固容规相关技术措施
TSG 21-2016《固定式压力容器安全技术监察规程》部分修订内容介绍
的相 关 内容 。对 拉 撑 管 板 和 挠 性 管 板 的适 用 范
围、 结构设计 、 设计计 算 、 管 板厚度 、 换 热 管 与 管 板 连 接 接头 的拉 脱 力 校 核 及 换 热 管 轴 向 稳 定 许 用 压 应 力 校核 等 内 容 做 了 具 体 规 定 。 拉 撑 管 板 和 挠 性 管 板 大 多应 用 于 常 压 气 体 在 管 程 的管 壳
式余 热 锅 炉 ( 以下简 称 “ 常 压 管 壳 式 余 热 锅
超 高 压管 式 反 应 器 常 用 于 聚 乙 烯 生 产 等 用
途, 一般 内直径 为 2 5—8 0 am左 右 , r 按新 调 整 的压
力 容器 范 围界 定 , 只能 按 其 外 套 管 划 分 为 低 类 别 容器 , 但其 承 受超 高 压 的腔 体 内管 部 分 具 有 更 大
作者简介 : 俞扬 ( 1 9 8 2 ・ ) , 高级 工 程 师 , 从事承压特种设 备的制造监督 检验 、 定期 检验 、 安装监督 检验 、 无 损 检 测 及 其 相关 标 准 的 研 究 工 作 , 4 2 1 4 2 9 0 9 @q q . c o n。 r
5 9 6
化
工
程》 ( T S G R 0 0 0 4 - 2 0 0 9 ) 、 《 非金 属 压 力容 器 安全 技
术 监察 规程 》 ( T S G R 0 0 0 1 — 2 0 0 4 ) 、 《 超 高 压 容器 安 全 技术 监察 规程 》 ( T S G R 0 0 0 2 - 2 0 0 5 ) 、 《 简单 压 力 容器 安 全技 术监 察 规程 》 ( T S G R 0 0 0 3 . 2 0 0 7 ) 、 《 压 力容 器使 用 管理 规 则》( T S G R 5 0 0 2 . 2 0 1 3 ) 、 《 压 力 容器 定 期 检 验 规 则 》( T S G R 7 0 0 1 . 2 0 1 3 ) 和《 压 力
新容规TSG-21-2016与固容规TSG-R0004-009 主要变化内容对照
损检测要 求提高
制 造
பைடு நூலகம்
产品铭牌 内容变化
4.1.5
(14) 容积(换热面积);
监督检验
无
力容器的焊接接头进行表面无损 检测的要求, 这就要求干式蒸发器 壳程都要改为液压耐压试验, 而且 我们的干式蒸发器管程、 干式冷凝 器壳程和降膜壳管壳程的焊接接 头都要进行表面无损检测; 需将压力容器铭牌中的“容 4.1.6 (14) 自重和容积(换热面积); 器净重”需改为“容器自重”。 也就是说我们现在用的整体 6.1.2.1 实施制造监检的产品 式封头不再进行监检, 可降低封头 (3) 单独出厂并且具有焊缝的筒节、 价格, 节约成本并且到货期大大缩 封头及球壳板, 或者采用焊接方法连接 短。 的换热管束。
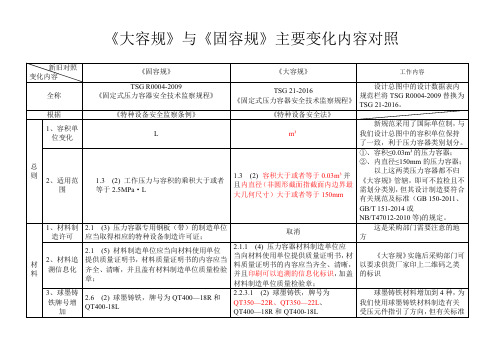
《大容规》与《固容规》主要变化内容对照
新旧对照 变化内容 《固容规》 TSG R0004-2009 《固定式压力容器安全技术监察规程》 《大容规》
工作内容
总 则
材 料
