铸造模具影响铸件尺寸公差与机加工加工余量
名词解释大1
缩松:是指金属液在铸模中冷却和凝固时,在铸件的厚大部位及最后凝固部位形成一些分散性的小孔洞。
制造模样时,壁的连接和转角处要做成圆弧过度,即铸造圆角。
它既可使转角处不产生脆弱面,又可减少应力集中,还可避免产生冲砂、缩孔和裂纹。
还有美观作用。
尺寸公差:是指铸件各部分尺寸允许的极限偏差,它取决于铸造工艺方法等多种因素。
数值可从相关资料或手册查得。
机械加工余量:指为保证铸件加工面尺寸和零件精度,在铸件工艺设计时预先增加的而后在机械加工时又被切去的金属层厚度,简称加工余量。
其大小与铸造合金的种类、铸造工艺方法、生产批量、设备及工装水平等因素有关。
当铸件尺寸公差等级和加工余量等级确定后,加工余量的数值应按有加工要求的表面上最大基本尺寸和该表面距它的加工基准间尺寸二者中较大的尺寸,从相关资料或手册的表格中选取。
起模斜度:为了方便起模,在模样、芯盒的出模方向留有一定斜度,以免损坏砂型或砂芯。
这个斜度称起模斜度。
拔模斜度是为了方便出模而在模膛两侧设计的斜度。
砂型铸造:以铸造用型砂为主要原材料制成铸型,且液态金属完全靠重力充满整个铸型型腔形成铸件的方法称为砂型铸造。
特种铸造:是除砂型铸造以外其它铸造方法的总称或铸型用砂较少或不用砂、采用特殊工艺装备进行铸造的方法。
球化处理就是让铸铁中的碳的存在形式为球状。
孕育处理指在凝固过程中,向液态金属中添加少量其它物质,促进形核、抑制生长,达到细化晶粒的目的。
模锻是使金属坯料在冲击力或压力作用下,在锻模模膛内变形,从而获得锻件的工艺方法。
胎模锻造成型是在自由锻设备上,使用可移动的胎模生产锻件的锻造方法。
敷料是为了简化零件的形状和结构、便于锻造而增加的一部分金属。
余量是在零件的加工表面上为切削加工而增加的尺寸称。
余量的大小与零件的形状、尺寸、结构的复杂程度和锻造方法有关。
其具体数值可查表确定。
锻件公差是锻件名义尺寸的允许变动量。
其数值按锻件形状、尺寸、锻造方法等因素查表确定。
模锻斜度:为了使锻件易于从模腔中取出,锻件与模膛侧壁接触部分在脱模方向所具有的斜度。
机械制造工艺学毛胚尺寸确定(详解)
确定毛胚类型及制造方法毛胚的种类和制造方法常用的毛胚种类:铸件和锻件。
铸件毛胚,在成批生产条件下,采用砂型铸造,机器造型。
金属模造型。
锻件,可承受冲击载荷、交变载荷,在成批生产条件下,采用锻模。
加工余量的分类1、总余量和工序余量总余量是指某一表面毛胚尺寸与零件设计尺寸之差。
工序余量是指每道工序切除的金属层厚度,即相邻两道工序尺寸之差。
2、单边余量和双边余量工序余量有单边余量和双边余量之分。
对于非对称表面,工序余量是单边的,称单边余量。
对于外圆和内圆这样具有对称结构的对称表面,工序余量是双边的,称双边余量,即指相邻两工序的直径尺寸之差。
3、最大余量和最小余量由于各工序尺寸都有公差,所以各工序实际切除的余量值是变化的,因此工序余量有公称余量、最大余量、最小余量之分。
相邻两工序的基本尺寸之差即是公称余量。
公称余量的变化范围称为余量公差。
工序尺寸公差一般按“入体原则”标注。
即对被包容尺寸(轴径),上偏差为0,其最大尺寸就是基本尺寸;对包容尺寸(孔径、槽宽),下偏差为0,其最小尺寸就是基本尺寸。
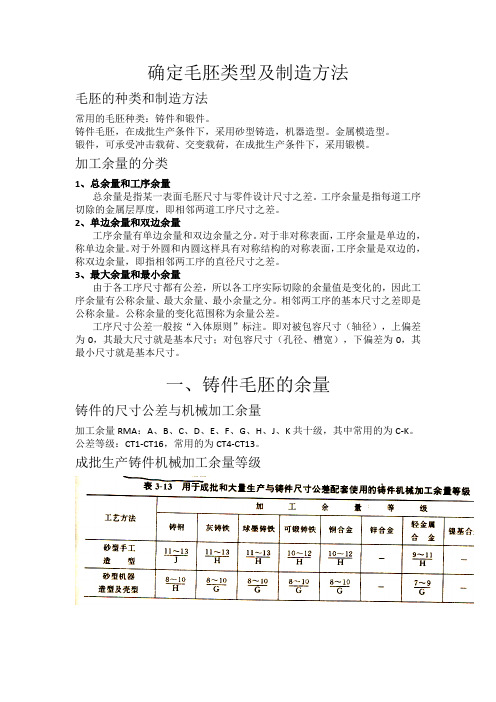
一、铸件毛胚的余量铸件的尺寸公差与机械加工余量加工余量RMA:A、B、C、D、E、F、G、H、J、K共十级,其中常用的为C-K。
