铸件公差等级
铸件尺寸公差
铸件尺寸公差Document number:NOCG-YUNOO-BUYTT-UU986-1986UT铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准GB6414铸件尺寸公差GB1800公差与配合总论标准公差与基本偏差3.术语一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
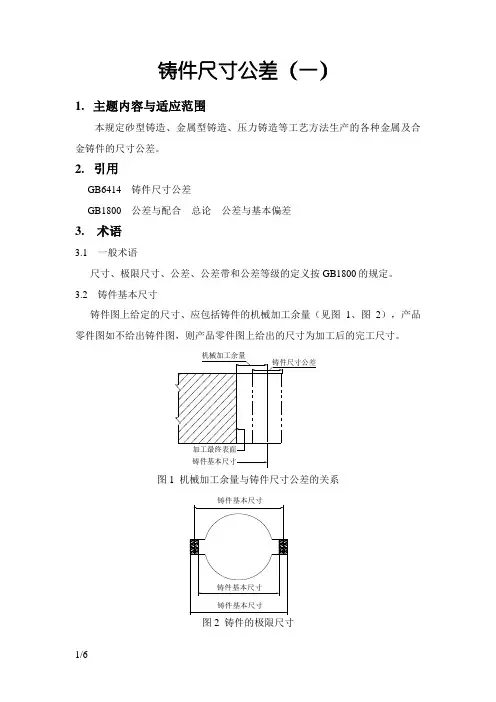
铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图壁厚度。
错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
4.基本规定1.壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
注:错型值必要时可由供需双方商定。
5.铸件公差的选用铸件尺寸公差按表3规定的等级范围从表1中选取。
一般不应超过表3的规定。
表3铸件尺寸公差等级续表3铸件尺寸公差等级注:表3的公差等级适用于大于25mm的基本尺寸,对小于或等于25mm 的铸件基本尺寸,通常采用下述较精的公差等级:①铸件基本尺寸小于或等于10mm时,其公差等级提高3级。
铸造计量等级
铸造计量等级
(最新版)
目录
一、铸造计量等级的概述
二、铸造计量等级的分类
三、铸造计量等级的应用
四、铸造计量等级的发展趋势
正文
一、铸造计量等级的概述
铸造计量等级是一种衡量铸造工艺水平的重要标准,它关乎到铸件的质量、精度和性能。
在我国铸造行业中,铸造计量等级用于评价铸造厂的生产能力、技术水平和产品质量,对于推动铸造行业的发展具有重要意义。
二、铸造计量等级的分类
铸造计量等级主要分为以下几个等级:
1.一级铸造计量等级:能生产出尺寸公差、形状公差、重量公差等各项指标均符合国家标准的铸件。
2.二级铸造计量等级:能生产出尺寸公差、形状公差、重量公差等部分指标符合国家标准的铸件。
3.三级铸造计量等级:能生产出尺寸公差、形状公差、重量公差等较少指标符合国家标准的铸件。
三、铸造计量等级的应用
铸造计量等级在实际应用中具有很高的价值,它有助于企业提高产品质量、降低生产成本、提高市场竞争力。
通过提高铸造计量等级,企业可以生产出更加优质的铸件,满足不同客户的需求。
四、铸造计量等级的发展趋势
随着科技的发展和市场需求的提高,铸造计量等级在未来将呈现出以下发展趋势:
1.提高整体水平:我国政府将加大对铸造行业的支持力度,提高整体铸造计量等级水平。
2.引入新技术:企业将不断引入新技术、新工艺,以提高铸造计量等级。
3.个性化需求:随着客户需求的多样化,铸造计量等级将更加注重满足个性化需求。
4.绿色环保:在发展铸造计量等级的同时,企业将更加注重绿色环保,实现可持续发展。
铸件通用公差
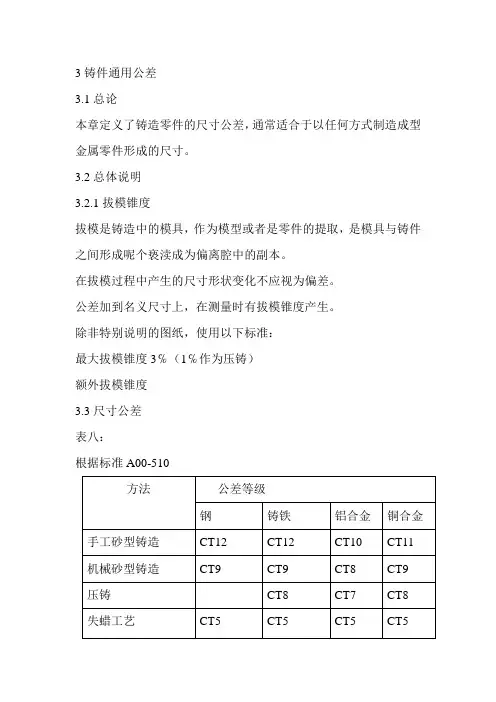
3铸件通用公差
3.1总论
本章定义了铸造零件的尺寸公差,通常适合于以任何方式制造成型金属零件形成的尺寸。
3.2总体说明
3.2.1拔模锥度
拔模是铸造中的模具,作为模型或者是零件的提取,是模具与铸件之间形成呢个亵渎成为偏离腔中的副本。
在拔模过程中产生的尺寸形状变化不应视为偏差。
公差加到名义尺寸上,在测量时有拔模锥度产生。
除非特别说明的图纸,使用以下标准:
最大拔模锥度3℅(1℅作为压铸)
额外拔模锥度
3.3尺寸公差
表八:
根据标准A00-510
表九:
根据标准A00-510
表十;
铸造零件公差。
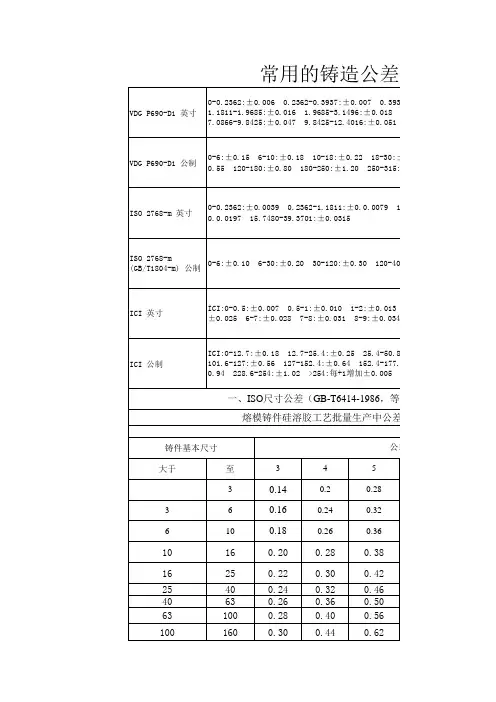
常用铸造一般公差
4
0.2
0.24
0.26
0.28 0.30 0.32 0.36 0.40 0.44
公差等级 CT
5
0.28
0.32
0.36
0.38 0.42 0.46 0.50 0.56 0.62
160
250
0.34
0.50
0.70
250
400
0.40
0.56
0.78
400
630
0.64
0.90
630
1000
1.00
ICI 公制