设计总图中的设计数据表内 TSG 21-2016 全称 规范栏将 TSG R0004-2009 替换为 《固定式压力容器安全技术监察规程》 TSG 21-2016。 根据 《特种设备安全监察条例》 《特种设备安全法》 新规范采用了国际单位制, 与 1、容积单 L m³ 我们设计总图中的容积单位保持 位变化 了一致,利于压力容器类别划分。 ①、容积≤0.03m³的压力容器; ②、内直径≤150mm 的压力容器; 以上这两类压力容器都不归 1.3 (2) 容积大于或者等于 0.03m³并 2、适用范 1.3 (2) 工作压力与容积的乘积大于或者 《大容规》管辖,即可不监检且不 且内直径 (非圆形截面指截面内边界最 围 等于 2.5MPa·L 需划分类别, 但其设计制造要符合 大几何尺寸)大于或者等于 150mm 有关规范及标准(GB 150-2011、 GB/T 151-2014 或 NB/T47012-2010 等)的规定。 1、材料制 2.1 (3) 压力容器专用钢板(带)的制造单位 这是采购部门需要注意的地 取消 造许可 应当取得相应的特种设备制造许可证; 方 2.1.1 (4) 压力容器材料制造单位应 2.1 (5) 材料制造单位应当向材料使用单位 当向材料使用单位提供质量证明书, 材 《大容规》 实施后采购部门可 2、材料追 提供质量证明书,材料质量证明书的内容应当 料质量证明书的内容应当齐全、清晰, 以要求供货厂家印上二维码之类 溯信息化 齐全、清晰,并且盖有材料制造单位质量检验 并且印刷可以追溯的信息化标识, 加盖 的标识 章; 材料制造单位质量检验章; 3、球墨铸 2.2.3.1 (2) 球墨铸铁,牌号为 球墨铸铁材料增加到 4 种, 为 2.6 (2) 球墨铸铁,牌号为 QT400—18R 和 铁牌号增 QT350—22R、QT350—22L、 我们使用球墨铸铁材料制造有关 QT400-18L 加 QT400—18R 和 QT400-18L 受压元件指引了方向, 但有关标准
固容规

固定式压力容器安全技术监察规程1 总则1.1目的为了保障固定式压力容器的安全运行,保护人民生命和财产的安全,促进国民经济的发展,根据《特种设备安全监察条例》,制定本规程。
1.2固定式压力容器固定式压力容器是指安装在固定位置使用的压力容器(以下简称压力容器,注1-1)注1-1:对于为了某一特定用途,仅在装置或者场区内部搬动,使用的压力容器,以及移动式空气压缩机的储气罐按照固定式压力容器进行监督管理。
1.3适用范围本规程适用于同时具备下列条件的压力容器:(1)最高工作压力大于或者等于0.1MPa;(注1-2)(2)工作压力与容积的乘积大于或者等于2.5MPa·L;(注1-3)(3)盛装介质为气体、液化气体以及最高工作温度高于或者等于其标准沸点的液体(注1-4)其中超高压容器应当符合《超高压容器安全技术监察规程》的规定;非金属压力容器应当符合《非金属压力容器安全技术监察规程》的规定;简单压力容器应当符合《简单压力容器安全技术监察规程》的规定。
注1-2:工作压力,是指压力容器在正常工作情况下,其顶部可能达到的最高压力(表压力)。
注1-3:容积,是指压力容器的几何容积,即由设计图样标注的尺寸计算(不考虑制造公差)并且圆整。
一般应当扣除永久连接在压力容器内部的内件的体积。
注1-4:容器内介质为最高工作温度低于其标准沸点的液体时,如果气相空间的容积与工作压力的乘积大于或者等于2.5MPa·L1.4适用范围的特殊规定压力容器使用单位应当参照本规程使用管理的有关规定,负责本条范围内压力器的安全管理。
1.4.1只需要满足本规程总则、设计、制造要求的压力容器本规程适用范围内,容积大于或者等于25L 的下列压力容器,只需要满足本规程第1、3、4 章的有关规定:(1)《简单压力容器安全技术监察规程》不适用的移动式空气压缩机的储气罐;(2)深冷装置中非独立的压力容器、直燃型吸收式制冷装置中的压力容器、铝制板翅式热交换器、空分装置中冷箱内的压力容器;(3)无壳体的套管热交换器、螺旋板热交换器、钎焊板式热交换器;(4)水力自动补气气压给水(无塔上水)装置中的气压罐,消防装置中的气体或气压给水(泡沫)压力罐;(5)水处理设备中的离子交换或过滤用压力容器、热水锅炉用膨胀水箱;(6)电力行业专用的全封闭式组合电器(如电容压力容器);(7)橡胶行业使用的轮胎硫化机及承压的橡胶模具;(8)机器设备上附属的蓄能器。
