一种优化的数据采样法在开环数控系统中的应用_刘娟容
【CN109901382A】一种数字控制系统的规则采样PWM优化方法【专利】

(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910196776.8(22)申请日 2019.03.15(71)申请人 爱士惟新能源技术(江苏)有限公司地址 215011 江苏省苏州市高新区向阳路198号9号厂房(72)发明人 张勇 王进城 廖小俊 (74)专利代理机构 苏州创元专利商标事务所有限公司 32103代理人 孙仿卫 李萍(51)Int.Cl.G05B 11/28(2006.01)(54)发明名称一种数字控制系统的规则采样PWM优化方法(57)摘要本发明公开了一种数字控制系统的规则采样PWM优化方法,能够提高对调制波的逼近程度。
其包括:对正弦调制波和对称三角载波进行标幺化处理;对正弦调制波进行采样,获取正弦调制波的过零点位置或波形位置信息;对输出对称等距方波或对称三角载波的起始点进行时间同步标定;将AD采样起始触发时间点与对称等距方波的周期起始时间点同步;将AD采样周期Ts设定为方波周期的1/2n;进行AD采样,将获取到的AD采样数值换算成S(x );同时在进行AD采样的时间点,计算对称三角载波在该时间点对应的数值,记为H(x);对比H(x)与S(x),当H(x)<S(x)时,依据该时刻的S(x),计算获取时间T(A);当H(x)>S(x)时,依据该时刻的S(x),计算获取时间T(B);依据T(B)与T(A)计算计算PWM寄存器输入数值,输出占空比。
权利要求书2页 说明书4页 附图2页CN 109901382 A 2019.06.18C N 109901382A1.一种数字控制系统的规则采样PWM优化方法,其特征在于,包括如下步骤:A、对正弦调制波和对称三角载波进行标幺化处理;B、对正弦调制波进行采样,获取正弦调制波的过零点位置或波形位置信息;C、依据获取的所述信息对输出对称等距方波或对称三角载波的起始点进行时间同步标定;D、将AD采样起始触发时间点与对称等距方波的周期起始时间点同步;E、将AD采样周期Ts设定为方波周期的1/2n,其中n是整数;F、进行AD采样,将获取到的AD采样数值换算成S(x),x为整数;同时在进行AD采样的时间点,计算对称三角载波在该时间点对应的数值,记为H(x);G、对比H(x)与S(x),当H(x)<S(x)时,依据该时刻的S(x),计算获取时间T(A);当H(x)>S (x)时,依据该时刻的S(x),计算获取时间T(B);H、依据时间T(B)与T(A)计算PWM输出高电平时长T(on),并依据PWM输出高电平时长T (on)计算PWM寄存器输入数值,输出占空比。
【CN109799798A】一种应用于工业加工设备大数据集成采集系统及方法【专利】

( 12 )发明专利申请
(21)申请号 201910062955 .2
(22)申请日 2019 .01 .23
(71)申请人 上海智共荟智能科技有限公司 地址 201203 上海市浦东新区芳春路400号 1幢3层
(72)发明人 巢禹 丁凯 薛松 许荣 徐刚
系统及方法 ( 57 )摘要
本发明 公 开 了一 种应 用于工业 加工设 备大 数据集成采集系统及方法,该系统的输入端连接 多个数控机床、轧机、喷涂等设备,其输出端通过 专 用协 议 连 接 至 上 位 数 据 集 成 处 理 服 务 器 。其 中 ,本发明的大数据集成采集系统的 信号节点并 轨模块的输入端连接多个数控机床、轧机、喷涂 等设备,其输出端连接多样化硬件接入层接口 ; 多样化硬件接入层接口的输出端分别连接业务 数据整合模块、硬件接入节点规划模块、适配设 备采集节点模块 、设备硬件节点通讯检 测模块 ; 业务数据整合模块、硬件接入节点规划模块、适 配设备采集节点模块、设备硬件节点通讯检测模 块的输出端均连接至上位接口推送模块;上位接 口推送模块的输出端通过专用协议与上位数据 集成处理服务器相连接。
