马达制作工艺培训图解分解
螺杆马达部分 PPT课件
井下千米定向钻进装备与工艺
螺杆马达部分
煤炭科学研究总院西安研究院 研发中心
2020年4月7日
1
培训提纲
1 国内研究应用现状 2 螺杆马达与稳定组合钻具优缺点对比 3 螺杆马达结构原理 4 螺杆马达定向成孔工艺 5 螺杆马达定向钻进试验 6 螺杆马达使用注意事项 7 螺杆马达故障分析
113运输顺槽
1.5°
2-1分支孔
0°
1-2分支孔
1-3分支孔
113回风顺槽
2#主孔 1#主孔
1-1分支孔
25
3.3.5 传动轴总成
传动轴的作用是将马达的旋转动力传递给钻头,同时承受钻 压所产生的轴向和径向负荷。
较小口径定向钻进常采用硬质合金径向轴承和中间有一组推 力轴承的传动轴总成。
传动轴总成
26
缺点
不能控制钻孔方位角,倾角只能在 一定范围内调节,对设备机具能力 要求较高、钻工劳动强度相对较大
结构较为复杂、价格相对昂贵、 对钻工整体素质要求较高
应用范畴
定向精度要求不高的较稳定地层较 大口径长钻孔
定向精度较高的较稳定地层瓦 斯抽采长钻孔、地质异常条件 探测钻孔
7
3 螺杆马达结构原理
3.1
螺杆马达分类
低转速、大扭矩,适应于 较深孔和相对复杂地层定 向钻孔施工
启动泵量、泵压较高, 马达发热较为严重
进口73mm 螺杆马达
启动泵量、泵压较低,工 作性能稳定,便于操作掌 控,适用于一般定向钻孔 施工
排量范围较小、转速较 高、输出扭矩较低,较 深钻孔时钻具性能可能 会受限
两种类型螺杆马达性能对比
35
4 螺杆马达定向成孔工艺
39
电机人不得不看的电机绕组展开图,掌握电机人该懂的绕组嵌线工艺
电机人不得不看的电机绕组展开图,掌握电机人该懂的绕组嵌线工艺第一节、三相单层链式绕组嵌线工艺单层链式绕组由形状、几何尺寸和节距相同的线圈连接而成,整个外形如长链。
链式绕组的每个线圈节距相等并且制造方便;线圈端部连线较短并且省铜。
主要用于q=2的4、6、8极小型三相异步电动机。
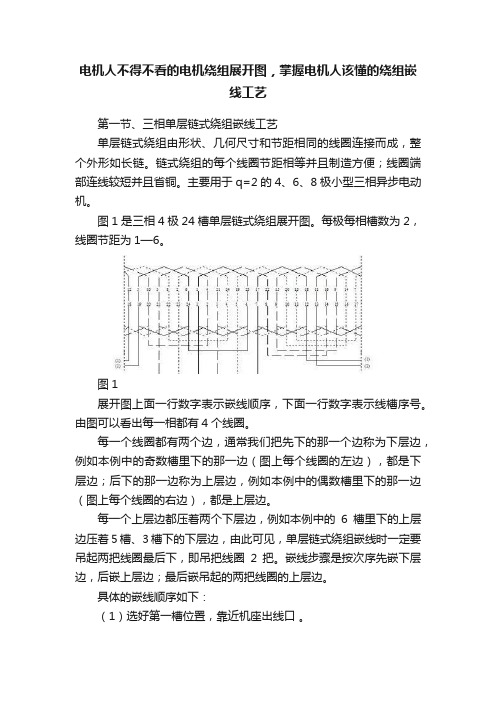
图1是三相4极24槽单层链式绕组展开图。
每极每相槽数为2,线圈节距为1—6。
图1展开图上面一行数字表示嵌线顺序,下面一行数字表示线槽序号。
由图可以看出每一相都有4个线圈。
每一个线圈都有两个边,通常我们把先下的那一个边称为下层边,例如本例中的奇数槽里下的那一边(图上每个线圈的左边),都是下层边;后下的那一边称为上层边,例如本例中的偶数槽里下的那一边(图上每个线圈的右边),都是上层边。
每一个上层边都压着两个下层边,例如本例中的6槽里下的上层边压着5槽、3槽下的下层边,由此可见,单层链式绕组嵌线时一定要吊起两把线圈最后下,即吊把线圈2把。
嵌线步骤是按次序先嵌下层边,后嵌上层边;最后嵌吊起的两把线圈的上层边。
具体的嵌线顺序如下:(1)选好第一槽位置,靠近机座出线口。
(2)嵌槽1(U相第一个线圈的下层边),上层边吊起。
(3)空一槽24,嵌23槽(W相第一个线圈的下层边),上层边吊起。
(4)再空一槽22,嵌21槽(V相第一个线圈的下层边),上层边按节距1—6压着1槽、23槽的下层边嵌入槽2。
(5)再空一槽20,嵌入19槽(U相第二个线圈的下层边),上层边按节距1—6压着23槽、21槽下层边嵌入24槽。
此线圈与本相第一个线圈的连接关系是上层边与上层边相连或下层边与下层边相连,即尾、尾或首、首相连。
(6)以后W、V相按空一槽嵌入一槽的次序,轮流将U、W、V 三相的4个线圈嵌完。
最后把吊把线圈两把嵌入,至此整个绕组全部嵌完。
单层链式绕组的嵌线规律是:嵌1槽,空1槽,吊2把线圈。
简称为“嵌1空1吊2”。
按此种方法嵌线,同相线圈之间的过桥线可不截断,连接时要注意翻把,使其首首相连、尾尾相连。
注塑机培训(马达,驱动器及油泵)
三:液压泵、阀、液压原理图符号 液压泵、 1:液压油泵有哪些类型?以及工作原理和特点 :液压油泵有哪些类型?
