德国机械制图及公差标准
机械制图国家标准和技术制图的有关规定
机械制图国家标准和技术制图的有关规定引言机械制图是机械设计过程中的重要环节,为了保证机械制图的质量和统一性,国家制定了相关的标准和规定。
本文将介绍机械制图的国家标准和技术制图的有关规定。
机械制图国家标准在机械制图领域,国家制定了一系列的标准,以规范机械制图的设计、要求和规定。
以下是一些常见的机械制图国家标准:1.GB/T 4457-2018 机械制图尺寸和公差–该标准规定了机械制图中尺寸和公差的表示方法和计算方法。
2.GB/T 11816-2014 机械制图标注–该标准规定了机械制图中标注的要求和规定。
3.GB/T 5789-2008 机械制图图面和视图的表示方法–该标准规定了机械制图中图面和视图的表示方法和要求。
4.GB/T 3782-2009 机械零件尺寸技术文件–该标准规定了机械零件尺寸技术文件的编制要求和规定。
机械制图国家标准的制定,确保了机械制图的一致性和规范性,提高了机械制图的质量。
技术制图的有关规定除了机械制图标准外,还有一些技术制图的相关规定,以保证技术制图的准确性和可读性。
以下是一些常见的技术制图规定:1.图纸比例选择–技术制图中,根据绘制的对象和图纸大小,选择适当的比例,以确保图纸的可读性和准确性。
2.图线粗细和颜色选择–技术制图中,根据不同的图线类型和需求,选择适当的线宽和颜色,以区分不同的元素和表达不同的含义。
3.图幅的排版要求–技术制图中,应按照一定的排版要求将各种视图和标注等内容合理布局,以提高图纸的可读性和美观性。
技术制图的规定和要求,保证了技术制图的准确性和规范性,提高了技术制图的效率和质量。
结论机械制图国家标准和技术制图的规定,对于机械制图和技术制图具有重要的指导意义。
遵守这些标准和规定,能够使机械制图和技术制图更规范、准确和可读,提高产品设计的质量和效率。
然而,由于机械制图和技术制图的需求和应用场景不同,也有一些特殊的制图标准和规定需要遵守。
因此,在实际应用中,还需要根据具体的项目和需求来选择和应用相应的标准和规定。
【专业积累】教你看懂德国图纸——机械加工图纸参数中德双语对照——赶紧收藏!!!
【专业积累】教你看懂德国图纸——机械加工图纸参数中德双语对照——赶紧收藏机械加工图纸参数中德双语对照,收藏吧,看懂德国图纸!德国制造很强,可是德语属于小语种,会的人不多。
那么要看图纸咋办呢?现小编将工作以来遇见过和收集到的有关机械加工图纸常见的德语参数及中文的对照翻译分列如下,给需要的朋友。
Aberasive 研磨Abgu?datum / x mm erhaben 铸造日期/凸起X毫米(字体)Abmessung 尺寸Abrasion 磨损Abgedichtet 密封Abnahme-Prüfzeugnis: 材料证书形式Abgerundet und gegl?tet für有尖锐的边缘倒成圆角Abweichung 偏差Achtung, Bearbeitungszugabe beachten. 重要!注意加工余量hnlich 类似hnlich Teile 类似零件Alternativer Werkstoff: 可选材料:Alle 全部Alle Verschraubungen mit 5 – 8 Nm angezogen!所有螺丝以5-8Nm扭距旋紧Allgemeintoleranze 一般公差按Allgemeine Aushebeschr?gen x° (z.B. 1,5°) 一般起模锥度X°(例如1.5°)Allgemeine Werkstückkanten 一般加工件倒角Alle Ma?angaben vor der Hartanodisierung所有尺寸为硬阳极化处理前尺寸Alle unbema?ten Radien Rx (z.B. R3) 所有未注倒角Rx(例如R3) Alle nicht verma?ten Radien R xx 所有未标明的圆角为R xxAlle nichtangegebenen Fl?chen, Bohrungen und Gewinde =所有未指明的表面,孔和螺纹=Alle Wandst?rken sind Mindestwandst?rken 所有壁厚尺寸为最小值Allgemeine Werkstückkanten nach ISO 13715 一般外形上未标明的倒角按照ISO 13715Alte Materialbezeichnung XXX nach Norm XXX 旧的材料名称XXX依照标准XXXAngabe 规格Angepa?t 适应Angu?rest maximal x mm erhaben 残留的内浇口凸起小于X毫米Anfangsma? 初始尺寸Anbohrung 盲孔Anlage 附件nderungsbeschreibung 变化说明Anzaht 数量Ansicht 视图Ansicht ohne Quer- und Innenrippen没有横断面和内部肋的示图Angabe korrigiert 指示更正Absatz 图Absatz ma? 图测Aktuelles ausgangsmaterial eingetragen目前原材料进入Ausgangsteil 输出部分Auslauf beliebig 任何泄漏Anschlie?end verdichtet 添嵌表面裂缝Anodische Oxidation (Eloxiert) 阳极氧化Angu? 进料剩余Ausgangsteil mit sachnummer erg?nzt 输出部分补充项目Auswerfermarkierung 排出口Auxiliary 辅助的Aus 外面的Auswerfer 0 – 0,2 mm vertieft 喷嘴凹进0-0.2毫米Auslieferungsdatum aufgeschlagen 打上交货日期钢印Au?enseite qualit?t 外侧质量等级Aufgestempelt 工件上打上钢印Auf Teilkreis 在节距圆上Auf richtige Lage der Luftbohrung achten! 