生产工艺卡片模板
工艺卡片模板
工艺卡片模板Mechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX:XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number SignatureDesigned (Date)DateReviewed (Date) Standardized (Date) Countersigned (Date) Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)Reviewed (Date)SignedStandardized (Date)Countersigned (Date)Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Total Pages:n Name:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:XXX:XXX Model:Fixture Number:XXX:Standard Final Piece:XXX:XXX:n:Bottom Drawing Number:XXX:Step Number:1Main Spindle Cutting Speed:m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)DateReviewed (Date)Standardized (Date)Countersigned (Date)Marking Change File Number机械加工工序卡片产品型号:______ 产品名称:______ 零件图号:______ 零件名称:______车间:______ 毛坯种类:______ 设备名称:______ 设备型号:______共页:______ 工序号:______ 每毛坯可制作件数:______ 设备编号:______夹具名称:______ 工位器具名称:______ 材料牌:______每台件数:______ 同时加工件数:______ 切削液:______ 煤油:______工序工时:______ 夹具编号:______ 工位器具编号:______准终单件:______ 进给:______ 描图:______ 描校:______底图号:______ 装订号:______工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号注:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加清晰明了。
机械加工工艺过程及工序卡片模板

材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
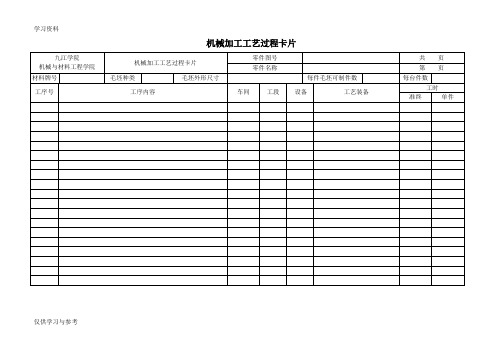
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺卡片模板
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺卡片模板(总2页)
附录一机械加工工艺过程卡片
AAM公司
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
附录二机械加工工序卡片
AAM公司
机械加工工序卡片
零件图号
共 页
零件名称
第 页
车间
工序号
工序名称
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
机械加工工艺过程及工序卡片模板资料
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备ห้องสมุดไป่ตู้号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺过程卡片模版
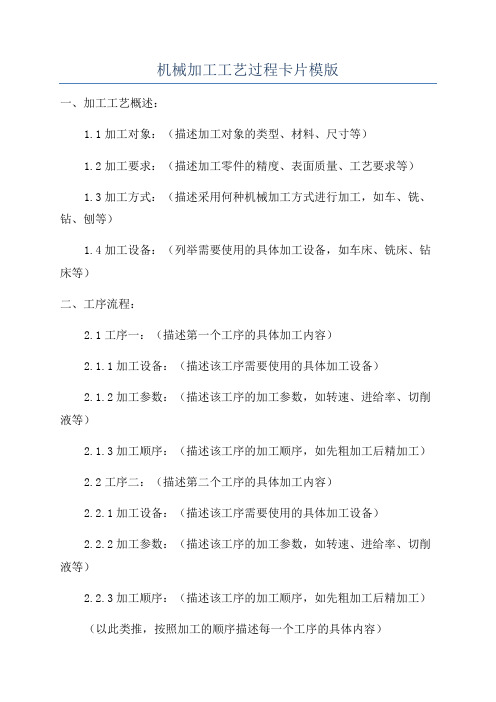
机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。
机械加工工艺过程及工序卡片模板

每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
轴套机械加工工艺卡片模板
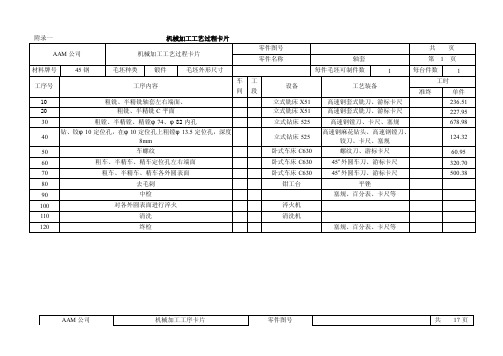