一:注塑机常识
问题5:注塑机系统有大致哪些吨位等级? 问题 注塑机系统有大致哪些吨位等级?吨位和流量的对应关 注塑机系统有大致哪些吨位等级 系如何? 系如何? 吨位等级: 吨位等级: 90T -----50l/min 120T -----66l/min 140T -----70l/min 160T -----82l/min 190T -----102l/min 260T -----146l/min 320T----180l/min 400T----220l/min 500T----240l/min 700T----360l/min 850T----450l/min
47P5E 7.5 31 23
4011E 11 41 35
4015E 15 50 45
4018F 18.5 60 50
4022F 22 74 65
4030F 30 100 80
4037A 37 125 100
4045A 45 140 127
4055A 55 185 150
二:马达与驱动器
安装空间与安装注意事项
二:马达与驱动器
14:菲仕马达有哪些规格? :菲仕马达有哪些规格
U1004,U1005,U1007,U1010,U1013是机座号,同一机座号有1500RPM,1700RPM 2000RPM.
二:马达与驱动器
15:如何读菲仕马达的型号? :如何读菲仕马达的型号? U1004F.15.3 U1004----机座号 机座号 15 3 -----转速表示 有15,17,20。表示 转速表示.有 , , 。表示1500,1700,2000. 转速表示 -----三相电机 三相电机
同步马达培训资料ppt课件

为了规范事业单位聘用关系,建立和 完善适 应社会 主义市 场经济 体制的 事业单 位工作 人员聘 用制度 ,保障 用人单 位和职 工的合 法权益
同步马达的应用与业绩
• 攀成钢轧机再加热炉上使用了JP-032S-FIO-N和 JP-032Q-FIO-N。在环境恶劣的情况下仍能保持很好的同 步精度(备件)。
质的预填充,齿轮式的则不需要。
为了规范事业单位聘用关系,建立和 完善适 应社会 主义市 场经济 体制的 事业单 位工作 人员聘 用制度 ,保障 用人单 位和职 工的合 法权益
同步马达的应用与业绩
• 冶金行业 • 港口பைடு நூலகம்业 • 工程机械行业 • 石油钻井行业
为了规范事业单位聘用关系,建立和 完善适 应社会 主义市 场经济 体制的 事业单 位工作 人员聘 用制度 ,保障 用人单 位和职 工的合 法权益
为了规范事业单位聘用关系,建立和 完善适 应社会 主义市 场经济 体制的 事业单 位工作 人员聘 用制度 ,保障 用人单 位和职 工的合 法权益
同步马达的使用原理
• 当油缸伸出时,由于同步的误差的存在,肯定有一个油缸 要首先到达终点,此时,通过溢流阀1溢流,保证剩余的 几条油缸全部到达终点,消除同步误差。
同步马达使用注意事项
• 同步马达要安装在平台上面,不要支脚安装放。 • 实现马达的补油功能,必须要在系统的回油管路中加一背
压阀。 • 同步马达在使用前,应将各出油口处的溢流阀的压力调节
到适当的值。 • 如果同步马达中的一腔不参加工作时,且不可将该腔堵死。
此时需要将不参加工作的腔放空。 • 柱塞式液压同步马达在工作前,需要通过泄漏油口进行介
电机制造工艺学(ppt33页).ppt

④ 对带有绝缘材料的部件,如定子、转子,换向 器和集电环等,机械加工时,使用切削掖,又要防 止切屑损伤绝缘材料。 ⑤ 对于导磁零部件,切削应力不应过大,以免降 低导磁性能和增大铁耗。 ⑥ 对于叠片铁心,机械加工时应防止倒齿。根据 电机的电磁性能要求,定子铁心内圆应尽量避免机 械加工。
光止口方案——定于铁心内、外圆不进行机械加工,压入 机座后,以铁心内圆定位精车机座止口。其特点是以精车 止口消防机座加工、铁心制造和装配所产生的误差,从而 达到所要求的同轴度。因此,定子的同轴度主要取决于精 车止口时所用胀胎工具的精度和定位误差。在机座零件加 工时,对止口与内圆的同轴度和精度可放低些,有利于采 用组合机床或自动线加工;但多一道光止口工序,以致多 占用一次机床。
单件工艺费用为:
全年工艺费用为:
第一章 电机零部件的机械加工
第一节 电机零部件机械加工的一般问题