确保气孔在正确的位置Auf mantelfl?che 表面涂层Aufgegossen 铸造Auslauf beliebig 退刀槽任意Art 产品描述BBarrel 滚筒加工Bei montage gebohrt 在装配时钻孔Bei montage Für stift ∮3 在装配时,打∮3的销Beschriftung mit Schlagzahlen: xx 印字母打标记:XXXBeschriftung aufgegossen 铸造标记Beschriftung dauerhaft herstellen, z.B. mit Schlagbuchstaben oder Gravur: 用钢印字母或铭刻打上持久的标记Beschriftung dauerhaft herstellen, z.B. Schlagbuchstaben oder Gravur: XXXX标上永久记号,如用钢印字母或铭刻:Bezugskante für spanende Bearbeitung 加工涉及到的边缘Bayonet 卡口Bema?ung 标注Berichtigt 更正Bezugselement 关于元素Bearbeitung mit schleifband k?rnung 带有沙砾研磨带Bending 波纹加工Beachten 说明Bestell NR. 定单号biegen 反过来Bis 向上bis zu einer Tiefe von 6 mm bearbeitet 加工到6毫米深度Bearbeitung 加工Bearbeitung saufma? x mm 加工过量X毫米Bearbeitung szugabe 3 mm ?bzw.“ Gu?teilabmessungen beinhalten eineBearbeitung szugabe von 3 mm 加工余量3mm/也即铸件尺寸留有3mm的加工余量Bearbeitung zur Gew?hrleistung der Bodenfreiheit 保证全部加工清理出为止Bearbeitung saufma? x mm Druckgu?ausführung 加工过量X 毫米压铸件Beschriftung / Modell-Nr.: XX /Gie?ereizeichen / Abgu?datum标记/模型编号:XX/铸造厂记号/铸造日期Bearbeitung nur für Kokillengu?ausführung 只有金属模铸造的铸件要加工Bearbeitungsaufma? x mm Kokillengu?ausführung 加工过量X毫米金属模铸件Bearbeitungszugabe für L?ngen- u. Durch-messerma?e: 3mm长度和直径尺寸的加工余量:3毫米Bearbeitung erst nach Montage aller Einzelteile.装配完所有零部件后加工Buchstabe ……. aufgeschlagen 字母—打印上去的Bezugssytem nach 相关系统按Berichtigt 更正Berstdruck = 5 x PN = 5 x 5 bar = 25bar (einmalig prüfen)爆破压力=5倍工作压力=5X5BAR=25巴(一次性试验)Bereitgestellt und montiert d. Lieferanten 应商提供并组装Beschichtet 涂层Beschriftung beidseitig aufgegossen 两面铸造记号Beschriftung am Pressteil erh?ht. 模锻件上描述用凸字Bema?ten 三维Bema?ung umgestelltBezugssystem nach 相关系统按Bezugslinien für Z?hlerkontur 流量计轮廓的参考线Bezugsfl?che für spanende Bearbeitung 加工参考面Burnishing 抛光Brunitura 抛光Bohrlehre Nr. X 钻模板编号:XBohrvorrichtung Nr. X 钻模夹具编号Bohrung 孔Bohrung nicht ansenken 不要打埋头孔Bohrung nicht senken, sondern nur entgraten 不要钻孔沉下,只需要去毛刺Bohrungstiefe: XX mm 钻孔深:XX毫米Bohrung ?XX mm, XX mm tief 孔直径XXmm,XXmm深Bohrung für Antriebswelle 为驱动轴钻孔Bolinster 气泡Bonderizing 磷化Broaching 拉刀切削Bronze oilite 锡青铜Brüniert 发黑CCarbonitrurazione 碳氮共渗Case hardened 表面淬火硬化Category 种类Centering 定中心Chromium 铬Chisel 凿Crack 裂痕Coordinate 坐标Corners of part occ 零件棱角按照Chemisch vernickness 化学镍Chill 淬火chill casting(冷硬铸造)Chill casting 金属模铸件Countersunk 沉孔Cylindrical lathe cutting 车外圆DDadurch 因此Datum 日期Das Gu?teil sollte keine Por?sit?ten und keine Lunker aufweisen 铸件应无疏松和缩孔Das Gu?teil wird als drucktragendes Bauteil für petrochemische Produkte eingesetzt und sollte keine por?sen Stellen, Lunker , Risse ; Einschlüsse oder Leckagen aufweisen铸件用于石油化工产品的受压零件,不能有任何渗漏,缩孔,裂缝,夹杂或泄漏Das Erstmuster mu? einem Druck von 50 bar für einen Zeitraum von 10 Minuten ohne Leckagen standhalten首件样品必须在50巴压力下保持10分钟不渗漏 (Plastische Verformungen sind zul?ssig) (塑料产品变形是允许的)Der Gu? mu? druckdicht sein und einem Prüfdruck von xx bar standhalten铸件必须经压力测试,在xx巴压力下不渗漏Dem 那个Dicke 厚度Dichtkante 密封用边缘Dichtfl?chen 密封面Dichtfl?che (keine Poren in diesem Bereich zul?ssig)密封面(在此部位不允许有气孔)Die Rippen sind die Verbindung zwischen dem Mittelpunktund den Teilkreisbohrungen auf der Vorderseite肋为正面的中心点到节距圆上的孔圆之间的连接Diese Ma?e sind nur zur Prüfung bei这些尺寸仅供检验用Dent 压痕Deformation 变形Der Gu? mu? bis 16 bar druck- und gasdicht sein 铸件必须水压或气压到16巴压力无渗漏)Der Gu? ist poren- und lunkerfrei auszuführen 铸件不允许有疏松或缩孔Deviation 偏移偏差DIN 德标Diese Zeichnung geh?rt zu CENELEC这图纸是属于被CENELEC 批准的机构zugelassenen Ger?ten. ?nderungen müssen vom EXBeauftragten genehmigt werden. 任何修改必须得到由EX授权的人员允许Druckstellen 刮伤Durchflu?pfeil aufgegossen 铸造流向箭头Durchmesser 直径EEAU 年需求量Einsatzgeh?rtet H?rtetiefe ………. mm硬化表面层淬透深度……mmEinsatzgeh?rtet 硬化Einzelpeis inklu 17% VAT 含17%的税价Eigenschaften 性能Entfallen 省略Entf?llt 那Elox schwarz 黑色阳极氧化Electric discharge machine 放电加工Electrolytic grinding 电解研磨Ellipsenausschnitt 椭圆形挖剪图画Eloxiert XX μm 阳极处理XX微米Embossing 压花加工Ebene Fl?chen durch z.B. Feile oder Winkelschleifer面的平整,通过例如用锉或角向砂轮达到e.g. 例如Entf?llt 不适用Endzustand 最终状态Ensat (Gewindeeinsatz) XXY mm versenkt, Bohrloch ? Z钻孔Φ Z,深Y毫米,(螺纹)旋入XXEnsatbuchse XX 嵌入能自己旋塞的衬套XXEinzelheit 详细Eisenphosphatiert 铁基磷化Erhaben X mm (Schrift) X毫米Erhaben 凸起Erforderliches axiales Spiel … 轴向轮齿隙…-…所必需的Evaluation 评估FFarblos eloxiert 本色阳极氧化Farblos chromatiert 本色铬酸盐钝化Facing 面切削Feld erhaben 凸起的区域Fein 精细Feinst 微细Feinstgedreht 磨削Federstahl 弹簧钢Fertigungsbedingt 成品尺寸Fertiggewicht = X g (Gramm) 精加工后重量=X克Fertigteil ohne Zentrierbohrung加工成品无中心孔Filing 锉刀修润Flach u.galvanisch verzinnt 平整并镀锡Flansch bearbeitet 法兰面加工Fl?che angefr?st表面采用Fl?che mit Schleifpapier abziehen 用金相砂纸打滑表面Fl?che absatzfrei drehen Manufacture 工表面不能有隆起Fl?che für Typenschild 钉名牌的区域Fl?che für Eichstempel und laufende Nr.供标度刻定和记录序列号的范围Fl?che zum Aufschlagen eines zus?tzlichen Buchstabens 供打一个额外的文字的钢印的范围Fl?che mu? nicht bearbeitet sein(Gu?toleranz)此部位不需要加工(铸造公差)Flach 平坦的Fr?ser 刀具Frei von Schlagstellen 不能有机械损伤Für Plombierdraht 为用于密封线而做Fülloch des Innenringes soll zur Dichtung Pos. …. weisen !