ICI:0-12.7:±0.18 12.7-25.4:±0.25 25.4-50.8:±0.33 50.8-76.2:±0. 101.6-127:±0.56 127-152.4:±0.64 152.4-177.8:±0.71 177.8-203.2:± 0.94 228.6-254:±1.02 >254:每+1增加±0.005
10 30 100 300
10 30 100 300
10 30 100 300
短邻边长度 ≤10
>10-18 >18-30 >30-50 >50-80 >80-120 >120-180 >180-260 >260-360
至 10 30 100 300 1000 10 30 100 300 1000 10 30 100 300 1000 10 30 100 300 1000
ISO 2768-m (GB/T1804-m) 公制
0-6:±0.10
6-30:±0.20
30-120:±0.30
120-400:±0.50
400-1000:±0.
ICI 英寸
ICI:0-0.5:±0.007 0.5-1:±0.010 1-2:±0.013 2-3:±0.016 3-4:±0.0 ±0.025 6-7:±0.028 7-8:±0.031 8-9:±0.034 9-10:±0.037 >10:每+
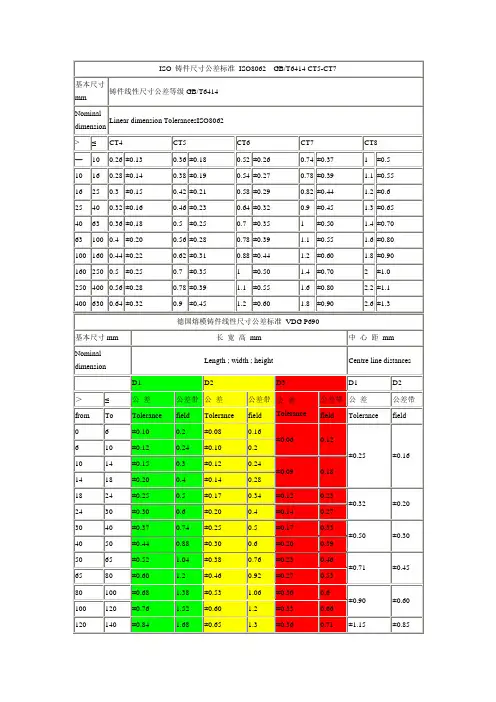
ISO铸件尺寸公差标准ISO
±0.65
40
63
0.36
±0.18
0.5
±0.25
0.7
±0.35
1
±0.50
1.4
±0.70
63
100
0.4
±0.20
0.56
±0.28
0.78
±0.39
1.1
±0.55
1.6
±0.80
100
160
0.44
±0.22
0.62
±0.31
0.88
±0.44
1.2ห้องสมุดไป่ตู้
±0.60
1.8
±0.90
160
0.23
±0.32
±0.20
24
30
±0.30
0.6
±0.20
0.4
±0.14
0.27
30
40
±0.37
0.74
±0.25
0.5
±0.17
0.33
±0.50
±0.30
40
50
±0.44
0.88
±0.30
0.6
±0.20
0.39
50
65
±0.52
1.04
±0.38
0.76
±0.23
0.46
±0.71
±0.45
基本尺寸mm
长宽高mm
中心距mm
Nominal dimension
Length ; width ; height
Centre line distances
D1
D2
D3
D1
D2
>
≤
公差
公差带
铸件尺寸公差
铸件尺寸公差(一)1.主题内容与适应范围本规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用GB6414 铸件尺寸公差GB1800 公差与配合总论公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系图2 铸件的极限尺寸3.3 壁厚本的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3 错型4. 基本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
铸件尺寸公差
铸件尺寸公差TPMK standardization office【 TPMK5AB- TPMK08- TPMK2C- TPMK18】铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准GB6414铸件尺寸公差GB1800公差与配合总论标准公差与基本偏差3.术语3.1一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
3.3壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3错型4.基本规定4.1铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带4.4错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1铸件尺寸公差数值mm注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2错型值注:错型值必要时可由供需双方商定。
