制衣厂全部工作流程(组图)
史上最全服装厂流程图2
设备还能用吗? NO
申请设备报废 设备科
YES
流程结束
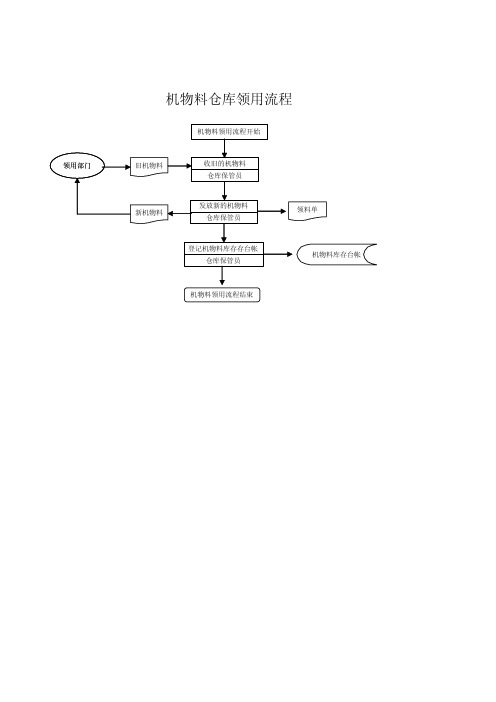
1.技术科存根 2.辅料仓库 3供应科
样板制作
所有尺码尺寸表
客户
排料图 唛架图
产品工艺单 后道工艺单
裁剪车间
款式工序工分表
样衣成本核算流程
样衣成本核算流程流程开始
打样面辅料耗用表
核算所有面料成本 技术助理
打样面辅料耗用表
核算所有辅料成本 技术助理
核算所有辅料成本 技术助理
核算样衣其他成本 业务员
核算样衣寄送成本 技术助理
汇总样衣成本 技术助理
打样成本分析 技术助理
面料出库价格 辅料出库价格
样衣成本核算单 分析报表
样衣成本核算流程结束
样衣成本核算流程开始
打样面辅料耗用表 打样面辅料耗用表
核算所有面料成本 技术助理
核算所有辅料成本 技术助理
核算所有面料成本 技术助理
核算所有面料成本 技术助理
核算样式其它成本 技术助理
办公室
YES
接收装箱单 业务员
提交装箱单 业务员
编制售货合同 办公室
流程结束
装箱单 装箱单
生产科 外贸公司
办理换证凭单 办公室
办理发票 办公室
办理报关单 办公室
办理核销单 办公室
是否有配额 YES 办理配额单
办公室
NO
提供委托单证 办公室 货运公司 报检报关 货运公司
结束报关流程
报关委托单 报验委托单
生产计划流程开始
业务科
生产计划流程开始
生产制造单
接生产制造单 生产科长
订单计划
车间生产负荷 (含外发)
服装工厂运作流程图
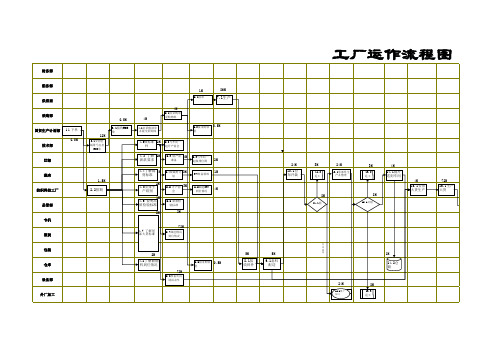
15.1.1:转款前班组长 需确保员工清晰新款品质 要求及相关信息; 15.1.2:班组长转款前 需对员工进行培训; 15.1.3:班组长需确保 所有物料全部到位方可安 排进行生产。 15.1.4:QC对首件需全 程跟进并对成品做品质检 查报告。
16.1.1:班组长 、现场IE及技术 工程师需对员工 的生产进行观 察,确保员工的 工艺准确,动作 符合动作学; 16.1.1:QC组长 需确保员工生产 的产品品质合格
8H
11.1.1:QC接收 裁剪完成信息; 11.1.2:QC完成 验片工作; 11.1.1:裁剪手 完成QC要求的返 工工作。
24H
12.1.1:烫压房 及碎料组接收裁 片; 12.1.2:烫压房 及碎料组完成裁 片的加工; 12.2.1:裁床外 发裁片; 12.2.2:加工商 完成加工工作。
8H
5.1.1:采购员完成 市场及供应商评估; 5.1:生产跟单员确 保产前会的顺利召 开,并确保技术资料 及相关信息交接完 成; 5.2:其它相关人员按 产前会做相关产前准 备。
6.2.1:采购员跟进 物料进度,并反馈 信息给相关部,确 保物料准时到位; 6.3.1:现场IE负责 完成工序编排及排 车图的制作; 6.5.1:生产跟单整 体跟进生产进度。
1H