用内置轴衬填充孔必须显示密封位置的方向!Fülloch des Innenringes mu? zur Gleitringdichtung z eigen 内部沟槽上的孔必须指向轴向的密封面GGauging dimension 测量尺寸gilt nach dem trennen 适用后断开gilt nach dem trennen schlitz 适用于分离槽Gie?form 模具Gie?ereizeichen / Abgu?datum 铸造厂记号/铸造日期Gie?ereizeichen / x mm erhaben 铸造厂记号/凸起X毫米Gie?ereizeichen foundry mark 铸造厂标记Gu?datum date of casting 铸造日期Gie?ereizeichen erhaben foundry mark raised 凸起的铸造厂标记Gie?datum erhaben date of casting raised 凸起的铸造日期Gebrochen 打破Gedreht 旋转Gefertigt 制造Geltungsbereich 范围Geradheit 直线Gepflegt 保持Gefertigt aus ….. 用…做成Geh?use (铸件)壳体Geh?use muss frei von Schmutzpartikeln sein. 体必须去除污垢颗粒Geh?rtet 硬化Gehaertet 硬化Geh?rtet und angelassen xxxHRC 质到硬度XXX HRCGe?dert 更改Geradheitsmessung 直线Gerade, au?enverzahnt, Bezugsprofil nach DIN 867 齿外表参考 DIN 867标准的外形要求,弄平直Gelbchromatiert 黄色的铬Gem?ss 按照Gemeinsame toleranzzone 共同的公差带Gereinigt und entfettet Cleaned and degreased 去脂清理后Geriebene Bohrungstiefe: YY mm 绞孔深:YY毫米Gerieben reamed 绞过的Getriebeübersetzung auf alle Verschlu?schrauben aufschlagen 传动速比标记在所有的锁紧螺丝上Gem.=gemaess 根据、按照Geschliffen 磨光Geschliffen, Vordrehma? xxx预先车到XXX尺寸后磨Getriebeübersetzung 传动速比Gie?durchmesser 铸件直径Gewinde 线Gewinde gefr?st 碾磨螺纹Gewindeauslauf < x="" mm="">(Gewinde) M X, Y tief Kernbohrung Z tief(螺纹)M X,深Y,底孔深ZGewinde G ? bis zum vollst?ndigen Auslauf der Bohrung geschnitten.孔的从头至尾攻螺纹 G1/2Gewinde MX x Y nach Kaliber spielfrei schneiden加工螺纹M X x Y,与塞规零位尺寸一致Gewindefreistich DIN 76-A 螺纹底切 DIN 76-AGewindeeinsatz 螺纹插入件Gewicht 重量Gu?freima? toleranzen DIN 1688 GTA15/5 一般铸件公差按DIN1688 GTA 15/5Grad 程度次数Grat putzen 擦拭毛边Grat der Formtrennaht durch Schleifen Entfernt 打磨去除分型线Grbrochen 断Gratfrei 无毛刺Gr??e 尺寸Gütegrad: 精度等级:HHarteloxiter schichtdicke 硬氧层厚Hergestellt 以制成的Hergestellt aus Rohr 7×1 由尺寸为7X1,Hergestellt aus Rund-Zahnstange 由圆形齿条制成Hergestellt aus: Rohr ?X mm x Y mm 制作:用管子直径X毫米x 长Y毫米做成Hergestellt aus Fertigteil XX.XXXX 在完成的部件XX.XXX上加工Hergestellt aus gezogenem, blankem Rundstahl 光亮冷拔圆钢制成Hand finishing 手工修润Hemming 卷边加工Hier Sachverst?ndigen und ChargenNr. einschlagen. 此打授权号和批号钢印Hilfsma? für Erstaufspannung首次装夹用辅助尺寸Hier Chargen Nr. einschlagen. 在此处打批次钢印Hinzu 添加Hobbing 滚齿加工IIndentation 压制纹槽l?ten 焊料Impr?gnierungen sind ohne unsere Genehmigung nicht erlaubt没有我方允许不可以浸渗防漏Im Schraubenkopfbereich keinen Radius.. 靠近螺丝头部没有圆弧Induktions geh?rtet 感应淬火Initial 初始Innenseite 内侧Innen kanten ohne angabe 没有指定的内部边缘In die Zeichenebene gedreht 画面转移In 12 Uhr Position gezeichnet 12点钟位置的示图In senkrechter Position dargestellt 在垂直位置上显示In der Position “CLOSE” mu? die Ventilkegelstirnseite mit der Stirnfl?che des Geh?uses fluchten. Die Abweichung in beide Richtungen darf nicht gr??er sein als jeweils X 在“关闭”位置,阀门锥体的前边与壳体额面之间的接触必有走动。
德标中齿轮的综合公差
德标中齿轮的综合公差1. 引言齿轮作为一种常见的机械传动元件,在工业生产中扮演着重要的角色。
德国标准中对齿轮的制造和使用有着严格的规定,其中之一就是齿轮的综合公差。