公差等级:CT1-CT16,常用的为CT4-CT13。
成批生产铸件机械加工余量等级注:第一行为单边余量,第二行为双边余量。
铸件公差及公差带公差带位置:对称标注最小圆角半径(mm)(1)铸件壁部连接处的内转角应有铸造圆角。
计算时热裂性较大的合金取较大值。
(2)算出数值后,应选取与其接近的机械制造业常用的标准尺寸(详见GB2822-81)。
为便于制造,半径应尽可能统一。
例如,对于砂型及金属型铸件,一般统一用R3或R5,对压铸件用R1或R2。
铸造最小孔径表3-19 起模斜度(根据JB/T 5105-91)用二、锻件毛胚的余量选择毛胚该零件材料为45钢。
由于该拨叉在工作过程中要承受冲击载荷,为增强拨叉的强度和冲击韧性,获得纤维组织,以使金属纤维尽量不被切断,毛胚选用锻件。
铸件尺寸公差与加工余量
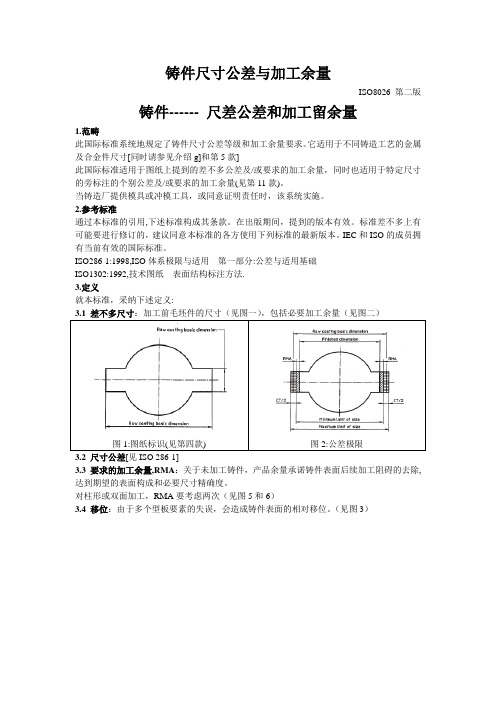
铸件尺寸公差与加工余量ISO8026 第二版铸件------ 尺差公差和加工留余量1.范畴此国际标准系统地规定了铸件尺寸公差等级和加工余量要求。
它适用于不同铸造工艺的金属及合金件尺寸[同时请参见介绍g]和第5款]此国际标准适用于图纸上提到的差不多公差及/或要求的加工余量,同时也适用于特定尺寸的旁标注的个别公差及/或要求的加工余量(见第11款)。
当铸造厂提供模具或冲模工具,或同意证明责任时,该系统实施。
2.参考标准通过本标准的引用,下述标准构成其条款。
在出版期间,提到的版本有效。
标准差不多上有可能要进行修订的,建议同意本标准的各方使用下列标准的最新版本。
IEC和ISO的成员拥有当前有效的国际标准。
ISO286-1:1998,ISO体系极限与适用---第一部分:公差与适用基础ISO1302:1992,技术图纸---表面结构标注方法.3.定义就本标准,采纳下述定义:图1:图纸标识(见第四款) 图2:公差极限3.2 尺寸公差[见ISO 286-1]3.3 要求的加工余量,RMA:关于未加工铸件,产品余量承诺铸件表面后续加工阻碍的去除,达到期望的表面构成和必要尺寸精确度。
对柱形或双面加工,RMA要考虑两次(见图5和6)3.4 移位:由于多个型板要素的失误,会造成铸件表面的相对移位。
(见图3)图3:最大的移位3.5 斜度角(锥角):成形因素(例如:在包围面上)额外的倾斜,关于把铸件从铸模和压模,或模具从砂型,或永久模具上的零件间相互移动差不多上专门有必要。
4 标尺寸除了给壁厚标尺寸(它可能存在两种尺寸),需要幸免连续的尺寸。
5 公差等级铸件公差等级分16级,从CT1到CT16(见图表1)对差不多公差不适用的尺寸,应该被归类为个别公差。
对为获得永久金属模(高压与低压),压模铸件和熔模铸件等专门的操作,其它更精确的公差标准,比如国标,能够采纳.6 移位除非另有说明,移位必须操纵在如表1(见图3)的公差范畴之内。
铸件技术要求
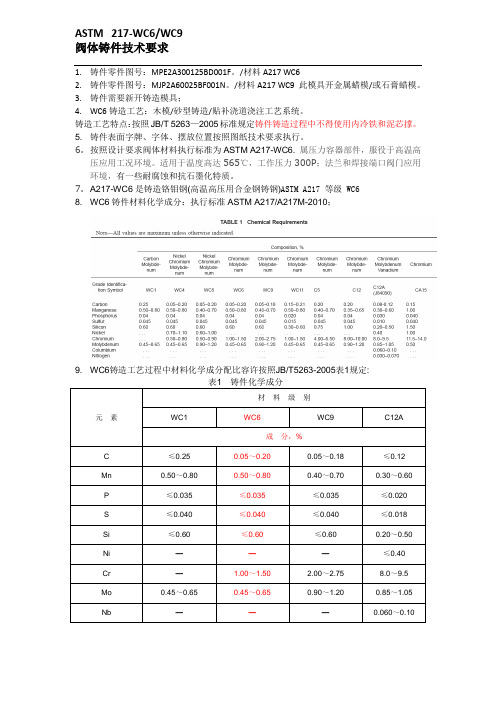
1.铸件零件图号:MPE2A300125BD001F。
/材料A217 WC62.铸件零件图号:MJP2A60025BF001N。
/材料A217 WC9 此模具开金属蜡模/或石膏蜡模。
3.铸件需要新开铸造模具;4.WC6铸造工艺:木模/砂型铸造/贴补浇道浇注工艺系统。
铸造工艺特点:按照JB/T 5263—2005标准规定铸件铸造过程中不得使用内冷铁和泥芯撑。