固规(压力容器容规)介绍

9
7.焊接接头系数( 《固规》笫四十四条)
焊接接头系数只提出要考虑对强度削弱的原则要求,具体 取值按引用标准选取。明确不允许降低焊接接头系数而免除 无损检测。
8.压力容器检查孔( 《固规》笫四十六条、四十七条)
明确压力容器应当根据需要设置人孔、手孔等检查孔,以 便进行确保安全所需要的内部检验。检查孔的开设位置、数 量和尺寸等应当满足进行内部检验的需要。对不开检查孔的 压力容器,设计者应当提出具体技术措施。
(4)将“原容规”对耐压试验时“升压到规定的试验压力,保 压30分钟,然后,降至规定试验压力的80%(指液压)或87%(指气 压) ”的规定修改为“升压到规定的试验压力,保压足够时间, 然后降至设计压力”。(“固规”笫九十五条三款)
14
(5)考虑到耐压试验时,因临时受压元件焊接质量不良而存 在诱发事故的可能,“固规”增加了“耐压试验时,压力容 器上焊接的各种临时受压元件,其焊接与无损检测要求应当 与永久受压元件相同”。(“固规”笫九十三条) (6)考虑到夹套搪玻璃设备进行压力试验,有可能诱发搪玻 璃层出现裂纹,从而降低其耐蚀功能,因此,删除“原容规” 对这类产品进行耐压试验的要求。 (7)为满足日益增多的高严密性容器检漏的需要,依据检漏 技术发展现状,将“原容规”中单一的气密性试验,扩充至 气密性试验、氨检漏试验、卤素检漏试验及氦检漏试验四种 检漏试验方法,并对三种新增加的检漏方法提出了原则要求。 (“固规”笫一百条)
《固规》提出了适当减少产品焊接试板数量,只有在如下 条件下需制备产品焊接试板:
(1)碳钢、低合金钢制低温压力容器;
(2)需经过热处理以达到设计要求的材料力学指标的压力容 器;
(3)图样注明盛装毒性为极度或高度危害介质的压力容器;
固容规.tsgr00042009

2019/10/12
14
4 制造 无损检测方法的选取(续-解释)
采用不可记录的脉冲反射法超声检测时,应当采用射线检测 或衍射时差法超声检测做为附加局部检测。
(1)附加局部:碳钢、低合金钢制低温容器,≧50%;
(6)设计图样和本规程引用标准要求时。
2019/10/12
19
4 制造 无损检测比例(续-解释)
降低制造成本,对象相对原《容规》容器种类有所减少
对标准抗拉强度下限值大于或者等于540MPa的材料应进行全部无 损检测,且大于20mm时,还应增加其他方法的局部检测 共有4种情况: (1)RT100 % + 局部TOFD/RPE/URPE 易出现裂纹,避免仅 RT漏检 (2)TOFD100% + 局部RT/RPE/URPE (3)RPE100% + 局部RT/TOFD/URPE (4)URPE100% + 局部RT/TOFD
2019/10/12
23
4 制造 无损检测的实施时机
4.5.3.3 无损检测的实施时机 (1)压力容器的焊接接头应当经过形状、尺寸及外观检查,合格后再
进行无损检测。 (2)拼接封头应当在成形后进行无损检测,若成形前已经进行无损检
测,则成形后还应当对圆弧过渡区到直边段再进行无损检测。 (3)有延迟裂纹倾向的材料应当至少在焊接完成24小时后进行无损检
修前应当经过制造单位技术负责人批准,并且将返修的次数 、部位、返修情况记入压力容器质量证明文件。 …(6)返修部位应当按原要求经过检测合格。(按原无损检测 方法,合格要求相同)