本文将对德标中齿轮的综合公差进行详细的介绍和解析。
2. 齿轮的综合公差的定义齿轮的综合公差是指齿轮的各个尺寸要素之间的允许偏差范围。
在德国标准中,齿轮的综合公差由齿轮的模数、齿数、压力角等几个重要参数来确定。
综合公差包括齿轮的齿距、齿厚、齿顶高、齿根高等尺寸要素的偏差。
3. 齿轮的综合公差的分类德国标准将齿轮的综合公差分为三类:A类、B类和C类。
这三类公差分别适用于不同的齿轮制造和使用情况。
3.1 A类公差A类公差适用于要求较高的齿轮制造和使用情况。
在A类公差下,齿轮的各个尺寸要素的偏差范围较小,能够保证齿轮的高精度传动性能。
A类公差适用于要求高精度传动的齿轮,如精密仪器、航空航天设备等。
3.2 B类公差B类公差适用于一般的齿轮制造和使用情况。
在B类公差下,齿轮的各个尺寸要素的偏差范围较A类公差要大一些,但仍能满足大多数传动要求。
B类公差适用于一般机械设备中的齿轮传动。
3.3 C类公差C类公差适用于要求较低的齿轮制造和使用情况。
在C类公差下,齿轮的各个尺寸要素的偏差范围最大,适用于一些不要求高精度传动的场合。
C类公差适用于一些非精密机械设备中的齿轮传动。
4. 齿轮的综合公差的计算方法齿轮的综合公差的计算方法是根据德国标准中的公式进行的。
这些公式包括齿轮的模数、齿数、压力角等参数,以及公差等级和公差系数等。
在计算齿轮的综合公差时,首先需要确定齿轮的公差等级和公差系数。
公差等级决定了齿轮的公差范围,公差系数则是根据齿轮的尺寸要素和公差等级来确定的。
然后,根据齿轮的模数、齿数、压力角等参数,以及公差等级和公差系数,可以使用德国标准中的公式计算出齿轮的综合公差。
这些公式包括齿距公差、齿厚公差、齿顶高公差、齿根高公差等。
5. 齿轮的综合公差的应用齿轮的综合公差在齿轮制造和使用中起着重要的作用。
机械制图公差尺寸及查表
1、公差表
在国家标准中,公差与配合方面有“标准公差数值表〞、“轴的全然误差数值表〞和“孔的全然误差数值表〞等三张最经常使用的表格,所有孔、轴的上、下误差均是依照这三张表格计算得出的。
这三张表格不仅适用于滑腻圆柱配合,也包括其他外表或构造的尺寸公差,和由它们组成的配合。
对圆柱〔孔外表或轴外表〕它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“全然尺寸〞一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,但凡属于这一段范围的尺寸,都能够查误差数值。
公差表中的误差数值是以μм〔微米〕为单位的,但在图样中标注误差数值时,那么以mm〔毫米〕为单位。
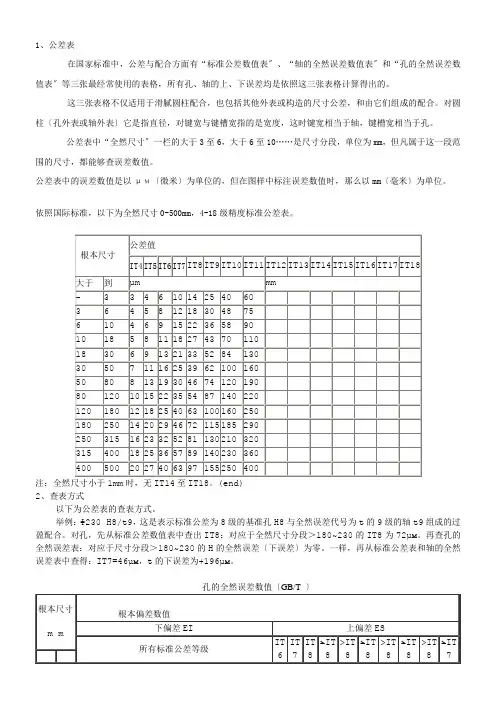
依照国际标准,以下为全然尺寸0-500mm,4-18级精度标准公差表。
注:全然尺寸小于1mm时,无IT14至IT18。
(end)
2、查表方式
以下为公差表的查表方式。
举例:Φ230 H8/t9,这是表示标准公差为8级的基准孔H8与全然误差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于全然尺寸分段>180~230的IT8为72μм。
再查孔的全然误差表:对应于尺寸分段>180~230的H的全然误差〔下误差〕为零。
一样,再从标准公差表和轴的全然误差表中查得:IT7=46μм,t的下误差为+196μм。
孔的全然误差数值〔GB/T 〕
轴的全然误差数值〔摘自GB/T —1998〕〔mm〕
注:1.全然尺寸≤1mm时,全然误差a和b均不采纳。
德国机械制图准则
Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -1Dr.-Ing. Vera DenzerKonstruktions-und Maschinenelemente-Freistiche,-Zahnräder,-Wälzlager,-Dichtungen u. a.Normgerechtes technisches ZeichnenNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -2Dr.-Ing. Vera DenzerNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -3Dr.-Ing. Vera DenzerFreistichNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -4Dr.-Ing. Vera DenzerFunktion eines FreistichesnInnen-und Außeneinstiche zur eindeutigen Trennung feinbearbeiteter Flächen(damit die Schleifscheibenkante an Absätzen von Drehteilen frei auslaufen kann)nAusrundung von Übergängen an Wellen u. Ä. zur Verringerung der Kerbwirkung bei scharfen Übergängen.Zz. B. aufge-presste NabeZ 5:1AnlageflächePassflächefeinbearbeitetNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -5Dr.-Ing. Vera DenzerVereinfachte Darstellung2,50,2R1,2DIN 509 –Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -6Dr.