5. 铸件表面字牌、字体、摆放位置按照图纸技术要求执行。
6.按照设计要求阀体材料执行标准为ASTM A217-WC6.属压力容器部件,服役于高温高压应用工况环境。
适用于温度高达565℃,工作压力300P;法兰和焊接端口阀门应用环境,有一些耐腐蚀和抗石墨化特质。
7.A217-WC6是铸造铬钼钢(高温高压用合金钢铸钢)ASTM A217 等级 WC68. WC6铸件材料化学成分:执行标准ASTM A217/A217M-2010;9. WC6铸造工艺过程中材料化学成分配比容许按照JB/T5263-2005表1规定:10. 化学成分及机械性能见表211. WC6/WC9铸钢铸态正常金相组织为雾状铁素体(有钒的碳化物沉淀)+珠光体。
12. WC6/WC9铸钢经规范热处理(正火+回火)后正常金相显微组织为珠光体。
13. 由于WC6铸钢与我国铸钢牌号ZG15CrMoV基本相近似,容许按照中国牌号ZG15CrMoV标准要求铸造。
14. 对WC6/ZG15CrMoV铸钢的铸造工艺性偏稍差,铸造时自由线收缩率约为2.2~2.5%。
由于钢的导热系数较低,因此在凝固过程中容易产生热裂倾向,在切除浇冒口过程中又容易产生冷裂,在铸造工艺过程中应引起高度重视。
15. WC6根据铸件形状结构设计要求,铸件壁厚不均匀,铸件最薄处壁厚尺寸应>13mm。
16. WC6铸件须附铸化学成分/力学性能试验试块试棒,试块容许从铸件浇道上采取。
试棒尺寸为Φ40×150;2件,无铸造缺陷。
精密铸造加工余量计算公式

精密铸造加工余量计算公式精密铸造加工余量是指在精密铸造加工过程中为了保证零件尺寸精度和表面质量而留下的一定尺寸的加工余量。
精密铸造加工余量的计算是非常重要的,它直接影响着零件的加工精度和表面质量。
在精密铸造加工中,通常会根据不同的零件要求和加工工艺,采用不同的余量计算公式。
一般来说,精密铸造加工余量的计算公式包括三个方面,缩小余量、加工余量和表面余量。
下面将分别介绍这三个方面的计算公式。
1. 缩小余量的计算公式。
缩小余量是指在模具设计和制造过程中为了弥补熔模收缩、铸件收缩和热变形而设置的一定尺寸的余量。
通常情况下,缩小余量的计算公式为:缩小余量 = 零件尺寸 + 熔模收缩 + 铸件收缩 + 热变形模具尺寸。
其中,熔模收缩是指在金属冷却过程中由于凝固收缩而导致的模具尺寸缩小;铸件收缩是指在金属冷却过程中由于凝固收缩而导致的铸件尺寸缩小;热变形是指在金属冷却过程中由于温度变化而导致的尺寸变化。
通过以上公式计算得到的缩小余量,可以保证在铸造过程中得到满足要求的零件尺寸。
2. 加工余量的计算公式。
加工余量是指在精密铸造加工过程中为了保证零件尺寸精度而设置的一定尺寸的余量。
通常情况下,加工余量的计算公式为:加工余量 = 零件尺寸允许偏差。
其中,允许偏差是指在零件尺寸允许范围内所允许的最大偏差。
通过以上公式计算得到的加工余量,可以保证在加工过程中得到满足要求的零件尺寸精度。
3. 表面余量的计算公式。
表面余量是指在精密铸造加工过程中为了保证零件表面质量而设置的一定尺寸的余量。
通常情况下,表面余量的计算公式为:表面余量 = 表面粗糙度 + 表面处理余量。
其中,表面粗糙度是指零件表面的粗糙度值;表面处理余量是指为了进行表面处理而设置的余量。
通过以上公式计算得到的表面余量,可以保证在加工过程中得到满足要求的零件表面质量。
在精密铸造加工中,根据不同的零件要求和加工工艺,可以根据以上公式计算得到合适的余量。