《固容规》和GB150

固定式固定式压力容器安全技术监察规程1总则1.1目的为了保障固定式压力容器安全运行,保护人民生命和财产安全,促进国民经济发展,根据《特种设备安全监察条例》,制定本规程。
1.2 固定式压力容器固定式压力容器是指安装在固定位置使用的压力容器(以下简称压力容器,注(1-1)。
注1-1:对于为了某一特定用途、仅在装置或者场区内部搬动、使用的压力容器,以及移动式空气压缩机的储气罐按照固定式压力容器进行监督管理。
1.3适用范围本规程适用于同时具备下列条件的压力容器:(1)工作压力大于或者等于0.1MPa(注1-2);(2)工作压力与容积的乘积大于或者等于2.5MPa·L(注1-3);(3)盛装介质为气体、液化气体以及介质最高工作温度高于或者等于其标准沸点的液体(注1-4)。
其中,超高压容器应当符合《超高压容器安全技术监察规程》的规定,非金属压力容器应当符合《非金属固定式压力容器安全技术监察规程》的规定,简单压力容器应当符合《简单固定式压力容器安全技术监察规程》的规定。
注1-2:工作压力,是指压力容器在正常工作情况下,其顶部可能达到的最高压力(表压力)。
注1-3:容积,是指压力容器的几何容积,即由设计图样标注的尺寸计算(不考虑制造公差)并且圆整。
一般应当扣除永久连接在压力容器内部的内件的体积。
注1-4:容器内介质为最高工作温度低于其标准沸点的液体时,如果气相空间的容积与工作压力的乘积大于或者等于2.5MPa·L时,也属于本规程的适用范围。
1.4适用范围的特殊规定压力容器使用单位应当参照本规程使用管理的有关规定,负责本条范围内压力容器的安全管理。
1.4.1只需要满足本规程总则、设计、制造要求的压力容器本规程适用范围内,容积大于或者等于25L的下列压力容器,只需要满足本规程第l、3、4章的规定:(1)《简单固定式压力容器安全技术监察规程》不适用的移动式空气压缩机的储气罐;(2)深冷装置中非独立的压力容器、直燃型吸收式制冷装置中的压力容器、铝制板翅式热交换器、空分装置中冷箱内的压力容器;(3)无壳体的套管热交换器、螺旋板热交换器、钎焊板式热交换器;(4)水力自动补气气压给水(无塔上水)装置中的气压罐,消防装置中的气体或者气压给水(泡沫)压力罐;(5)水处理设备中的离子交换或者过滤用压力容器、热水锅炉用膨胀水箱;(6)电力行业专用的全封闭式组合电器(如电容压力容器);(7)橡胶行业使用的轮胎硫化机以及承压的橡胶模具;(8)机器设备上附属的蓄能器。
固容规
固定式压力容器安全技术监察规程1 总则1.1 目的为了保障固定式压力容器的安全运行,保护人民生命和财产的安全,促进国民经济的发展,根据《特种设备安全监察条例》,制定本规程。
1.2 固定式压力容器固定式压力容器是指安装在固定位置使用的压力容器(以下简称压力容器,注1-1)注1-1:对于为了某一特定用途,仅在装置或者场区内部搬动,使用的压力容器,以及移动式空气压缩机的储气罐按照固定式压力容器进行监督管理。
1.3 适用范围本规程适用于同时具备下列条件的压力容器:(1)最高工作压力大于或者等于0.1MPa;(注1-2)(2)工作压力与容积的乘积大于或者等于2.5MPa·L;(注1-3)(3)盛装介质为气体、液化气体以及最高工作温度高于或者等于其标准沸点的液体。
(注1-4)其中超高压容器应当符合《超高压容器安全技术监察规程》的规定;非金属压力容器应当符合《非金属压力容器安全技术监察规程》的规定;简单压力容器应当符合《简单压力容器安全技术监察规程》的规定。
注1-2:工作压力,是指压力容器在正常工作情况下,其顶部可能达到的最高压力(表压力)。
注1-3:容积,是指压力容器的几何容积,即由设计图样标注的尺寸计算(不考虑制造公差)并且圆整。