-Ing. Vera DenzerFreistiche in BohrungenDIN 509 -E 1,2 x 0,2oderNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -7Dr.-Ing. Vera DenzerSicherungsring für Bohrungen nach DIN 472Sicherungsring für Wellen nach DIN 471Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -8Dr.-Ing. Vera DenzerNuten für Sicherungsringe -Welle Aufnahme eines Sicherungsringszur axialen Festlegung von BauteilenSicherungsring für Wellen nach DIN 471251,31 x 45°28∅20∅19Sicherungsring DIN 471 –20 x 1,2∅der WelleDickeDiese Kante wird bemaßt …m“(aus Tabelle)…d …n“…28“Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -9Dr.-Ing. Vera DenzerNuten für Sicherungsringe -BohrungSicherungsring für Bohrungen nach DIN 4721x45°1,32528∅25∅26,2Sicherungsring DIN 472 –25 x 1,2Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -10Dr.-Ing. Vera DenzerPassfedernuten -WellePassfedern dienen zur Drehmoment-übertragung zwischen Welle und NabePassfeder DIN 688545308∅25(ohne Schnitt)A-ADarstellung einzelner Konstruktionselemente – Passfeder 平键联接 平键联接 间隙wird nicht geschnitten!Kopfspiel轴11Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerMaschinenelemente – Bsp.: StirnradgetriebeWälzlager (Rillenkugellager)Zahnrad (Geradstirnrad)Dichtungen (Radialwellendichtringe)12Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerZahnräderDarstellung von Zahnrädern nach DIN ISO 2203GeradstirnradKegelradSchneckeSchneckenradStirnschraubrad13Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerZahnräderTeilzeichnung einzelner Zahnräder • In ungeschnittener Ansicht wird ein volles Zahnrad dargestellt. • Im Schnitt werden die Zähne ungeschnitten dargestellt. • Die Bezugsfläche (Teilkreis-∅) ist auch bei verdeckten Teilen eines Zahnrades oder in Schnitten mit einer schmalen Strichpunktlinie darzustellen. Stirnrad14Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerZahnräderTeilzeichnungen Kegelrad Zusammenstellungszeichnungen Kegelradpaar mit AchsenschnittpunktSchneckenradSchnecke und Schneckenrad15Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerDarstellung einzelner Konstruktionselemente - WälzlagerZusammensetzung von Rillenkugellagern: Außenring, Innenring, Rollkörper und Käfig. 滚动轴承的组成:外圈、内圈、滚动体、保持架。
机械制图公差等级表
机械制图公差等级表引言在机械制图中,公差等级表是一种标准化的工具,用于定义和控制零件的尺寸和形状的变化。
公差等级表包含一系列公差等级,每个等级都定义了允许的尺寸和形状变化的范围。
在设计和制造过程中,选择适当的公差等级可以确保零件之间的相互兼容性,并满足设计要求。
本文将介绍机械制图中常用的公差等级表,包括其定义、分类和应用。
1. 公差等级表的定义公差等级表是一种标准文档,用于规定零件的公差范围。
它提供了一种标准化的方法来描述尺寸和形状的变化。
公差等级表通常由国际标准组织或国家标准化机构制定,以确保在不同制造环境下的一致性。
2. 公差等级表的分类公差等级表通常按照国际标准化组织(ISO)的分类进行划分。
ISO 2768制定了一系列公差等级,分别适用于直线尺寸、角度尺寸和曲面尺寸。
在ISO 2768中,公差等级分为三个级别:一般级别、中等级别和精密级别。
