铸件尺寸公差(GBT_6414-1999)
铝合金压铸件的标准

铝合金压铸件的标准公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金压铸铝合金选用JIS H 5302—1990中的ADC10。
ADC10的化学成分表1给出。
其中铜的含量控制在不大于 %。
:245 MPa;a ) 抗拉强度σbb ) 伸长率δ5 :2 %;c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T 6414—1999中的CT3 ~CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
表2 压铸件尺寸公差数值受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
铝合金压铸件的标准
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金压铸铝合金选用JIS H 5302—1990中的ADC10。
ADC10的化学成分表1给出。
其中铜的含量控制在不大于 %。
表1 ADC10化学成分a ) 抗拉强度σb :245 MPa;b ) 伸长率δ5 :2 %;c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T 6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
表2 压铸件尺寸公差数值单位为毫米受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
铸件尺寸公差

铸件尺寸公差TPMK standardization office【 TPMK5AB- TPMK08- TPMK2C- TPMK18】铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准GB6414铸件尺寸公差GB1800公差与配合总论标准公差与基本偏差3.术语3.1一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
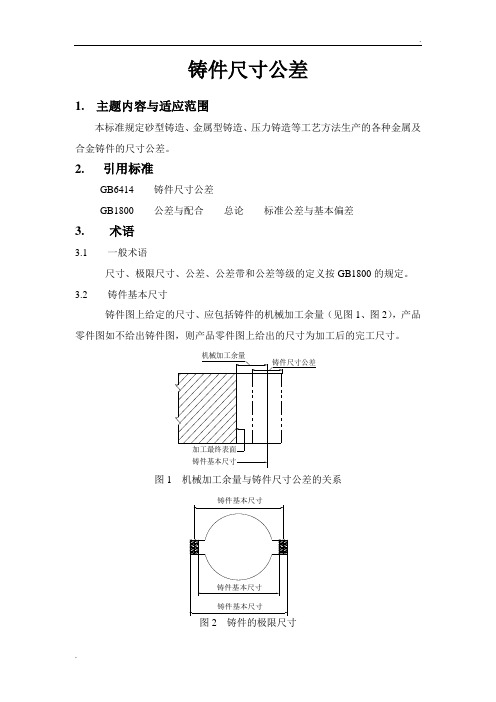
3.2铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
3.3壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3错型4.基本规定4.1铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带4.4错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1铸件尺寸公差数值mm注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2错型值注:错型值必要时可由供需双方商定。
铸件尺寸公差
铸件尺寸公差1. 主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合总论标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1机械加工余量与铸件尺寸公差的关系—图2厂铸件的极限尺公差3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分加工最最处相互错开:见图3)。
4.基本规定错型4.1 铸件尺寸公差代号、等级及数值错型4.2 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.I I壁厚尺寸公差一般可降一级选用CT11。
4.3 公差带的位置般尺型公差为CT1Q则壁厚公差为公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为土1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1铸件尺寸公差数值mm注:① 本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量, 但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm勺铸件基本尺寸,其公差值需单独标注,可提高2〜3级。
注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
铸件检验标准[1]
![铸件检验标准[1]](https://img.taocdn.com/s3/m/9335f22359fb770bf78a6529647d27284b7337d3.png)
铝合金铸造件检验技术条件(试行)1 内容及适用范围本标准根据GB/T 1173-1995及GB/T 9438-1999的相关内容,规定了铝合金铸件的分类和铸件的外观质量、内在质量以及铸件修补等内容的技术要求与检验规则等。
本标准适用于我公司采用金属型铸造所生产的制动器上、下泵体等铸件(不含压力铸造)。
根据工作条件、用途以及在使用过程中如果损坏,所能造成的危害程度,将铸件分类如下:2 技术要求2.1 化学成分2.1.1合金的化学成分根据GB/T 1173-1995的规定,应符合表2-1及表2-2的规定。
2.1.2当使用杂质总和来表示杂质含量时,如无特殊规定,其中每一种未列出的元素含量不大于0.02%。
2.2 状态2.2.1铸件按表2-3的规定,呈铸态或热处理状态供应。
注:在保证合金机械性能前提下,可以不加铍(Be)。
2.3 机械性能2.3.1 每批铸件应按其类别检验机械性能。
2.3.2 合金及其铸件的机械性能应符合表2-3的规定。
2.4外观质量2.4.1铸件在进行表面粗糙度、表面缺陷、尺寸等外观质量检验之前,飞边、溢流口、隔皮等应清理干净、平整,但不可在非加工表面上留有明显的凿痕,且宽度不得超过2mm。
2.4.2铸件的表面粗糙度Ra为6.3μm以上。
2.4.3非加工表面的浇冒口,应清理到与铸件表面齐平;待加工表面的浇冒口残留量应不大于3mm。
2.4.4清除飞翅、夹砂等多肉类缺陷,铸件的内外表面由于型芯及顶杆的磨损所产生的飞边、毛刺应清除干净。
2.4.5根据顾客图样或技术文件的要求,铸件表面可进行喷砂处理。
2.4.6铸件上作为基准用的部位应平整,不允许存在任何凸起痕迹,装饰面上不允许有推杆痕迹(图样上注明)。
2.4.7非加工表面上,由于模具组合镶并或受分型面影响而形成的铸件表面高低不平差值不得超过0.3mm。
2.4. 8非加工表面上,不允许有超过表2-4(Ⅰ)级规定的花纹、麻面和有色斑点。
2.4.9铸件尺寸应符合图样的要求。
铸件质量检验标准