一般应当扣除永久连接在压力容器内部的内件的体积。
注1-4:容器内介质为最高工作温度低于其标准沸点的液体时,如果气相空间的容积与工作压力的乘积大于或者等于2.5MPa·L 时,也属于本规程的适用范围。
1.4 适用范围的特殊规定压力容器使用单位应当参照本规程使用管理的有关规定,负责本条范围内压力容器的安全管理。
1.4.1 只需要满足本规程总则、设计、制造要求的压力容器本规程适用范围内,容积大于或者等于25L 的下列压力容器,只需要满足本规程第1、3、4 章的有关规定:(1)《简单压力容器安全技术监察规程》不适用的移动式空气压缩机的储气罐;(2)深冷装置中非独立的压力容器、直燃型吸收式制冷装置中的压力容器、铝制板翅式热交换器、空分装置中冷箱内的压力容器;(3)无壳体的套管热交换器、螺旋板热交换器、钎焊板式热交换器;(4)水力自动补气气压给水(无塔上水)装置中的气压罐,消防装置中的气体或气压给水(泡沫)压力罐;(5)水处理设备中的离子交换或过滤用压力容器、热水锅炉用膨胀水箱;(6)电力行业专用的全封闭式组合电器(如电容压力容器);(7)橡胶行业使用的轮胎硫化机及承压的橡胶模具;(8)机器设备上附属的蓄能器。
固容规TSGR0004-2009

2019/5/20
7
4 制造 通用要求
4.1.4 产品出厂至少提供以下资料 1、竣工图样 …若制造中发生了…无损检测方法改变…等, 制造单位应当按照设计单位书面批准文件的要求在竣工图样 上清晰标注,标注处应当有修改人和审核人的签字及修改日 期。 2、压力容器产品合格证(…无损检测报告…)
采用新材料、新技术、新工艺以及有特殊使用要求的
压力容器,不符合本规程要求时,相关单位应当将有关的设 计、研究、试验等依据、数据、结果及其检验检测报告等技 术资料报国家质检总局,由国家质检总局委托有关的技术组 织或者技术机构进行技术评审。技术评审的结果经过国家质 检总局批准后,采用新材料、新技术、新工艺的压力容器方 可进行试制、试用。
1、可记录的脉冲反射法超声检测 可记录所检测接头的全部超声信号并可回放;能建立探头 位置与超声信号的关联关系;检测结果可重复。
2019/5/20
14
4 制造 无损检测方法的选取(续-解释)
采用不可记录的脉冲反射法超声检测时,应当采用射线检测 或衍射时差法超声检测做为附加局部检测。
(1)附加局部:碳钢、低合金钢制低温容器,≧50%;
(1)盛装介质毒性程度为极度、高度危害;
(2)在湿H2S腐蚀环境中使用; (3)设计压力大于或者等于10MPa;
(4)引用标准中要求逐张进行超声检测。
2.5.2 检测合格标准
钢板超声检测应当按JB/T4730《承压设备无损检测》的 规定进行,符合本规程2.5.1第(1)项至第(3)项的钢板, 合格等级应当不低于Ⅱ级,符合本规程2.5.1第(4)项的钢 板,合格等级应当符合本规程引用标准的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附件1
相关技术措施
1 钢板
1.1 碳素钢和低合金钢钢板
1.1.1 钢板的标准、使用状态及许用应力按表1的规定。
1.1.2 壳体用钢板(不包括多层容器的层板)应按表2的规定逐张进行超声检测,钢板超声检测方法和质量等级按JB/T 4730.3的规定。
1.1.3 受压元件用钢板,其使用温度下限按表3的规定,表3中Q245R和Q345R钢板在下述使用条件下应在正火状态下使用。
a) 用于多层容器内筒的Q245R和Q345R;
b) 用于壳体的厚度大于36mm的Q245R和Q345R;
