC AC SPINDLE MOTOR αi/βi series 参数说明书(B-65280CM)。
(2) 其他情形时的故障排除方法 (a) 参数设定有误 请参阅 FANUC AC SPINDLE MOTOR αi/βi series 参数说明书 (B-65280CM),确认传感器设定参数。 (b) 传感器与 SVPM 间电缆屏蔽处理存在问题。 请确认电缆的屏蔽处理。 (c) 与伺服电机的动力线绑扎到了一起。 如果从传感器到 SVPM 之间电缆与伺服电机动力线绑扎到了一起,请分 别绑扎。 (d) SVPM 故障 请更换 SVPM 或者 SVPM 控制印制电路板。
(2) 触动电缆时(主轴移动等)发生报警的情形 可能是由于导线断裂,请更换导线。请清洗干净侵入连接器内部的切削油。
(3) 电机旋转时发生报警的情形 (a) 传感器与 SVPM 间电缆屏蔽处理存在问题 请确认电缆的屏蔽处理。 (b) 与伺服电机的动力线绑扎到了一起 如果从传感器到 SVPM 之间电缆与伺服电机动力线绑扎到了一起,请分 别绑扎。
检测出电机内长时间流过过大的电流。
3.4.26 报警代码 73
有关本报警的故障排除方法,请参阅报警代码 29 的项目。
MZi 传感器
屏蔽线
传
S
感
V
器
P
M
将传感器连接 于规格书中所 述的插脚上
将 SVPM 连 接 于 10 号插脚上
电机传感器的信号切断。
(1) 电机励磁关闭时发生报警的情形 (a) 参数设定有误 请参阅 FANUC AC SPINDLE MOTOR αi/βi series 参数说明书 (B-65280CM),确认传感器设定参数。 (b) 电缆断线 请更换电缆。 (c) 传感器调整有误 请调整传感器信号。如无法调整或者信号观测不到时,请更换连接电缆 以及传感器。 (d) SVPM 故障 请更换 SVPM 或者 SVPM 控制印制电路板。
- 150 -
B-65325CM/01
βi SVPM 故障排除和处理办法
3.故障排除和处理办法
3.4.30 报警代码 82
3.4.31 报警代码 83
MZi 传感器
屏蔽线
传
S
感
V
器
P
M
将传感器端连 接于规格书所 载的插脚上
将 SVPM 端 连接于 10 号 插脚上
(d) 与伺服电机的动力线绑扎到了一起 如果从传感器到 SVPM 之间电缆与伺服电机动力线绑扎到了一起,请分 别绑扎。
发生报警时的故障排除方法 (a) 参数设定有误 请参阅 FANUC AC SPINDLE MOTOR αi/βi series 参数说明书 (B-65280CM),确认传感器设定参数。 (b) α位置编码器故障 请观测位置编码器的Z信号,在每转动1圈没有产生信号时,更换位置 编码器。 (c) 传感器与 SVPM 间电缆的屏蔽处理不当。 请确认电缆的屏蔽处理。 (d) 与伺服电机的动力线绑扎到了一起 如果从传感器到 SVPM 之间电缆与伺服电机动力线绑扎到了一起,请分 别绑扎。 (e) SVPM 故障 请更换 SVPM 或者 SVPM 控制印制电路板。
α位置编码器信号的脉冲计数值异常。
位置编码器 A、B 相在主轴每转动 1 圈产生 4096p/rev 的反馈脉冲数。SVPM 在 每次产生一次旋转信号时,都检测位置编码器 A、B 相的脉冲计数数,当该值超 出规定范围时,就会发生报警。
(1) 触动电缆时(主轴移动等)发生报警的情形 可能是由于导线断裂,请更换导线。请清洗干净侵入到连接器内部的切削油。
发生报警时的故障排除方法
(a) 速度检测器的参数设定有误 请参阅 FANUC AC SPINDLE MOTOR αi/βi series 参数说明书
(B-65280CM)的第 1 项,设定正确的值。 (b) 加速减速中时间的参数设定值不合理