10.1拉 布开裁
72H 16.1生产 大货
纺织科技工厂
2.2排期
5.5 开产前 会
3H
6.5跟进OTT 到位情况
4H
8H
品管部
1H 4.6 说明品 质检验标准
2H
8H
13.1.检验
15.1安排 大货生产
5.6 新款检 验标准
11.1验
2H
0.25H
专机
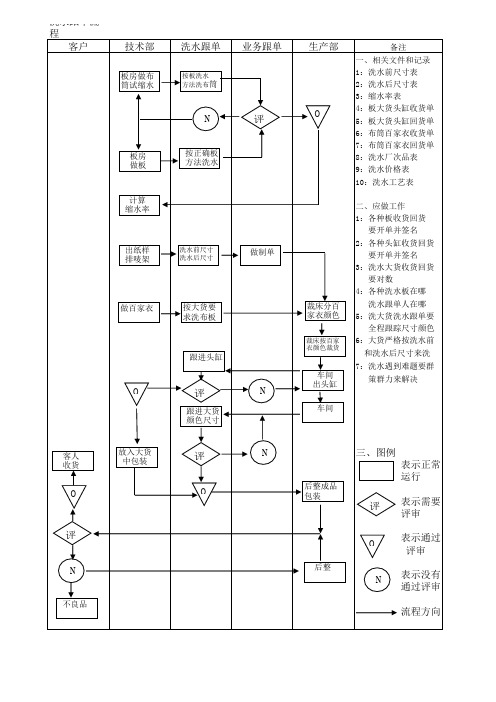
服装生产工艺流程图
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
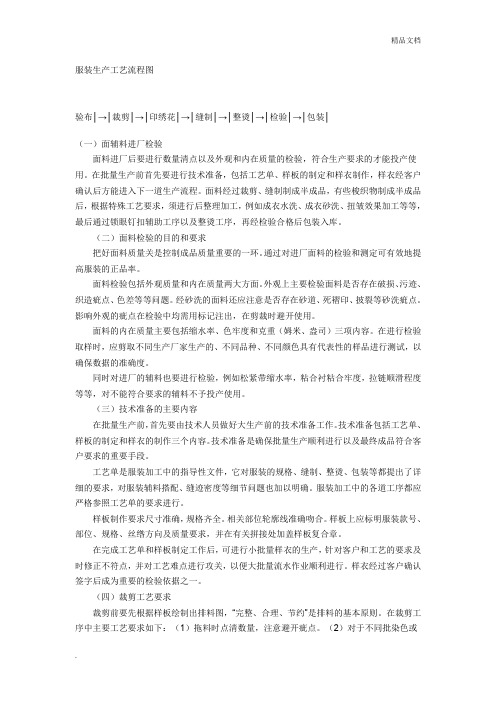
制衣厂生产流程图
客户
技术部
板房做布 筒试缩水Leabharlann 板房 做板计算 缩水率
出纸样 排唛架
做百家衣
O
客人 收货
放入大货 中包装
O
评 N
不良品
洗水跟单 业务跟单
按板洗水
方法洗布筒
N
评
按正确板 方法洗水
洗水前尺寸 洗水后尺寸
做制单
按大货要 求洗布板
跟进头缸
评
N
跟进大货 颜色尺寸
生产部 O
备注 一、相关文件和记录 1:洗水前尺寸表 2:洗水后尺寸表 3:缩水率表 4:板大货头缸收货单 5:板大货头缸回货单 6:布筒百家衣收货单 7:布筒百家衣回货单 8:洗水厂次品表 9:洗水价格表 10:洗水工艺表
车间
评
N
三、图例 表示正常
运行
O
后整成品 包装
评
表示需要 评审
O
表示通过 评审
后整
N 表示没有 通过评审
流程方向
裁床分百 家衣颜色
裁床按百家 衣颜色裁货
车间 出头缸
二、应做工作 1:各种板收货回货
要开单并签名 2:各种头缸收货回货
要开单并签名 3:洗水大货收货回货
要对数 4:各种洗水板在哪
洗水跟单人在哪 5:洗大货洗水跟单要
全程跟踪尺寸颜色 6:大货严格按洗水前
和洗水后尺寸来洗 7:洗水遇到难题要群
策群力来解决
服装生产工艺流程图(精)
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程.面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题.经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
制衣厂精益生产全流程图

收到合同
裁床(2H)
交客审核大货产前办
生产车间主管审核
收到客人大货产前板评 语
采购部订购 布料物料
计划部修改流程图 排车图
工厂QC
跟单部核对产前板
收船头办
生产计划部 制作排期表 生产经理审 批 连同布料卡 物料卡发到 车间
板房
生产计划部
洗水房
跟单
确认
物料到厂
大货产前会议 生产部制作产前会 议记录 裁床领布料、 唛架
布料到厂
制作布料物料卡 后部验针装箱 车间主管 仓库布料 检验
仓库物料检 验、洗水
客人QC查尾期
生产线准备物料、 人员、设备
裁床开裁
出货
车缝检验包装