背景技术 [0002] 由于工业发展的历史原因,当前的一部分设备厂商类型众多,采集接口繁杂,另一 方面由于很多工业现场成本压力巨大,依旧存在大量的陈旧设备。所以在实际生产应用中, 对于数据采集应用困难重重,甚至很多设备都是出于全封闭状态,在客户眼中都是黑盒子, 无从下手。 [0003] 与此同时,随着通讯技术已经大量应用于工业体系中,所以在一些硬件厂家手中 已经诞生了一部分针对性设备数据的采集端。但是众所周知,在当今工业体系下,一些厂商 虽然也在几十年的发展过程中 ,已 经突破了一些技术禁锢 ,并且在市场份额中有了一席之 地 ,然而毕竟与先进的 专业硬件厂商差距甚大 ,特 别是大型的炼 钢设备 、喷 涂设备 、清洗设 备、熔铸设备等等 ,目前市场上绝大多数设备依旧需要从国外进口 ,以 及需要对其数据进行 采集。 [0004] 另外对于硬件厂家的采集盒子功能比较单一/或者绑定销售原则,并且由于行业 的垄断性,往往在使用过程中,需要厂家硬件的配套支持,在市场上的价格比较昂贵。
3--数据采样法
N
计算坐标增量 ΔX = -KY - K1X / 2; ΔY = KX - K1Y / 2; 计算动点坐标 X = X + ΔX ;Y = Y + ΔY N 终点 Y 结束
插补计算
●
插补计算和位置控制计算 位置控制周期TC 插补周期TS
位置控制计算 位置控制周期TC
二、插补周期与插补精度、进给速度之间的关系 在数据采样法直线插补过程中,给定轮廓本身就是直线,因此插补分 割后的微小直线段与给定直线在理论上是重合的,不存在插补误差问题。 在数据采样法圆弧插补过程中,一般采用内接弦线、切线或割线来逼 近圆弧,下面以弦线逼近法为例来进行分析。 最大经向误差
最后可得下一个动点Ni的坐标值
L X X X X Xe i 1 i i 1 i L L Y Y Y Y Y i i 1 i i 1 e L
L Xe Y e
2
2
K
L FT S L L
(二)实现方法 数据采样法插补直线的计算步骤如下。 ① 插补准备 完成一些插补常量( Δ L、L、K)的计算。 此项工作是为插补循环做准备,对于每段零件 轮廓仅执行一次。 ② 插补计算 完成一个插补周期所对应的坐标增量Δ Xi、 Δ Yi 以及动点坐标值(Xi,Yi)的计算。在每一个 插补周期中,都需要执行一次该部分的计算。 数据采样法插补计算的特点: 插补计算时所使用的起始点坐标、终点坐 标和动点坐标均为带有符号的代数值。这些坐 标值也不一定要转换成以脉冲当量为单位的整 数值。数据采样法所涉及到的坐标值都是带有 正、负符号的实际坐标值。
控制系统中的数据采集与处理技术

控制系统中的数据采集与处理技术数据采集与处理是现代控制系统中重要的环节,它涉及到对各种信号的获取、传输、解析和处理。
准确和高效的数据采集与处理技术可以有效地提高控制系统的性能和稳定性。
本文将介绍控制系统中常用的数据采集和处理技术及其应用。
一、模拟信号采集与处理技术在控制系统中,模拟信号是最常见的一种信号类型。
它可以是连续变化的电压、电流、温度等物理量。
模拟信号采集与处理技术主要用于对这些模拟信号进行采样、滤波和放大等处理。
1. 采样技术采样是指将连续时间的模拟信号转化为离散时间的数字信号。
常见的采样方式有脉冲采样和保持采样。
脉冲采样通过取样信号模拟模拟信号形成采样脉冲,保持采样则是通过开关电路将模拟信号保持在指定电平上。
2. 滤波技术滤波是为了去除模拟信号中的噪声和杂频,使得信号更加纯净和稳定。
常见的滤波方式有低通滤波、高通滤波和带通滤波等。
低通滤波器可以去除高频噪声,而高通滤波器可以去除低频噪声。
3. 放大技术模拟信号经过采样和滤波后,可能需要进行放大以适应后续的处理和控制任务。
放大可以使用运放等放大器件来实现,通过改变输入输出之间的电压关系,将模拟信号进行放大。