附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页23AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.454车间 工序号 工序名称 材料牌号 30 粗镗半精镗精镗内孔 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件678.98工步号 工步内容 工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1粗镗内孔,控制尺寸190.0072+φ,190.0080+φ高速钢镗刀、卡尺、塞规14031.670.51.5113620.42 半精镗内孔,控制尺寸046.005.73+φ,046.005.81+φ 高速钢镗刀、卡尺、塞规 195 45.03 0.4 0.75 1 118 17.7 3 精镗内孔,控制尺寸03.0074+φ,03.0082+φ高速钢镗刀、卡尺、塞规9722.550.30.25131447.15AAM 公司 机械加工工序卡片零件图号 共 17页 零件名称 轴套 第 1页 车间 工序号 工序名称材料牌号 40 钻、铰10φ内孔,粗镗5.13φ孔45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件124.32工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 钻定位孔,尺寸控制15.008.9+高速钢麻花钻、铰刀、卡尺、塞规 680 20.94 0.2 9.8 1 50.04 7.50 2 粗铰定位孔,尺寸控制036.0010+高速钢麻花钻、铰刀、卡尺、塞规392 12.32 0.8 0.2 1 27.6 4.14 3 粗镗5.13φ孔,尺寸控制036.005.13+φ高速钢镗刀、铰刀、卡尺、塞规14031.670.51.751243.6零件名称轴套第1页车间工序号工序名称材料牌号60 粗车、半精车、精车定位孔左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件320.70工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车定位孔左右端面端面车刀、游标卡尺90 53.72 0.7 1.3 1 80.95 12.142 半精车定位孔左右端面端面车刀、游标卡尺150 89.53 0.35 0.8 1 97.14 14.573 精车定位孔左右端面端面车刀、游标卡尺200 119.38 0.3 0.4 1 85 12.756零件名称轴套第1页车间工序号工序名称材料牌号50 粗车、半精车、精车各外圆表面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件500.38工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车各外圆表面45o外圆车刀、游标卡尺90 53.72 0.7 1.3 1 186.95 28.042 半精车各外圆表面45o外圆车刀、游标卡尺150 89.53 0.35 0.6 1 223.54 33.533 精车各外圆表面45o外圆车刀、游标卡尺200 119.38 0.3 0.6 1 195.6 29.347AAM公司机械加工工序卡片零件图号共17页零件名称轴套第1页车间工序号工序名称材料牌号50 车螺纹45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件60.95工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 车螺纹150 53.72 0.7 2 1 50 7.58。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
拉矫
*口 卷号
厚度*宽度
卷内径
卷外径
质量描述
判定
质检员
备注
纵切
*口 卷号
厚度*宽度
卷内径
卷外径
质量描述
判定
质检员
备注
横剪
板号
厚度*宽度*长度
质量描述
判定
质检员
备注
包装
*口 卷号
厚度*宽度*长度
卷外径
套筒内径
净重量
毛重量
判定
质检员
备注
力学性能
抗拉强度
屈服强度
延伸率
制耳率
备注
说明
1质量描述无缺陷可不填写
生产情况备注
4、生产、质量记录
工序项目
质检记录
锯切
切头
切尾
锯切后规格
低倍试片
质量描述
判定
质检员
备注
铳面
大面
侧面
铳面后规格
质量描述
判定
质检员
备注
热轧
*口 卷号
厚度*宽度
卷内径
卷外径
质量描述
判定
质检员
备注
冷轧
道次
厚度*宽度
卷内径
卷外径
质量描述
判定
质检员
备注
清洗
*口 卷号
厚度*宽度
卷内径
卷外径
质量描述
判定
2、长度检测按客户要求进行,未要求可不做
生产工艺卡片
1
产品名称
合金状态
产品规格
技术标准
厚度公差
宽度公差
长度公差
对角线公差
包装方式
其他要求
取大重量
最小重量
最大外径
最小外径
内径
套筒类型
合同号
客户名称
产品编码
计划数量
交货期
铸锭号
铸锭重量
铸锭尺寸
存放地点
计划员日期
2
工艺员日期
3
计划日期
顺序
工作中心
操作及指引
数量班次生产日期来自操作员号来料重量
出料重量