车间总收发裁 片绣花、印花 供应商绣花、 印花 总收发检验绣 印花并配货 注:此全流程图,由样办开发到采购布料、物料到生产 、完成出货的流程图
大板会议
大板会议记录
计划部制作流程图 、排车图、平衡表 、首次生产预算计 划
制作跳码板纸样
板房做跳码板
跟单部及板房QC量度、 核对后交客人审核
客人审核跳码办并发出跳 码板评语
生产部(AD.样办)
跟单部整理资料(4H)
生产车间 主管 生产线组长制作量 度试产办
板房做产前板(4.5D)
布料用量
客人提供正 实大货订单 跟单部制作 排单表 跟单部确认 订单
样办跟单部整理资料4h生产车间主管板房做产前板45d客人提供正实大货订单收到合同裁床2h生产线组长制作量度试产办交客审核大货产前办跟单部制作跟单部确认订单生产车间主管审核收到客人大货产前板评采购部订购布料物料计划部修改流程图工厂qc跟单部核对产前板收船头办板房生产计划部生产计划部制作排期表确认物料到厂大货产前会议生产经理审布料到厂生产部制作产前会议记录连同布料卡物料卡发到车间后部验针装箱车间主管裁床领布料仓库布料检验仓库物料检客人qc查尾期生产线准备物料人员设备出货车缝检验包装车间总收发裁片绣花印花供应商绣花印花注
服装生产、服务流程
生产/服务流程银川市美之霖服饰有限公司目录服装技术工艺方案、生产流程..................... 错误!未定义书签。
“工业化”服装................................. 错误!未定义书签。
面辅料进厂检验................................. 错误!未定义书签。
技术准备的主要内容............................. 错误!未定义书签。
裁剪工艺要求................................... 错误!未定义书签。
缝制工艺....................................... 错误!未定义书签。
锁眼钉扣....................................... 错误!未定义书签。
整烫........................................... 错误!未定义书签。
成衣检验....................................... 错误!未定义书签。
包装入库....................................... 错误!未定义书签。
仓储、出运..................................... 错误!未定义书签。
服装技术工艺方案、生产流程(编号:MZL/04-1)服装的生产过程是一个对材料进行再创造的过程,现在早已不再是以个体裁缝的单件缝制作为唯一的生产形式,工业化批量生产是以流水作业的方式加工完成,服装各基本衣片和辅料经过预先确定的工序,最终加工为成衣。