铸造公差等级
!"#$%&’() *+,&’一、铸件尺寸公差铸件尺寸公差是指铸件公称尺寸的两个允许极限尺寸之差。
在这两个允许极限尺寸之内铸件可满足加工、装配和使用要求。
铸件尺寸精度要求越高,对铸造工艺设计水平、造型和造芯材料的性能和质量、造型和造芯的设备和工装、热处理工艺、清理质量、铸造车间管理水平等方面的要求就越高,铸件生产成本也相应增加。
因此在确定铸件尺寸公差时既要保证铸件满足加工、装配和使用,又不过多增加生产成本。
按!"#$%$—%&&&的规定,铸件尺寸公差等级分为%#级,代号为’(%至’(%#。
表$)%为铸件尺寸公差的数值。
不同生产规模和生产方式的铸件所能达到的尺寸公差等级是不同的。
表$)*、表$)+分别是大批量生产和小批量或单件生产铸件应控制的合理的尺寸公差等级。
铸件基本尺寸应包括机械加工余量。
铸件基本尺寸和尺寸公差与极限尺寸的关系见图$)%和图$)*。
铸件尺寸公差在图样上通常用公差等级代号标注,如“一般公差!",(#$%$—’(%%”。
-$)%$./012(--)毛坯铸件基本尺寸,--铸件尺寸公差等级’(%)大于至%*+$.#/0&%1%%%*%+%)%$*)%.*)%#*),+)—%1121&12%+12%012*#12+#12.*12/$%%2.**20$2*————%1%#12%12%$12*12*012+012.$12/0%2%%2#*2*+21$2$————%#*.12%%12%.12**12+112$*12.0120*%2*%2/*2$+2*$2##0%1%* 01#%!"#$%&’()*+,-.!"毛坯铸件基本尺寸,!!铸件尺寸公差等级"#$)大于至$%&’()*+,$-$$$%$&$)$’%)$(%)$)%),&)%(’--.$%-.$*-.%’-.&%-.’)-.)’-.,$.&$.+%.)&.)(*,$$$’’-)&-.$&-.$+-.%)-.&)-.(--.*-$$.’%%.+’(.)+$-$%$))&$---.$’-.%--.%+-.’--.()-.*+$.$$.)%.%&.%’.’),$$$’$+$--$)--.$(-.%%-.&--.’’-.)%-.++$.%$.+%.(&.)(*$-$%$)%-$)-%(-—-.%’-.&’-.(--.*%$$.’%%.+’(.)+$$$’$+%%%(-’--——-.’--.()-.*+$.$$.)%.%&.%’.’).%,$%$)%-%(’--)&-———-.)’-.,$.%$.+%.)&.)(*$-$’$+%%%+)&-$---———-.*%$$.’%%.+’)+$$$)%-%(&%$---$)--———-.+-$.$$.)%.%&.%’.)*,$&$+%&%,&*$)--%(--——————%.)&.+(.’+$-$(%$%)&&’%%(--’---———————’.’).%,$%$*%’&-’&’,’---)&--————————*$-$’%-%+&(’’())&--$----—————————$$$)%&&%’-(-)’$)在等级"#/0"#$(中对壁厚采用粗一级公差。
iso铸件尺寸公差标准iso862
0.42 ±0.21 0.46 ±0.23
0.58 ±0.29 0.64 ±0.32
0.82 ±0.44 0.9 ±0.45
40 63 0.36 ±0.18
0.5 ±0.25
0.7 ±0.35
1 ±0.50
63 100 0.4 ±0.20 100 160 0.44 ±0.22 160 250 0.5 ±0.25 250 400 0.56 ±0.28
280 ±1.64
280
315 ±1.84
3.28 ±1.15 3.68 ±1.25
2.3
±0.56
2.5
±0.63
1.12 ±2.20
1.26
±1.25
315
355 ±2.10
355
400 ±2.40
4.2
±1.40
4.8
±1.60
2.6
±0.71
3.2
±0.80
1.42 ±2.60
1.6
±1.60