二、数字信号采集与处理技术随着计算机技术的发展,数字信号采集与处理技术在控制系统中得到广泛应用。
它通过模数转换器将模拟信号转换成数字信号,然后利用计算机进行进一步的处理。
1. 模数转换技术模数转换技术主要包括采样和量化两个步骤。
采样是指以一定的频率对模拟信号进行采样,量化则是将采样后的信号按照一定的精度进行数字化表示。
2. 数字信号处理技术数字信号处理技术可以对采集到的数字信号进行滤波、谱分析、重构等操作。
它包括离散时间信号处理和离散傅里叶变换等算法。
3. 压缩与传输技术数字信号可以通过压缩技术将其压缩成更小的数据量,以便于传输和存储。
常见的压缩技术有无损压缩和有损压缩。
传输技术包括串行传输和并行传输,以及网络传输等。
三、实时性与可靠性保证在控制系统中,数据采集与处理的实时性和可靠性是非常关键的。
工业自动化采样系统中的精度与可靠性优化

工业自动化采样系统中的精度与可靠性优化工业自动化采样系统是现代工业生产中不可或缺的关键设备之一。
它的精度和可靠性是确保生产过程稳定性和产品质量的重要指标。
本文将探讨如何优化工业自动化采样系统的精度与可靠性,提高生产效率和产品质量。
一、精度优化1. 传感器选择与校准:采样系统的精度主要依赖于传感器的准确性。
在选择传感器时,应根据采样需求和工作环境特点选用合适的传感器类型,如光电传感器、压力传感器等,并确保其准确度符合要求。
此外,定期对传感器进行校准,可以有效提高精度。
2. 采样器结构优化:采样器的结构设计直接影响到采样的精度。
应注重减小采样器的机械振动和杂散光干扰,防止误差的产生。
合理的结构设计和材料选择可以有效减小传感器的非线性和温度漂移等因素对采样结果的影响。
3. 采样算法与数据处理:在工业自动化采样系统中,采样算法和数据处理技术起着至关重要的作用。
优化采样算法可以提高精确度,例如采用滤波算法去除噪声,提高信噪比;采用合适的数据处理方法对采样数据进行校正和修正,降低误差。
二、可靠性优化1. 设备保养与维护:定期对采样系统进行保养和维护是确保其可靠性的重要措施。
包括定期更换易损件和润滑部件、清洁传感器和连接器等,确保设备的正常运行。
此外,定期检查和校验各个部件的工作状态,及时发现并解决问题。
2. 原材料选择与质量监控:采样系统的可靠性还与原材料的质量有关。
选择可靠的供应商和合格的原材料是确保采样系统工作正常的前提。
建立质量监控体系,对原材料进行严格把控和追溯,确保原材料的质量符合标准要求。
3. 故障诊断与预警:在采样系统中,故障的及时诊断和预警对提高可靠性至关重要。
通过安装故障检测装置和数据监测系统,实时监控设备运行状态,并建立相应的故障数据库和预警模型,及时发现并解决潜在故障。
三、精度与可靠性的综合优化除了以上具体的优化措施,还可以综合考虑精度和可靠性的优化,以实现更好的效果。
1. 数据集成与分析:通过数据集成和分析软件,将采样系统产生的数据与其他生产数据进行关联和分析,可以更好地监控采样系统的性能和工作状态,及时发现潜在问题并进行优化。
关于数据采样圆弧插补算法的研究
广泛采用数据采样插补。文章论述了数据采样插补算法的原理,分析了数据采样插补算法中的插补周期与位置控制 周期的关系及如何选择插补周期和位置控制周期,着重阐述了数据采样圆弧插补的算法及其精度分析。 关键词:数控系统 数据采样插补 插补周期
圆弧
精度
doi:10.3969/j.issn.1007-080X.2009.05.008
由e,的表达式得到幂级数的展开式为
e,一rco
s-8。=r{1—1一一(矿8/2)2+铲+...]}o
』8矿12)4=鲁3<<l,
4f 84
由于步距角6很小.则
过前加减速控制速度变化.以及可根据被插补曲线的曲率变化 进行进给速度的自适应控制等突出优点。此外.数据采样插补 和相关的加减速控制易于用软件实现。
和Y轴的进给量血和Ay。图中弦AB是圆弧插补时每周期的