工业化的服装生产是按照一定的工艺标准,通过规定的工序流程,将成批的面料加工成为消费者买后即可穿用的服装成品,因此从确认订单到最终完成交易、收回货款,都需要按照流程规定进行,以确保整个生产作业顺利进行。
生产车间服装生产总体作业流程图“工业化”服装(编号:MZL/04-2)成批生产的“工业化”服装,具有以下特点:1、利用专业科学知识进行标准化连续生产;2、有效利用人力、物力及各种专业化、机械化、自动化程度较高的设备,提高服装的生产效率及质量;3、服装的生产成本相对较低、价格适中。
服装生产工序流程PPT课件

男西服缝制工艺流程图
男西服的制作工艺步骤
(一)检查裁片 检查西服的部件是否齐全。 (二)验片 检查有无不合规格的样片,并按样板修改正 确或换片 (三)打线丁 1.前衣片 驳口线,缺嘴线,手巾袋位,前袖窿装袖对 档位,腰节线,大袋位,纽位,胸省线,底边线。 2.后衣片 背缝线,背高线,腰节线,背衩线,底边线。
3.开袋口 在两线中间剪开,袋口两端剪成三角形,注 意不能剪断缉线。 4.分烫缝头 将袋爿缝头与袋垫缝头分别烫分开缝。 5.固定袋爿和袋布 袋爿与袋垫布翻进,小片袋布与袋爿摆平, 沿分缝的缝份缉线一道,固定小袋布。再将下层 袋布放上,在正面袋垫缝份两面各缉0.1 cm清止 口。袋垫布下口扣光或拷边缉线固定在下袋布上。 6.兜缉袋布 将两层袋布摆平,兜缉一圈。 7.封袋口 将手巾袋爿两端摆正,三角捅入,车缉来回 针,缉线距袋爿止口0.15~0.2 cm。
(5)归烫肩头部位。衣片肩部靠近身体, 把腰节线折起,锁骨部位横直丝绺放直: ① 拔烫前横开领,向外肩方向抹大0.5~ 0.8 cm,同时将横领口斜丝略归。 ② 用熨斗将肩头横丝向下推弹,使肩缝呈 现凹势,将胖势推向胸部。 ③ 熨斗由袖窿处向外肩点顺势拔出,使外 肩点横丝略微上翘,使肩缝产生0.8~1 cm的回 势。 ④ 将胸高处胖势反复熨烫,使胸部横直丝 绺归烫顺直,胖势匀活。
(六)归拔 1.归拔前衣片 先将袋口处用黏合衬粘好,然后进行归拔。 (1)分烫省缝。把衣片止口一边面向自己 放平,分烫省缝。省尖处可插一根针,以防省尖 偏倒一边。分烫时在腰节处丝绺向止口推出 0.6~0.8 cm,并以腰节线为准向两边略拉伸。 分烫胁省时,两边丝绺放直,斜丝处不宜拉还。 (2)归拔前片。止口靠身边(里襟则相 反),将止口直丝推弹0.6~0.8 cm。熨斗从腰 节处向止口方向顺势拔出,然后顺门襟止口向底 边方向伸长。要求止口腰节处丝绺推弹烫平、烫 挺。熨斗反手向上,在胸围线处归烫驳口线,丝 绺向胸省尖处推归、推顺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产管理|图文破解制衣厂全部工作流程[组图]
很多人从学校出来后,不了解服装工厂的具体操作流程,在工作中常常遇到不少问题。
现在就让我们跟着摄像机来对服装加工厂的全部工作进行熟悉一遍吧。
制衣厂工作流程:第一章节
首先,制衣工厂的一些作业流程,最开始的原料就是布了,从布厂运回来的布放在仓库,得先经过验布。