请确认参数设定值与实际的减速时间,设定一个对实际减速时间具有余
螺纹切削操作时,尚未正确检测出位置检测器的一次旋转信号。
有关本报警的故障排除方法,请参阅报警代码 41。
- 147 -
3.故障排除和处理办法
3.4.22 报警代码 47
α位置编码器
屏蔽线
传
S
感
V
器
P
M
以电缆夹将其连接于机架 地线上
3.4.23 报警代码 50
βi SVPM 故障排除和处理办法
B-65325CM/01
主轴同步控制时的内部计算处理超过了容许值。
发生报警时的故障排除方法 (a) 齿轮比的参数设定有误 请确认齿轮比数据是否错误地设定了过大的数值。 (b) 位置增益设定极限 齿轮比数据正确时,请降低主轴同步时位置增益的数值。
FS0i 4056~4059
4065~4068
内容 主轴与电机齿轮比数据 伺服模式/主轴同步控制 位置增益
- 145 -
3.故障排除和处理办法
3.4.17 报警代码 36
3.4.18 报警代码 37
βi SVPM 故障排除和处理办法
B-65325CM/01
错误计数器溢出。
(1) 参数设定有误 (a) 齿轮比的参数设定有误 请确认齿轮比数据是否错误地设定了过大的数值。 (b) 位置增益的设定有误 齿轮比数据正确时,请提高位置增益的数值。
- 148 -
B-65325CM/01
3.4.24
βi SVPM 故障排除和处理办法
报警代码 52、53
3.故障排除和处理办法
3.4.25 报警代码 54
在与 CNC 之间的通信数据中,同步信号(ITP)停止。
发生报警时的故障排除方法 (a) SVPM 故障 请更换 SVPM 或者 SVPM 控制印制电路板。 (b) CNC 故障 请更换与串行主轴相关的板或者模件。
系统不会发生α位置编码器的一次旋转信号。
发生报警时的故障排除方法 (a) 参数设定有误 请参阅 FANUC AC SPINDLE MOTOR αi/βi series 参数说明书 (B-65280CM),确认传感器设定参数。 (b) α位置编码器故障 请观察主轴检查板上的止动销 PSD,如果不是每转动 1 圈发出信号,则 更换连接电缆、位置编码器。 (c) SVPM 故障 请更换 SVPM 或者 SVPM 控制印制电路板。
SVPM 在每产生一次旋转信号时检查 A、B 相的脉冲计数,如果不在规定范 围内就发生报警。
(1) 触动电缆时(主轴移动等)发生报警的情形 可能是导线断线,请更换电缆。有切削油侵入连接器部分时,请进行清洗。
(2) 其他情形下的故障排除方法 (a) 参数设定有误 请参阅 FANUC AC SPINDLE MOTOR αi/βi series 参数说明书 (B-65280CM),确认传感器设定参数。 (b) 传感器调整有误(MZi 传感器) 请调整传感器信号。无法调整时或信号观测不到时,请更换连接电缆及 传感器。 (c) 传感器与 SVPM 间的电缆屏蔽处理存在问题。 请确认电缆屏蔽处理。 (d) 与伺服电机的动力线绑扎到了一起 如果从传感器到 SPM 之间电缆与伺服电机动力线绑扎到了一起,请分 别绑扎。
(2) 完全不旋转而发生报警的情形 (a) 锁定主轴的顺序有误 请确认顺序是否锁定了主轴。 (b) 动力线故障 请确认至电机的动力线连接是否正确。 (c) SVPM 故障 请更换 SVPM。
串行通信用 LSI 存储器异常。通电时进行检测。
发生报警时,请更换 SVPM 控制印制电路板。
设定了容许范围外的参数数据。
- 149 -
3.故障排除和处理办法
3.4.27 报警代码 75
3.4.28 报警代码 79
3.4.29 报警代码 81
MZi 传感器
屏蔽线
传
S
感
V
器
P
M
将传感器端连 接于规格书中 所述的插脚上
将 SVPM 端连接于 10 号 插 脚 上