同时,为了保证零件尺寸精度和表面质量,还需要在实际加工过程中根据具体情况进行适当的调整和修正。
DIN 1685-1-1998 球墨铸铁件.一般公差,加工余量

表 3 机械加工余量
至 50
大于 50 至 120
大于 120 至
250
大于 250 至
500
大于 500 至 1000
机械加工余
2
2,5
3
3,5
4
量 BZ
2,5
3
4
5
7
大于 1000 至 2500
6
8
表 4 缩小的机械加工余量
表面在 名义尺寸范围
模型中 的位置
基于铸件整体 至 50
最大尺寸
底部 侧面 顶部
GTB 17 1,8 1,9
2 2,1 2,3 2,5 2,7 2,9 3,1 3,3 3,5 3,8 4,1 4,4 4,9 5,5
GTB
2
-
-
16 1,1 1,2 1,3 1,4 1,5 1,6 1,8 1,9
2,1 2,3 2,4 2,6 2,8
GTB
1
-
-
-
-
15 0,85 0,95
1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9
*) 不管表格中规定的值为何 铸件的线性尺寸的实际偏差无论如何均不得超出名义尺寸的 25 位) 该限制特别适用于粗实线线框中的偏差
大于 2000 至 2500
23
大于 2500 至 3150
25
大于 3150 至 4000
27
大于 4000 至 6300
33
大于 6300 至
10000
39
15 17 19 22 26
所引用的出版物的最后的版本
DIN 1680 1 粗铸件 通用公差和机加工公差 总则 DIN 1693 1 球墨铸铁 非合金 纯 及合金等级 DIN 7182 1 规格 偏差 公差及配合 基本概念 ISO 8062 1994 铸件 尺寸公差及机械加工余量 3 概念
铝合金铸造模具工艺设计参数手册
铝合金铸造模具工艺设计参数手册本文由全球铝业网 () 编辑,转载请注明出处,十分感谢!铝合金铸造模具 (根据GB/T 15114-1994)的技术要求:1)化学成分合金的化学成分应符合GB/T 15114-1994的规定。
2)力学性能①当采用铸造模具试样检验时,其力学性能应符合GB/T 15114-1994规定②当采用铸造模具本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定。
3)铸造模具尺寸①铸造模具的几何形状和尺寸应符合铸件图样的规定。
②铸造模具的尺寸公差应按GB/T 6414-1999的规定执行。
有特殊规定和要求时,须在图样上注明。
③铸造模具有形位公差要求时,可参照表5;其标注方法按GB/T 15114-1994的规定。
④铸造模具的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准;待加工表面:包容面以大端为基准,被包容面以小端为基准,有特殊规定和要求时,须在图样上注明。
4)铸造模具需要机械加工时,其加工余量按GB/T 15114-1994的规定执行。
若有特殊规定和要求时,其加工余量须在图样上注明。
5)表面质量①铸造模具表面粗糙度应符合GB/T 15114-1994的规定。
②铸造模具不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。
③铸造模具允许有擦伤、凹陷、缺肉和网状毛刺等缺陷。