进给步长l。AP是A点切线,M是弦的中点,OMtAB,ME上 AF,E为AF的中点。由此,圆心角有下列关系:
妒f+l=tp。+6。 △AOC—APAF. £AOC=LPAF=蛾。
段长度为△£(不考虑单位),△L=巩。
插补周期对系统稳定性没有影响.但对被加工轮廓的轨迹 精度有影响:而位置控制周期对系统稳定性和轮廓误差均有影 响。因此,选择只时主要从插补精度方面考虑,而选择瓦时则 从伺服系统的稳定性和动态跟踪误差两方面考虑。 一般情况下,插补周期贮越长,插补计算误差也越大,因 此.单从减少插补计算误差角度考虑,插补周期L应尽量选得 小一些。但另一方面.E也不能太短,由于CNC系统在进行轮 廓插补控制时.其CNC装置中CPU不仅要完成插补运算,还 必须处理一些其他任务,例如位置误差计算、显示、监控、I,0处 理等,因此,瓦不单是指CPU完成插补运算所需的时间,而且 还必须留出一部分时间用于执行其他相关的CNC任务。鉴于 此,要求插补周期Z必须大于插补运算时间和完成其他相关 任务所需时间之和。为保证一定的加工精度,CNC系统数据采 样法插补周期一般不大于20ITIs.使用较多的大都在10 m8左 右。例如美国AB公司的7360CNC系统中瓦=10.24ms,德国 SIEMENS一7CNC系统中L=8 ms。但随着CPU处理速度的提 高.为了获得更高的插补精度。插补周期也会越来越小。 3数据采样圆弧插补算法 圆弧插补的基本思想是在满足精度要求的前提下.用弦或 割线进给代替圆弧进给,即用直线逼近圆弧。由于圆弧是二次
第三节 数据采样法插补

T= nΔ TP
n=0,1,……
由于插补运算的输出是位置控制的输入,因此插 补周期最好是位置控制周期的整数倍。 例如,FANUC 7M系统的插补周期是8ms,而位置 控制周期是4ms。
二 、直接函数法
1.直线插补
设要加工右图所示直线 OE ,起点 在坐标原点O,终点为 E (Xe,Ye), 直线与X轴夹角为,则有:
Δ Xi
Y
E(Xe,Ye)
Δ Yi
cos ye / xe ye
2
2
α
O
直线插补
X
tan ye / xe
若已计算出轮廓步长,从而 求得本次插补周期内各坐标轴 进给量为:
xi l cos x x x i 1 i i yi 1 xi 1 tan yi yi 1 yi
第三节 数据采样法插补
采样是指由时间上连续信号取出不连续信号,对时间上连 续的信号进行采样,就是通过一个采样开关K(这个开关K每 隔一定的周期TC闭合一次)后,在采样开关的输出端形成一连 串的脉冲信号。这种把时间上连续的信号转变成时间上离散的 脉冲系列的过程称为采样过程,周期T叫采样周期。 计算机定时对坐标的实际位置进行采样,采样数据与指令位 置进行比较,得出位置误差用来控制电动机,使实际位置跟随 指令位置。对于给定的某个数控系统,插补周期Ts和采样周期 TC是固定的,通常Ts≥TC,一般要求Ts是TC的整数倍。
但ts也不能太短因为cnc系统在进行轮廓插补控制时其cnc装置中的cpu不仅要完成插补运算还必须处理一些其他任务如位置误差计算显示监控io处理等因此ts不单是指cpu完成插补运算所需的时间而且还必须留出一部分时间用于执行其他相关的cnc任务
数控技术
数据采样法圆弧插补的新算法(1)
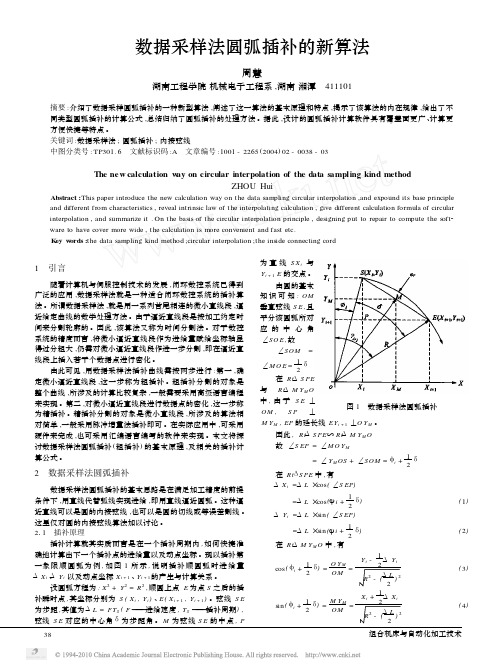
数据采样法圆弧插补的新算法周慧湖南工程学院机械电子工程系,湖南湘潭 411101摘要:介绍了数据采样圆弧插补的一种新型算法,阐述了这一算法的基本原理和特点,揭示了该算法的内在规律,给出了不同类型圆弧插补的计算公式,总结归纳了圆弧插补的处理方法。
据此,设计的圆弧插补计算软件具有覆盖面更广、计算更方便快捷等特点。