•一般级别(General):适用于要求一般制造精度的零件。
这些零件通常用于一般应用,并具有宽容度较大的公差范围。
•中等级别(Medium):适用于要求中等制造精度的零件。
这些零件通常用于一般机械和设备,公差范围相对较小。
•精密级别(Precision):适用于要求高精度制造的零件。
这些零件通常用于精密仪器和设备,具有较小的公差范围。
3. 公差等级表的应用公差等级表在机械制图中起着非常重要的作用,它们帮助设计师和制造商控制零件的尺寸和形状变化,并确保在装配过程中的兼容性。
通过选择适当的公差等级,设计师可以在满足功能和性能要求的同时,避免制造过程中的困难和成本增加。
公差等级表还可以帮助设计师确定零件之间的最大和最小公差,并确保在装配过程中的正确配合。
此外,公差等级表还可以用于制定检验和调整方案,以确保最终产品的质量。
4. 举例说明下面是一个简单的公差等级表示例:尺寸 (mm) 一般级别 (mm) 中等级别 (mm) 精密级别 (mm)0-10 ±0.15 ±0.1 ±0.0510-20 ±0.2 ±0.15 ±0.120-30 ±0.25 ±0.2 ±0.15大于30 ±0.3 ±0.25 ±0.2以上表格示例中,左侧的尺寸范围是指一种零件的尺寸,而表格中的一般级别、中等级别和精密级别则表示允许的公差范围。
DIN718-91德国一般公差标准
91.04 合同号:0008第2页 DIN 71683 关于线性和角度尺寸的一般公差 3.1 线性尺寸公差等级关于名义尺寸(mm)范围的偏差(mm )0.51) 到 3 大于 3 到 6 大于 6 到 30 大于 30 到 120 大于 120 到 400 大于 400 到 1000 大于 1000 到 2000 大于 2000 到 4000 大于 4000 到 8000大于 8000 到 12000 大于 12000 到 16000 大于 16000 到 20000 f (精密) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 ±0.8 - - - m (中等) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 ±5 ±6 g (粗糙) ±0.15 ±0.2 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 ±5 ±6 ±7 ±8 sg (最粗) - ±0.5 ±1 ±1.5 ±2 ±3 ±4 ±6 ±8 ±10±12±121) 在名义尺寸小于0.5mm 情况下,在名义尺寸处直接标注偏差。
表2. 关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下偏差公差等级 关于短边名义尺寸范围角度单元中的偏差,mm大于10 大于10 到50 大于50 到120 大于120到400大于400公差等级关于名义尺寸(mm)范围的偏差,mm f (精密)±1º ±30′ ±20′ ±10′ ±5′ m (中等)0.51) 到3大于3 到 6 大于6 到 30 大于30 到 120 大于120 到 400g (粗糙) ±1º30′ ±50′ ±25′ ±15′ ±10′ sg (最粗)±3º±2º±1º ±30′ ±20′f (精密)±0.2 ±0.5 ±1 ±2 ±44 形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。
机械制图公差尺寸及查表
1、公差表
在国家标准中,公差与配合方面有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三张最经常使用的表格,所有孔、轴的上、下偏差均是根据这三张表格计算得出的。
这三张表格不但适用于光滑圆柱配合,也包含其他概略或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔概略或轴概略)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的年夜于3至6,年夜于6至10……是尺寸分段,单位为mm,但凡属于这一段规模的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
令狐采学
根据国际标准,以下为基本尺寸0500mm,418级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
(end)
2、查表办法
以下为公差表的查表办法。
举例:Φ230H8/t9,这是暗示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:IT7=46μм,t的下偏差为+196μм。
孔的基本偏差数值(GB/T 1800.31998)
轴的基本偏差数值(摘自GB/T 1800.3—1998)(mm)
注:1.基本尺寸≤1mm时,基本偏差a和b均不采取。
DIN_ISO_MKE的公差标准德国中文翻译