但其缺陷的程度和数量应该与供需双方同意的标准相一致。
④铸造模具的浇口、飞边、溢流口、隔皮、顶杆痕迹等应清理干净。
但允许留有痕迹。
⑤若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置、分型线的位置、浇口和溢流口的位置等由生产厂自行规定,否则图样上应注明或由供需双方商定。
⑥铸造模具需要特殊加工的表面,如抛光、喷丸、镀铬、涂覆、阳极氧化、化学氧化等须在图样上注明或由供需双方商定。
端盖零件铸造工艺设计课程设计报告说明书
课程设计说明书(论文)课程名称:成型工艺及模具课程设计II设计题目:端盖零件铸造工艺设计院系:班级:设计者:学号:指导教师:设计时间:1、设计任务1.1、设计零件的铸造工艺图1.2、设计绘制模板装配图1.3、设计并绘制所需芯盒装配图1.4、编写铸造工艺设计说明书2、生产条件和技术要求2.1、生产性质:大批量生产2.2、材料:HT2002.3、零件加工方法:零件上有多个孔,除中间的大孔需要铸造以外,其他孔在考虑加工余量后不宜铸造成型,采用机械方法加工,均不铸出。
造型方法:机器造型造芯方法:手工制芯2.4、主要技术要求:满足HT200的机械性能要求,去毛刺及锐边,未注明圆角为R3-R5,未注明的筋和壁厚为8,铸造拔模斜度不大于2度,铸造表面不允取有缺陷。
3、零件图及立体图结构分析3.1、零件图如下:图1.零件主视图图2.零件左视图3.2三维立体图如下:图3.三维图(1)图4.三维图(2)4、工艺设计过程4.1、铸造工艺设计方法及分析4.1.1铸件壁厚为了避免浇不到、冷隔等缺陷,铸件不应太薄。
铸件的最小允许壁厚与铸造的流动性密切相关。
在普通砂型铸造的条件下,铸件最小允许壁厚见表1。
表1. 铸件最小允许壁厚引【1,表1-3】铸件轮廓尺寸/mm材料200x200以下200x200~500x500 500x500以上铸钢6~8 10~12 18~25铸铁5~6 6~10 15~20球墨铸6 12铁查得灰铁铸件在100~200mm的轮廓尺寸下,最小允许壁厚为5~6mm。
由零件图可知,零件中不存在壁厚小于设计要求的结构,在设计过程中,也没有出现壁厚小于最小壁厚要求的情况。
4.1.2造型、制芯方法造型方法:该零件需批量生产,为中小型铸件,应创造条件采用技术先进的机器造型,暂选取水平分型顶杆围可调节的造型机,型号为Z145A。
制芯方法:由生产条件决定,采用手工制芯。
4.1.3砂箱中铸件数目的确定当铸件的造型方法、浇注位置和分型面确定后,应当初步确定一箱中放几个铸件,作为进行浇冒口设计的依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造模具影响铸件尺寸公差与机加工加工余量收藏此信息打印该信息添加:用户投稿来源:未知(1)铸造模具影响铸件尺寸公差与错型值1)铸件基本尺寸机械加工前的毛坯铸件的尺寸,包括必要的机械加工余量。
2)尺寸公差允许尺寸的变动量。
公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值;也等于上偏差与下偏差之代数差的绝对值。
根据GB/T 641 4-1999的规定,铸件尺寸公差代号为CT公差等级分为16级,见表对于一般公差的尺寸,在图样上采用公差代号统一标注,如:“一般公差GB/T 6414-CT12”;对于不适合采用一般公差的尺寸,应规定个别公差,在图样上需要在基本尺寸后面标注个别公差。