西安重装铜川煤矿机械有限公司铸件质量检验标准为了提高铸件的质量,要求铸造分厂、相关科室不断的完善铸造工艺,解决各项铸造质量问题,控制铸造缺陷,使之降到最低。
积极的参与市场调查,不断的掌握用户对铸件质量的要求及信息反馈,持续完善改进铸造工艺,保证出厂铸件的质量,增强我公司铸件在市场的竞争力,特制定本检验标准。
铸件质量检验的依据:铸件图样、铸造工艺文件、相关标准和铸件交货验收技术条件。
铸件质量包括铸件外观质量和铸件内在质量。
铸件外观质量:铸件尺寸公差、铸件表面粗糙度、铸件重量公差、浇冒口残余量、铸件焊补质量和铸件表面缺陷。
铸件内在质量:铸件力学性能、化学成分、金相组织和内部缺陷。
1、铸件化学成分的检验分析(炉前检验分析或成品铸件终端检验分析)应符合图样要求的牌号的化学成分。
2、铸件力学性能的检验应符合相关标准及交货验收技术条件所要求的各种性能。
3、铸件外形几何形状、尺寸、尺寸公差及加工余量的检验(符合GB/T6414-1999)⑴简单铸件外形几何形状、尺寸、尺寸公差及加工余量的检验应按铸件图样、技术要求、铸造工艺文件、国家相关标准及合同规定进行全部尺寸的检验。
⑵形状复杂铸件外形几何形状、尺寸、尺寸公差、形位公差及加工余量应按铸件图样、技术要求、铸造工艺文件、国家相关标准及合同规定采用划线检验、三坐标测量仪检验及超声波测量(厚度)等检测方法进行检验。
4、铸件表面粗糙度的检验⑴不加工铸件的表面必须清理干净,不得有铸造缺陷、锈蚀、油污、砂粒及其它粘附物。
⑵加工铸件的表面必须清理干净,不得有铸造缺陷、锈蚀、油污、砂粒及其它粘附物,且不能提高生产成本。
5、铸件公称重量的检验⑴铸件的公称重量:供需双方共同认定的合格铸件中随机抽取不少于10件铸件,以实称重量的平均值作为公称重量。
⑵铸件在称重量前应清理干净,浇道和冒口残余量应达到技术条件规定的要求,有缺陷的铸件应在修补合格后称重量。
⑶图样有要求公称重量的铸件,应按铸件图样、技术文件及合同规定进行称重检验。
铝合金压铸件的标准

铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
元素Si Cu Mn Mg Zn Fe Ni Sn Al 含量 ,% 7.5~9.5 2.0~4.0 ≤0.5 ≤0.3 ≤1.0 ≤1.3 ≤0.5 ≤0.3 余量a )抗拉强度σb :245 MPa;b )伸长率δ5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
铸件尺寸公差
制造工艺方法
公差等级CT
铸钢
灰铁
球铁
可锻
铜合金
锌合金
轻合金
砂型手工造型
11~13
10~13
11~13
11~13
10~12
9~11
砂型机器造型及壳型
8~10
8~10
8~10
8~10
8~10
7~9
金属型
7~9
7~9
7~9
7~9
7~9
6~8
低压铸造
7~9
7~9
7~9
7~9
7~9
6~8
续表3铸件尺寸公差等级
5.2.2轻金属合金铸件
电机轻金属合金零件的铸件尺寸公差按不同的铸造工艺方法,在表3中选用CT最高级。
5.2.3铜合金铸件
铜合金铸件机械加工部位的尺寸公差按不同的铸造工艺方法在表3中选用CT最低级。不加工的毛坯尺寸公差选用CT最高级。
6.铸件尺寸公差在图样上的标注
6.1电机零件的铸件尺寸公差符合第5.2.1、5.2.2、5.2.3条和第4.2、4.3条的规定时,图样上可省略标注。
铸件尺寸公差
1.主题内容与适应范围
本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准
GB6414铸件尺寸公差
GB1800公差与配合总论标准公差与基本偏差
3.术语
3.1一般术语
尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2铸件基本尺寸
0.28
0.38
0.54
0.78
1.1
1.6
2.2
3.0