Maryland Metrics Technical Data Chart:General Tolerances to DIN ISO 2768 T1 and T2马里兰的度量技术数据图表,公差,T1和T2 DIN ISO 2768∙The latest DIN standard sheet version applies to all parts made to DIN standards.∙DIN的制造标准DIN的标准表最新适用于所有的部件∙Variations on dimensions without tolerance values are according to "DIN ISO 2768-mk".∙所有的尺寸公差值都应按照DIN ISO 2768-mKGENERAL TOLERANCES FOR LINEAR AND ANGULAR DIMENSIONS (DIN ISO 2768 T1)LINEAR DIMENSIONS:DIN ISO 2768 T1 对于线性尺寸及角度尺寸公差的应用EXTERNAL RADII AND CHAMFER HEIGHTS外部的半径和槽的高度工程应用?ANGULAR DIMENSIONS(长度)的角度尺寸公差应用GENERAL TOLERANCES FOR FORM AND POSITION (DIN ISO 2768 T2)STRAIGHTNESS AND FLATNESS(DIN ISO T2)形为,正直,平整度公差应用PERPENDICULARITY垂直度应用公差?SYMMETRY对称度公差应用RUN-OUT同心度公差应用all dimensions in mm 所有的尺寸均以毫米为单位。
DIN7168-91德国一般公差标准
91.04 合同号:0008第2页 DIN 71683 关于线性和角度尺寸的一般公差 3.1 线性尺寸表2. 关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下偏差4 形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。
在这种情况下,适用于形状和位置的一般公差与工件结构要素的实际尺寸无关。
为此,必须遵守所确定的每个公差。
因此,在普遍带有最大材料尺寸的情况下,也允许使用此种形状和位置的一般公差。
另外,配合需要满足在图纸中特殊说明的受约束的包容条件(参见解释)。
4.1.1 形状的一般公差 4.1.1.1 直线度和平面度表4给出了直线度和平面度的一般公差。
为了选取表列数值,有关直线的长度适用于选取直线度公差,而平面的较长侧边或圆表面的直径适用于选取平面度公差。
4.1.1.2 圆度圆度的一般公差与直径公差具有相同的数值,但不大于表6给出的径向跳动公差数值(参见解释)。
图1.图2.3.2 角度尺寸与线性的实际尺寸无关,角度尺寸的一般公差都是有效的,也就是说,不仅在带有最大材料尺寸的工件情况下,而且在带有最小材料尺寸的工件情况下,都允许出现角度误差。
上下偏差并不限制某个角度构成边或者面的形状误差。
附注:对于带有形状误差的工件,把直线或者平面最小条件情况下,构成角度的二条边,用作确定角度(最小条件的确定参见DIN ISO 1101)。
DIN 7168第3页4.1.1.3 圆柱度圆柱度的一般公差不予规定。
附注:如果在与圆柱面配合的时候,包容条件应该是适用的,那么,应该按照DINISO 8015,用符号标记尺寸,例如,Ø25或者Ø25 H7。
4.1.2 位置的一般公差 4.1.2.1 平行度从直线度或者平面度的一般公差(参见第4.1.1.1节)或者从平行线或平行面偏差尺寸二者中较大的那一个,求得平行度误差的限制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
形状和位置公差 通则、定义、符号和图样表示法
形状和位置公差未注公差值 形状和位置公差 最大实体要求、最小实体要求和 可逆要求 机械制图 尺寸注法 机械制图 齿轮表示法 公差原则
DIN采用ISO标准的情况 DIN采用ISO标准的情况
中国标准号 GB/T 1800.1-1997 GB/T 1800.2-1998 GB/T 1800.3-1998 GB/T 1800.4-1999 GB/T 1182-1996 GB/T 1184-1996 GB/T 16671-1996 GB/T 4458.4-2003 GB/T 4459.2-2003 GB/T 4249-1996 标准名称 极限与配合 基础 第1部分:词汇 极限与配合 基础 第2部分:公差、 偏差和配合的基本规定 极限与配合 基础 第3部分:标准 公差和基本偏差数值表 极限与配合 标准公差等级和孔、 轴的极限偏差表 形状和位置公差 通则、定义、符 号和图样表示法 形状和位置公差未注公差值 形状和位置公差 最大实体要求、 最小实体要求和可逆要求 机械制图 尺寸注法 机械制图 齿轮表示法 公差原则 ISO标准号 neq ISO 286-1:1988 eqv ISO 286-1:1988 eqv ISO 286-1:1988 eqv ISO 286-2:1988 EQV ISO 1101-1996 EQV ISO 2768-2-1989 EQV ISO 2692-1996 DIN 标准号 DIN ISO 286 T.1-90 DIN ISO 286 T.1-90 DIN ISO 286 T.1-90 DIN ISO 286 T.2-90 DIN ISO 1101-85 DIN ISO 2768 T.2-91 DIN ISO 2692-90
德国机机械制图及公差标准
相关的GB/DIN的对照情况
– GB采用ISO标准的情况 – DIN采用ISO标准的情况 – 对比结果
目前存在问题的分析
GB采用ISO标准的情况 GB采用ISO标准的情况
中国标准号 GB/T 1800.1-1997 GB/T 1800.2-1998 GB/T 1800.3-1998 GB/T 1800.4-1999 GB/T 1182-1996 GB/T 1184-1996 GB/T 16671-1996 GB/T 4458.4-2003 GB/T 4459.2-2003 GB/T 4249-1996 标准名称 极限与配合 基础 第1部分:词汇 极限与配合 基础 第2部分:公差、偏差和配合的 基本规定 极限与配合 基础 第3部分:标准公差和基本偏差 数值表 极限与配合 标准公差等级和孔、轴的极限偏差表 ISO标准号 neq ISO 286-1:1988 eqv ISO 286-1:1988 eqv ISO 286-1:1988 eqv ISO 286-2:1988 EQV ISO 1101-1996 EQV ISO 2768-2-1989 EQV ISO 2692-1996