关键词:数据采样法;圆弧插补;内接弦线中图分类号:TP301.6 文献标识码:A 文章编号:1001-2265(2004)02-0038-03The new calculation w ay on circular interpolation of the data sampling kind methodZHOU HuiAbstract :This paper introduce the new calculation way on the data sampling circular interpolation ,and expound its base principle and different from characteristics ,reveal intrinsic law of the interpolating calculation ,give different calculation formula of circular interpolation ,and summarize it .On the basis of the circular interpolation principle ,designing put to repair to compute the soft 2ware to have cover more wide ,the calculation is more convenient and fast etc.K ey w ords :the data sampling kind method ;circular interpolation ;the inside connecting cord图1 数据采样法圆弧插补1 引言随着计算机与伺服控制技术的发展,闭环数控系统已得到广泛的应用,数据采样法就是一种适合闭环数控系统的插补算法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
。计算机技术的迅速发展, 大大缓解了插补
运算和计算复杂性的矛盾, 也为数据采样法应用于 [6 , 7 ] 。 现代数控系统 开环数控系统提供了有力条件 尤其是闭环和半闭环以直流或交流电机为执行机构 的位置采样控制系统通常采用数据采样法 。 传统的基于粗精二级插补和固定插补周期的数 据采样法 在插补中常出现位置增量无法整除脉 冲当量的情况, 此时部分位置增量被舍去, 产生舍入 。开 误差。被舍去的位置增量称为零头距离 环数控系统缺少位置反馈, 无法实时补偿输出零头 严重影响加工精度。 提出一种优化数据采样 距离, 法, 有效地解决零头距离问题, 提高了加工精度。这 一算法通过计算机程序来完成插补功能 , 结构简单, 灵活易变, 有效克服了脉冲增量插补算法的缺点 。 1 数据采样法原理
| Y ri | ≤ | ΔY i | , 若 | X ri | ≤ | ΔX i | , 则表示该插补 周期为最后一个插补周期。 否则, 继续进行下一个 插补周期。数据采样法插补流程如图 1 所示。
( 2) ( 3)
图1
数据采样法插补流程图
在单轴进给时, 精插补中产生的零头距离可以 通过终点判别增加插补周期来补偿输出 。但是在多 轴联动时, 插补中单轴的零头距离无法及时补偿输 出, 严重影响输出轨迹, 降低加工精度。
2
Guangzhou Mechanical Engineering Research Institute,Guangzhou 510700 )
Abstract: Sampleddata interpolation algorithm applied to openloop CNC ( computer numerical control ) has a problem of odd distance,which affects the machining system accuracy. In this paper,the causes and effects of odd distance are analyzed,and an optimized sampleddata