公差带应相对于基本尺寸对称分布,即一半在基本尺寸之上,一半在基本尺寸之下。
因特殊原因,经铸造厂与采购方协商同意,公差带也可以不对称分布。
在此种情况下,公差应单独标注在基本尺寸的后面。
不同生产规模和生产方式生产的铸件所能达到的铸造模具尺寸公差等级是不同的。
对于大批量重复生产方式,有可能通过精心调整和控制型芯位置达到比表所示更精的公差等级;在用砂型铸造方法作小批量和单个铸件生产时,通过采用金属模样和研制开发装备及铸造工艺来达到小公差的做法通常是不切实际且不经济的,表给出了适用于这种生产方式较宽的公差。
铸件的许多尺寸受分型面和型芯的影响,因而需要增大尺寸公差。
鉴于设计者没有必要了解所用的铸型和型芯的布置情况,因此,这些公差增加量已经包括在表中。
错型(错箱)由于合型时错位,铸件的一部分与另一部分在分型面处相互错开。
错型值应处在表所规定的公差范围内。
当需要进一步限制错型时,应在图样上注明最大错型值,如:“一般公差最大错型”。
要求的机械加工余量机械加工余量在毛坯铸造模具上为了随后可用机械加工方法去除铸造对金属表面的影响,并使之达到所要求的表面特征和必要的尺寸精度而留出的金属余量。
对圆柱形的铸件部分或双侧机械加工的情况下,应加倍要求的机械加工余量适用于整个毛坯铸件,即对所有需机械加工的表面只规定一个值,且该根据最终机械加工后成品铸件的最大轮廓尺寸,根据相应的尺寸范围选取。
铸件某一部位在铸态下的最大尺寸不超过成品尺寸与要求的加工余量及铸造总公差之和。
当采用斜度时,斜度应另外考虑。
金属硬度对照表--------------------------------------------------------------------------------硬度知识一、硬度简介:硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
1.布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
2.洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3 维氏硬度(HV)以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度HV值(kgf/mm2)。
############################################################################# ################注:洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
? ?洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。
因此标尺B适用相对较软的材料,而标尺C适用较硬的材料。
? ?实践证明,金属材料的各种硬度值之间,硬度值与强度值之间具有近似的相应关系。
因为硬度值是由起始塑性变形抗力和继续塑性变形抗力决定的,材料的强度越高,塑性变形抗力越高,硬度值也就越高。
但各种材料的换算关系并不一致。
本站《硬度对照表》一文对钢的不同硬度值的换算给出了表格,请查阅。
硬度对照表(一)根据德国标准以下是常用的钢材抗拉强度与维氏硬度、布氏硬度、洛氏硬度的对照表。