这就是“验布机”。
关于验布,每间厂都会有一个标准,倘若超出这个标准,整批布都是拒收或要布商返工。
这就是“疵布图”。
验完布以后,质量OK的布匹,会送去蒸气机上面过气+松布,保持布区的稳定性,一些特殊的布料,倘若不经过72小时的松布时间,直接裁剪,做出来以后,尺寸偏差会很大,一般的布料,是平放24小时。
松布OK后,就可以裁剪了。
首先进行“电脑拉布”。
这就是“电脑裁床”。
布匹裁完以后,会有一个部门,专门负责,配片跟检查裁好的布是否有问题,倘若有问题,就直接检查出来,方便后面的工序。
查片部:查片后,有些工厂会有一个中烫部的,中烫部主要是烫一些半成品,跟一些烫朴。
这就是“烫朴机”,进行中烫半成品。
制衣厂工作流程:第二章节
倘若有车花的,一般都是先送去车花,看工序而定,有些是半成品送出去订珠,绣花,有些是车缝回来后,再拿去订珠,绣花的,给大伙大致看一下。
一件衣服配好片,半成品也弄好了,就可以送去车间开始车缝了。
这就是“电脑车花”。
这就是“订珠”,我这里拍的订珠,绣花,都是成品绣的。
这就是“拉捆条”,像现在多数的圆领T恤,都是直接拉捆条上去的。
这个可考技术了,倘若拉得不匀称,领子部位就会歪歪斜斜,这样子人家一打开衣服,看到这种货,都没有购买的欲望了。
这就是“平车”,这个好像没什么说的,最普通的车子,大家应该都知道,有些做工比较精细的,就会有要求,距离跟针数。
这就是“冚车”,学名又叫“绷缝车”,这个在很多地方都有用到,线迹为链式缝纫线迹。
该线迹多用于针织服装的滚领、滚边、摺边、绷缝、拼接缝和饰边等等,给大家看看做出来的衣服效果图。
这就是“锁边机”,南方叫及骨车,车布边防止散口用的。
制衣厂工作流程:第三章节
这就是“开钮门车”。
这是“开钮门车”开好的“纽眼”。
这就是“打钮车”。
这就是“中查”,每个组都得有一个专门负责查衫的人员,倘若有质量问题,能直接得到改善。
这就是“吹线机”,查完衣服,没有问题的衫,剪好线头后,送去吹线机,将线头吹掉。
吹完线后,前面的工作就已经算全部完成了,衣服也已经是成品了,但是这样出货行嘛?当然不行,经过这么多任务序,衣服肯定都已经皱巴巴的了。
进入下一个工序,烫衣,将衣服烫平整,并且还得符合客人的尺寸要求,所以一般烫好衫后,得查衫,度尺。
这就是“尾部车间”。
这就是“包装车间”的一部分,“挂吊牌”和“贴合格证”等,当确保到所有的衣服都没有质量问题,才会进入到包装区域,所有的质量问题都应该从这里得到改善。
这就是“包装好的成衣了”,再进行打包装箱,便可以往外发货了。
最后,经过众多人的共同努力,成衣来到了销售市场进行销售。
微服网同仁同时提议广大初涉社会的年轻同行,凡事都有个过程,从生手到熟手肯定要经过一番锤炼,才能成为行业的娇娇者;刚出来工作,最重要的是有一个谦逊好学的心态,加上辛勤工作,你就能够成为行业的资深人士了。
(全文完,本文有微服网服装知识频道整理编辑,图文来源请见出处标注。
)。