160
180 ±1.02
2.04 ±0.80
1.6
±0.42
0.81
180
200 ±1.12
2.24 ±0.88
1.76 ±0.43
0.86
200
225 ±1.28
2.56 ±0.95
1.9
±0.47
0.93 ±1.80
±1.00
225
250 ±1.44
2.88 ±1.05
2.1
±0.51
1.02
250
±0.08
0.24 ±0.10
0.3
±0.12
0.4
±0.14
0.16 ±0.06
铸件公差等级
0.1 0.14 0.2 0.28 0.38 0.54 0.78 1.1 0.11 0.15 0.22 0.3 0.42 0.58 0.82 1.2 0.12 0.17 0.24 0.32 0.46 0.64 0.9 0.13 0.18 0.26 0.36 0.5 0.7 1 0.14 0.2 0.28 0.4 0.56 0.78 1.1 0.15 0.22 0.3 0.44 0.62 0.88 1.2 —— 0.24 0.34 0.5 0.72 —— —— —— 0.64 0.9 —— —— —— 0.72 —— —— —— 0.8 1 1.1 1 1.2 1.4 1.6 1.4 1.6 1.8 2 2.2 —— —— 0.4 0.56 0.78 1.1 1.3 1.4 1.6 1.8 2 2.2 2.6 2.8 3.2 3.8
压力铸造 熔模铸 造 水玻璃 硅溶胶
—— 7——9 4——6
—— 7——9 4——6
—— 7——9 4——6
—— —— ——
6——8 5——8 4——6
4——6 —— ——
4——7 5——8 4——6 7——9 4——6 7——9 4——6
摘自《熔模铸造手册》(中国铸造协会 编)第80页 表3-12 铸件尺寸公差值(GB/T6414-1986) 单位mm
铸件公差等级
毛坯铸件基本尺 寸(mm) 大于 10 16 25 40 63 100 160 250 400 630 1000 1600 2500 4000 6300 至 10 16 25 40 63 100 160 250 400 630 1000 1600 2500 4000 6300 10000 1 2 3 4 5 6 7 铸件公差等级 8 1 9 1.5 1.6 1.7 1.8 2 2.2 2.5 2.8 3.2 3.6 4 4.6 5.4 6.2 7 10 2 2.2 2.4 2.8 2.8 3.2 3.6 4 4.4 5 6 7 8 9 10 11 11 2.8 3 3.2 3.6 4 4.4 5 5.6 6.2 7 8 9 10 12 14 16 12 13 14 15 16 公差 硅溶胶 复合型 水玻璃 砂铸
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸件标准公差等级简介
2014-05-15
1. Om.铸件标准尺寸公差等级简介
铸件尺寸公差的代号为CT,公差等级分为16级,壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
2. 铸件标准尺寸公差等级表
各级公差基于不同基本尺寸段的数值具体见下表:
1. 3. 铸件标准公差等级与铸造工艺
铸件的标准公差等级与铸造工艺之间具有一定的相应关系,在实际生产过程中需要考虑不同的铸造工艺能够达到的铸件公差等级。
下表为大批量生产铸件的铸造工艺与公差等级之间的关系:
下表为小批量生产铸件的铸造工艺与公差等级之间的关系:
通常机座、端盖、轴承内外盖均为灰铸铁铸件,当采用砂型手工造型时,机座、端盖、轴承内外盖的配合面的铸造公差等级为CT10级,其他部位的尺寸公差等级为CT11级,工具件的尺寸公差等级为CT12级。
4. 铸件标准尺寸公差等级表的应用
在利用TruePlanning软件制造复杂度计算器时,如果涉及到铸造件的估算,可以根据铸件材料、铸件尺寸以及选用的铸造工艺类型,结合铸件尺寸公差等级表,初步判定铸件的精度值。
例如:小批量铸造基本尺寸为1200mm的铸钢零件,采用的工艺为手工砂型铸造(粘土砂),根据上表可知铸造零件的公差等级为CT13~CT15,此时根据铸件标准尺寸公差等级表可知最终零件的精度为18mm~29mm。