抗拉强度(Rm N/mm2)维氏硬度(HV)布氏硬度(HB)洛氏硬度(HRC)250 80 76.0 -270 85 80.7 -285 90 85.2 -305 95 90.2 -320 100 95.0 -335 105 99.8 -350 110 105 -370 115 109 -380 120 114 -400 125 119 -415 130 124 -430 135 128 -450 140 133 -465 145 138 -480 150 143 -490 155 147 -510 160 152 -530 165 156 -545 170 162 -560 175 166 -575 180 171 -595 185 176 -610 190 181 -625 195 185 -640 200 190 -660 205 195 -675 210 199 -690 215 204 -705 220 209 -720 225 214 -740 230 219 -抗拉强度(Rm N/mm2)维氏硬度(HV)布氏硬度(HB)洛氏硬度(HRC)硬度对照表(二)抗拉强度维氏硬度(HV)布氏硬度(HB)洛氏硬度(HRC)(Rm N/mm2)755 235 223 -770 240 228 20.3785 245 233 21.3800 250 238 22.2820 255 242 23.1835 260 247 24.0850 265 252 24.8865 270 257 25.6880 275 261 26.4900 280 266 27.1915 285 271 27.8930 290 276 28.5950 295 280 29.2965 300 285 29.8995 310 295 31.01030 320 304 32.21060 330 314 33.31095 340 323 34.41125 350 333 35.51115 360 342 36.61190 370 352 37.71220 380 361 38.81255 390 371 39.81290 400 380 40.81320 410 390 41.81350 420 399 42.71385 430 409 43.61420 440 418 44.51455 450 428 45.31485 460 437 46.11520 470 447 46.91555 480 (456)47.71595 490 (466)48.41665 510 (485)49.8硬度对照表(三)抗拉强度(Rm N/mm2)维氏硬度(HV)布氏硬度(HB)洛氏硬度(HRC)1700 520 (494)50.51740 530 (504)51.11775 540 (513)51.71810 550 (523)52.31845 560 (532)53.01880 570 (542)53.61920 580 (551)54.11955 590 (561)54.71995 600 (570)55.22030 610 (580)55.72070 620 (589)56.32105 630 (599)56.82145 640 (608)57.32180 650 (618)57.8660 58.3670 58.8680 59.2690 59.7700 60.1720 61.0740 61.8760 62.5780 63.3800 64.0820 64.7840 65.3860 65.9880 66.4900 67.0920 67.5940。