c) 用于其他受压元件(法兰、管板、平盖等)的厚度大于50mm 的Q245R和Q345R。
1.2 高合金钢钢板
钢板的标准、厚度范围及许用应力按表4的规定。
2 钢管
2.1 碳素钢和低合金钢钢管
2.1.1 钢管的标准、使用状态及许用应力按表5的规定。
对壁厚大于30mm的钢管和使用温度低于-20℃的钢管,表中的正火不允许用终轧温度符合正火温度的热轧来代替。
2.1.2 GB 9948中各钢号钢管的使用规定如下:
—3—
a)换热管应选用冷拔或冷轧钢管,钢管的尺寸精度应选用高
级精度;
b)外径不小于70mm,且壁厚不小于6.5mm的10和20钢管,应分别进行-20℃和0℃的冲击试验,3个纵向标准试样的冲击功平均值应不小于31J。
10和20钢管的使用温度下限分别为-20℃和0℃。
2.1.3 GB6479中各钢号钢管的使用规定如下:
a) 钢中含硫量应不大于0.020%;
b) 换热管应选用冷拔或冷轧钢管,钢管尺寸精度应选用高级精度;
c) 外径不小于70mm,且壁厚不小于6.5mm的20和16Mn 钢管,应分别进行0℃和-20℃的冲击试验,3个纵向标准试样的冲击功平均值应分别不小于31J和34J。
20和16Mn钢管的使用温度下限分别为0℃和-20℃。
2.1.4 使用温度低于-20℃的钢管,其钢号、使用状态和冲击试验温度(即钢管的使用温度下限)按表6的规定。
表中16Mn 钢的化学成分应符合P≤0.025%、S≤0.012%的规定,外径不小于70mm,且壁厚不小于6.5mm的钢管进行-40℃的冲击试验,3个纵向标准试样的冲击功平均值应不小于34J。
09MnD和09MnNiD钢管的相关规定见4.2.2和4.2.3。
2.2 高合金钢钢管
钢管的标准、壁厚范围及许用应力按表7的规定。
钢管的交货状态应按表7中相应钢管标准的规定。
表7中GB13296和GB/T
14976钢号中的统一数字代号系按GB/T20878的规定。
—4—
表1 碳素钢和低合金钢钢板许用应力
—5—
表1(续)
—6—
表1(续)
—7—
表2 壳体用钢板超声检测要求
—8—
表3 钢板的使用温度下限
—9—
表4 高合金钢钢板许用应力
—10—
表4(续)
—11—
表5 碳素钢和低合金钢钢管许用应力
—12—
表5(续)
—13—
表7 高合金钢钢管许用应力
—14—
表7(续)
—15—
表7(续)
—16—
表7(续)
—17—
3 钢锻件
3.1 碳素钢和低合金钢钢锻件
3.1.1 钢锻件的使用温度下限按表8的规定。
3.1.2 钢锻件的标准、使用状态及许用应力按表9的规定。
3.2 高合金钢钢锻件
钢锻件的标准、公称厚度范围及许用应力按表10的规定。
钢锻件的交货状态应按NB/T 47010的规定。
表9 碳素钢和低合金钢钢锻件许用应力
—19—
表9(续)
—20—
表10 高合金钢钢锻件许用应力
—21—
4 材料的补充规定
4.1 低合金钢钢板
4.1.1 12Cr2Mo1VR钢板的技术要求如下:
a) 钢的化学成分(熔炼分析)按表11的规定;
表 11
b) 钢板的成品化学分析允许偏差:P +0.003%,S +0.002%,其他元素按GB/T 222中表2的规定或按供需双方协议;
c) 钢板以正火(允许水冷加速冷却)加回火热处理状态交货,回火温度不低于675℃;
d) 钢板应逐热处理张进行力学性能试验,其结果按表12的规定。
表12
e) 根据需方要求,钢板可进行弯曲试验,弯心直径为3倍试样厚度,弯曲角度为180°。
弯曲试验后,试样弯曲外表面无肉眼可见裂纹;f) 钢板在化学成分和力学性能等方面的特殊要求由供需双方协议;
g) 本条未规定事项均按GB 713的相关规定。
4.1.2 15MnNiNbDR 钢板的技术要求如下:
a) 钢的化学成分(熔炼分析)按表13的规定;
表13
b) 钢板以正火或正火加回火热处理状态交货;
c) 钢板的力学性能试验结果按表14的规定;
d) 根据需方要求,钢板可进行弯曲试验,弯心直径为3倍试样厚度,弯曲角度为180°。
弯曲试验后,试样弯曲外表面无肉眼可见裂纹;
e) 本条未规定事项均按GB 3531的相关规定。
表14
4.1.3 08Ni3DR钢板的技术要求如下:
a) 钢的化学成分(熔炼分析)按表15的规定;
表15
b) 钢板以正火、正火(允许水冷加速冷却)加回火、离线淬火加回火热处理状态交货,回火温度不低于600℃;
c) 钢板的力学性能试验结果按表16的规定。
以正火(水冷加速冷却)加回火和离线淬火加回火状态交货的钢板,应逐热处理张进行力学性能试验;
表16
d)根据需方要求,钢板可进行弯曲试验,弯心直径为3倍试样厚度,弯曲角度为180°。
弯曲试验后,试样弯曲外表面无肉眼可见裂纹;
e)本条未规定事项均按GB 3531的相关规定。
4.1.4 06Ni9DR钢板的技术要求如下:
a) 钢的化学成分(熔炼分析)按表17的规定;
表17
b) 钢板的成品化学成分允许偏差:P+0.003%,S+0.002%,其他元素按GB/T 222中表2的规定;
c) 钢板以离线淬火加回火的调质热处理状态交货,对厚度不大于12mm的钢板也可两次正火加回火状态交货。
钢板的回火温度不低于540℃;
d) 钢板应逐热处理张进行力学性能试验,其结果按表18的规定;
表18
e) 根据需方要求,钢板可进行弯曲试验,弯心直径为3倍试样厚度,弯曲角度为180°。
弯曲试验后,试样弯曲外表面无肉眼可见裂纹;
f) 本条未规定事项均按GB 3531的相关规定。
4.2 低合金钢钢管
4.2.1 12Cr2Mo1钢管的技术要求如下:
a) 钢的化学成分(熔炼分析)按表19的规定;
表19
b) 钢管以正火加回火热处理状态交货,回火温度不低于700℃;
c) 钢管的力学性能按表20的规定;
表20
d) 本条未规定事项均按GB 9948的相关规定。
4.2.2 09MnD钢管的技术要求如下:
a)钢的化学成分(熔炼分析)按表21的规定;
表21
b)钢管以正火热处理状态交货;
c) 钢管的力学性能按表22 的规定。
冲击试样取自管坯,纵向试样,正火热处理;
d) 本条未规定事项均按GB 9948的相关规定。
表22
4.2.3 09MnNiD钢管的技术要求如下:
a) 钢的化学成分(熔炼分析)按表23的规定;
表23
b) 钢管以正火热处理状态交货;
c) 钢管的力学性能按表24的规定。
冲击试样取自管坯,纵向试样,正火热处理;
表 24
d) 本条未规定事项均按GB 9948的相关规定。
4.2.4 08Cr2AlMo钢管的技术要求如下:
a) 钢的化学成分(熔炼分析)按表25的规定;
表25
b) 钢管以正火加回火热处理状态交货,回火温度不低于680℃;
c) 钢管的力学性能按表26的规定;
表26
d) 本条未规定的事项均按GB 9948的相关规定。
4.2.5 09CrCuSb 钢管的技术要求如下:
a) 钢的化学成分(熔炼分析)按表27的规定;
表27
b) 钢管以正火热处理状态交货;
c) 钢管的力学性能按表28的规定;
表28
d) 钢管应进行耐腐蚀性能试验,每批在2根钢管上各取1个试样,每个试样为长10mm的管段。
在质量分数为50%的H2SO4溶液中,70℃±2℃的恒温条件下浸泡24h。
2个试样腐蚀速率的平均值不大于80g/m2×h或140g/m2×h,具体指标在订货合同中注明;
e) 本条未规定事项均按GB 9948的相关规定。