一、电机零部件的互换性 在成批生产和大量生产的零部件中,不经过选择和 修配,任意取出一个同样规格的零件或部件,就能顺 利地装配到产品上去,并能保证产品的质量。这种同 样规格的零件或部件可以相互替换使用的性质,称为 零件或部件的互换性。
三、工艺尺寸链 一个零件或一个装配体,都有由若干彼此连接的尺寸组
成一个封闭的尺寸组,这种封闭的尺寸组称为尺寸链,在 零件加工过程中所遇到的尺寸链,称为工艺尺寸链。
在尺寸链中,每个尺寸都称为环,其中必有一个尺寸依 附于其他尺寸而最后形成
四、电机零部件机械加工的特点 电机零部件机械加工时所采用的机床和切削刀具与一般
马达生产工艺员工培训教程(共3)
马达生产工艺员工培训教程(共3)马达生产工艺员工培训教程(共3)一、前言马达作为现代工业生产中不可或缺的核心部件,其生产工艺的精湛程度直接影响到马达的性能和寿命。
为了提高员工的专业技能和综合素质,本教程将详细介绍马达生产工艺的各个环节,帮助员工熟练掌握生产技能,提高生产效率,确保产品质量。
二、马达生产工艺概述1. 马达的定义与分类马达,即电动机,是一种将电能转换为机械能的装置。
根据工作电源类型,可分为直流电动机和交流电动机;根据结构及工作原理,可分为同步电动机、异步电动机和直线电动机等。
2. 马达生产工艺流程三、马达生产工艺员工培训教程(共3)本次培训教程分为三个部分,分别针对设计、加工和装配环节进行详细讲解。
第一部分:设计环节1. 设计要求设计环节是马达生产工艺的首要环节,要求员工具备扎实的理论基础和丰富的实践经验。
在设计过程中,需充分考虑马达的性能、结构、工艺性和成本等因素。
2. 设计步骤(1)明确马达的技术参数,如功率、转速、电压、电流等;(2)选择合适的马达类型和结构形式;(3)进行电磁设计和热设计,确保马达在正常工作条件下的性能和寿命;(4)绘制零件图和装配图,明确各零部件的尺寸、形状和位置关系;(5)编制工艺文件,包括工艺流程、工艺参数、检验标准等。
第二部分:加工环节1. 加工要求加工环节是马达生产工艺的核心环节,要求员工具备较高的操作技能和责任心。
在加工过程中,需严格控制尺寸、形状、位置精度和表面质量,确保零部件的互换性和可靠性。
2. 加工步骤(1)进行毛坯制备,如铸造、锻造、冲压等;(2)进行机械加工,如车、铣、磨、钻等;(3)进行热处理,如正火、淬火、回火等;(4)进行表面处理,如镀锌、喷漆、阳极氧化等;(5)进行检验,确保零部件符合设计要求。
第三部分:装配环节1. 装配要求装配环节是马达生产工艺的关键环节,要求员工具备严谨的工作态度和熟练的操作技能。
在装配过程中,需确保各零部件的清洁、完好和正确装配,以保证马达的性能和寿命。
马达制作工艺培训图解
第四节:马达常用术语
气隙: 马达装配后,定子内孔与转子外圆之间的间隙
爬电距离: 定子线圈与不带电金属之间的最小距离。 爬电距离过小会造成马达漏电,故视马达功率 大小,对爬电距离的要求也不同。
接地电阻(Ω): 马达地线引出端与机壳之间的电阻值。
绝缘试验: Hi-pot测试,规定电压、时间下,泄漏电流;匝 间耐压试验,采用脉冲比较法测量,测试定子 与标准定子绕组上进行波形对比。
马达制作工艺培训图解
第一节:马达基本分类
3. 马达分类
按起动方法不同,单相电动机可分为
五类。
•小功电动机
• • • • •
分
电
罩
串
推
相
容
极
激
拆
式
式
式
式
式
电
电
电
电
电
动
动
动
动
动
机
机
机
机
机
马达制作工艺培训图解
第二节:基本结构
1. 单相感应电动机结构 马达主要由固定部分(定子组件、前
后端盖、机壳),转动部分(转子组件) 组成。
马达制作工艺培训图解
第三节:马达工作原理
单相电动机的工作原理 当绕组中通入单相交流电流后,产生
一个强弱和正负不断变化的交变脉动磁场。 这磁场没有旋转性质,不能使转子自行, 但用外力使转子往任一方向稍作转动,转 子便会按外力方向继续旋转,并逐步提高 转速,达到稳定运行状态。
为解决不能自行起动 ,设计各种起动 方法:罩极、分相、电容、串激、推斥。
文名叫“MOTOR”,即“马达”。 反之,把机械能变成电能的,叫发电
机。
马达制作工艺培训图解
马达基础知识_分解
下面以金骏力马达为例,说明一下马达型号各部分代表的 含义
金骏力 DC马达编号模式简介 How does our codes mean?