interpolation algorithm is proposed. Odd distance is distributed into each interpolation cycle to compensate odd distance quickly. In addition,the speed of the optimized sampleddata interpolation algorithm is fast,and trajectory tracking error is less than the equivalent of a pulse. In order to evaluate the effect,the comparison of the traditional and optimized interpolation algorithm has been done through programming and experiment. The result shows that optimized interpolation can effectively solve the problem of low accuracy caused by odd distance through compensatory odd distance output,and thus greatly enhance the system accuracy. Key words: sampleddata interpolation algorithm; odd distance; CNC 根据插补计算输出的数值形式插补算法可分为 脉冲增量插补和数据采样插补。脉冲增量插补的特 点是数控装置在插补结束时向各个运动坐标轴输出 一个基准脉冲序列, 驱动各坐标轴进给电机的运动。 其算法简单, 通常仅需几次加法和移位操作就可完 成, 容易用硬件实现, 早期国内外开环数控系统均采
Application of an Optimized Sampleddata Interpolation Algorithm in Openloop CNC
Liu Juanrong1 ,Chen Zhangwei1 ,Li Nini2 ,Huang Jing1 ,Yao Yinghao1
( 1 The State Key Laboratory of Fluid Power Transmission and Control,Zhejiang University,Hangzhou 310027 ;
每进行一次插补运算, 输出一组位置增量, 同时 计算新的剩余量 X ri = X ri -1 - ΔXR i Y ri = Y ri -1 - ΔYR i ( 9) ( 10 )
数据采样法就是使用一系列首尾相连的微小直 线段来逼近给定曲线。由于这些线段是按一定的时 。 间周期来进行分割的, 所以也称为“时间分割法 ” 数据采样法分为粗插补和精插补两级结构 。 1. 1 粗插补 粗插补的任务是根据进给速度计算各轴在插补 周期内的位置增量。 设工作台在 XOY 平面内以速度 F 沿直线 OE Ye ) , 运动, 直线起点 O 为坐标原点, 终点为 E ( X e , 在 第 i 个插补周期 T 内的进给步长为 ΔL i = FT 则各坐标轴的进给位置增量值为 ΔL i X ΔX i = L e ΔY i = 式中: L 表示直线长度。 1. 2 精插补 粗插补中已经计算出各轴在插补周期内的位置 增量。精插补须将位置增量转化成输出脉冲, 并保 证脉冲均匀。 Y 两轴插补方式一致, 由于 X 、 故以 X 轴为例说 明精插补。假设 Pulunit 表示脉冲当量( 脉冲当量是 指每个单位脉冲对应坐标轴的位移大小 ) , ΔX i 表示 粗插补中计算出来第 i 个插补周期内的 X 轴位置增 ΔL i Y L e ( 1)