公 司 代 号 ,G 代 表 金骏力公司 电刷类型 P,T,B: 铜刷 S: 贵重金属刷 C: 碳刷 系列号 Code # for magnet size length or housing 线圈匝数 240代表240匝 漆包线线径 12: Ø0.12mm
每个后轮的输出扭力要达到约 T=r*F/2=2.55*417/2=532g.cm 根据具体尺寸布 局及经验值,牙比估算在1:8左右,则马达的扭 短矩需要约66g 左右。要达到24KPH的速度,马 达转速要达要约20000rpm.根据I=P/U=20。 46/9.6=2.1A.则马达达到24KPH时速时速,电流 约2。1A。根据这些参数,我们不难在 360/370/380等3系列马达中根据性比找出我们要 求的马达。
已知车的重量包电池760+160=920g,后轮驱动, 比例1/18。要求全速时达到24KPH,车轮半径为 2。55CM,设计由起动到全速的距离为5M,用9。 6V NICD电供电。试为此遥控车选择合适的牙比 及MOTOR。
根据动能定理,由于起始速为0,故动能为 E=1/2MV² 0=1/2*0.92*6.67*6.67=20.46KGm² /s² =20.46N.M F=E/L=20.46/5=4.09N=4.09/9.8=0.417KG=T/r
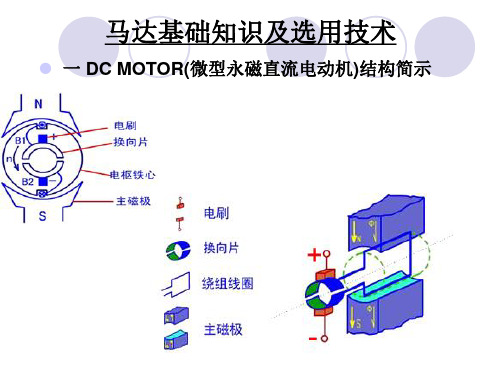
实用中的直流马达转子上的绕组也不是由一个线圈构成,同样是 由多个线圈连接而成,以减少电动机电磁转矩的波动,绕组形式 同发电机。
将直流马达的工作原理归结如下: 将直流电源通过电刷接通电枢绕组,使电枢导体 有电流流过。 马达内部有磁场存在即磁石本身产生的磁场。 载流的转子(即电枢)导体将受到电磁力 f 的作 用 f=Blia (左手定则:大拇指指向为电动势方向,其 它四指则为磁场方向即MOTOR旋转方向) 所有导体产生的电磁力作用于转子,使转子以 n(转/分)旋转,以便拖动机械负载。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
嵌线
第二节:定子生产
接引线、铆接
包扎、定位
第二节:定子生产
预整形
绑线
第二节:定子生产
预整形
检查
第三节:马达装配
转子端盖组件
第三节:马达装配
机壳定子组件
第三节:马达装配
装配打螺丝
第三节:马达装配
外部件装配
第三节:马达装配
负载测试
1 2
主相绕线 WI-2COMP-205 主相套线 WI-2COMP-210
副相绕线 WI-2COMP-215 副相套线 WI-2COMP-220
第二节:工 艺文件示例
16 定子返修 WI-2COMP-290
定子入槽绝缘片 WI-2COMP-225 嵌线 6 WI-2COMP-230 预整形 7 WI-2COMP-235 挑线、理线 8 WI-2COMP-240 非引线端绑线 9 WI-2COMP-245 接线铆压 10 WI-2COMP-250 套套管,包扎 11 WI-2COMP-255 引线端绑线 12 WI-2COMP-260 涨形 13 注:视整形效果, WI-2COMP-265 决定是否涨形 二次整形 14 WI-2COMP-270 NO 检查引线长度、看外观、检旗规 QC OK WI-2COMP-275 NO 定子综合测试 QC OK WI-2COMP-280 浸绝缘漆 15 WI-2COMP-285 To Motor Assembly 转装配 5
第一节:马达基本分类