表1 插补 周期 X 坐标值 Y 坐标值 / mm 1 2 3 4 453 454 455 456 0 0. 065 0. 13 0. 195 29. 38 29. 445 29. 51 29. 575 / mm 0 0. 11 0. 22 0. 33 49. 72 49. 83 49. 94 50. 05 1 2 3 4 436 437 438 439 直线插补中部分输出坐标值列表 优化算法 插补 周期 X 坐标值 Y 坐标值 / mm 0 0. 065 0. 135 0. 205 / mm 0 0. 11 0. 225 0. 34
[1 ] 用这种方法 。硬件数控系统运算速度快, 但是电 路复杂, 并且调整和修改都相当困难, 缺乏柔性。而
收稿日期:2010 - 04 - 06 作者简介:刘娟容( 1984 - ) , 硕士研究生, 研究方向为嵌入式系统开 juanrongliu@ hotmail. com; 陈章位 ( 联 发、 信号分析与处理 , chenzw@ zju. edu. cn 系人) , 教授, 博士生导师,
[9 ~ 11 ] [8 ]
理想的情况下, ΔX i 整除 Pulunit, ΔXR i = ΔX i 。 在实际工程应用中, ΔX i 一般不能整除 Pulunit, 而 PulCount i 必须是整数。因此, PulCount i 等于 ΔX i 整 除以 Pulunit, 余数被舍去, 产生舍入误差。 在此情 况下 ΔX i 未能完全转化为脉冲输出, ΔX i 中 ΔX i - ΔXR i 部分被舍去。 被舍去的距离就是零头距离。 假设 ΔE i 表示第 i 个插补周期产生的零头距离。 ΔE i = ΔX i - ΔXR i 1. 3 ( 6) 终点判别 Y ri 为程序段中第 i 个插补周期尚未插补 设 X ri 、 输出的位置增量, 简称为剩余量, 初始值为 X r0 = X e Y r0 = Y e ( 7) ( 8)
2011 年 第 30 卷
8月 第8 期
机械科学与技术 Mechanical Science and Technology for Aerospace Engineering
August Vol. 30
2011 No. 8
一种优化的数据采样法在开环数控 系统中的应用
1 1 2 刘娟容 , 陈章位 , 李妮妮 , 黄 1 1 靖, 姚英豪
第8 期
刘娟容等: 一种优化的数据采样法在开环数控系统中的应用
1241
2
优化的数据采样法
3 3. 1
仿真与实验 仿真分析 [12 , 13 ] , 利用 Visual C + + 语言的友好编程界面
本文提出的优化算法采用新的方式补偿输出零 头距离, 这种方式的基本原理是将第 n 插补周期产 n + 2, n + 3, …, 生的零头距离分配到第 n + 1 , 插补 周期内补偿输出。以 X 轴为例, 步骤如下: 1 ) 每个插补周期计算所得位置增量与上个插 补周期的 零 头 距 离 相 加 作 为 新 的 位 置 增 量, 记为 ΔX i , 即 ΔX i = ΔX i + ΔE i -1 ( 11 ) 2 ) 计算该插补周期的输出脉冲个数 , 即 PulCount i = ? ΔX i / Pulunit」 ( 12 ) 3 ) 计算该插补周期的零头距离, 即 ΔE i = ΔX i + ΔE i -1 - PulCount i × Pulunit ( 13 ) 优化算法插补流程如图 2 所示。
编写插 补 程 序。 插 补 相 关 参 数 设 定: 插 补 周 期 为 8 ms, 电机驱动器细分数为 1 000 , 电机转一圈工作 台运行为 5 mm, 即脉冲当量为 0. 005 。 假设工作台轨迹为直线, 起点在工作台原点, 终 50 ) , 进给速度为 800 mm / min。 插补运算 点为( 30 , 后计算所得部分坐标值如表 1 。