2. 小功率电动机 按国标准,小功率电动机指,折算至 1500RPM(转/分钟)时,连续功率不超 过1.1KW的电动机。 称驱动微电机,或分马力电动机。 泛应用于家用工业生产设备、手提动 工具、生活用具和家庭电器中。 我公司生产的属小功率单相电动机。
第一节:马达基本分类
3. 马达分类 按起动方法不同,单相电动机可分为 五类。 小功电动机
FILE No.:FC-2COMP-ST-C48H2EC11C3 Prepared by:谢万蛟 Oct 12, 04 Checked by: 2 COMP Approved by:
Motor Process Flow Chart C48H2EC11C3
3 4
Edition:00 Page:1 of 2 Issued:
第四节:马达常用术语
最大转矩: 马达在最大负荷下运行时,所输出的转矩 输入功率: 马达在额定条件下运行时,由电源输入到电机 的功率。 输出功率: 马达在额定条件下运行时,由电机向外输出的 功率。 由于热损、铁损、机械损耗,输入功率总大于 输出功率。
第四节:马达常用术语
效率: 马达在额定条件下运行时,输出功率与输入功 率的比值。 温升: 马达在额定负载下,马达工作温度与环境温度 之差。 温升高,则马达绕组绝缘材料老化快,绝缘性 能下降,会发生绝缘击穿,造成马达内部短路。
第三章: 出口产品生产简介
第一节:配套部生产 第二节:定子生产 第三节:马达装配
出口马达生产
第一节:配套部生产
1. 转子生产
轴芯磷化
转子粗精车
第一节:配套部生产
1. 转子生产
转子热套
压轴承等
第一节:配套部生产
2. 端盖生产
车削
注毛毡泥
第二节:定子生产
绕线
套线
第二节:定子生产
打槽绝缘片
分 相 式 电 动 机
电 容 式 电 动 机
罩 极 式 电 动 机
串 激 式 电 动 机
推 拆 式 电 动 机
第二节:基本结构
1. 单相感应电动机结构 马达主要由固定部分(定子组件、前 后端盖、机壳),转动部分(转子组件) 组成。 单相感应电动机的结构和三相感应电 动机相似。除了串激式和推斥式外,其余 各类型单相电动机的转子均为鼠笼式,不 同的是定子绕组采用单绕组,绕组可分为 分布式: 马达在规定的的条件下运行时,定子绕组所加 电压。 额定电流(A): 马达输出额定功率时,定子电路中所流过的电 流。 额定转速(RPM): 马达在额定条件下运行时,在单位时间内转子 转动的速度。
第四节:马达常用术语
额定频率(Hz): 马达在规定的条件下运行时,所接受电源的频 率。 起动电压: 马达起动时,施加给定子绕组的最小电压。 起动电流: 马达起动瞬间,定子绕组所流过的电流。 起动力矩(N.m): 马达接通电源后,转子未转瞬间,转子所产生 的转矩
第一节:工艺文件体系
2. TS Dept. 工艺文件编码规则
FC-2COMP-ST-C48C05A06
序列号: 工序:
定子组件/ST(Stator)
装配/AS(Assemble) 机加/MC(Machine) 马达类别:如2舱泵马达/2COMP 工艺类别: 工艺流程/FC(Flow chart) 操作指引/WI(Work Instruction) 排拉/LL(Line layout)
第二章: 生产工艺
•第一节:工艺文件体系 •第二节:工艺文件示例 •第三节:工艺要求
第一节:工艺文件体系
1. 现有基本工艺文件体系 TS Dept. 目前工艺文件大致包含: PE类:工艺流程、操作指引、排拉 IE类:工时、产能等 另外:英文工艺文件,如PROCESS SPEC PS- ( SN)。
员工培训教程
马达生产工艺
编制: 审核: 主讲:
目录
• • • • • • • • • • 第一章: 马达简介 第一节:马达基本分类 第二节:马达基本结构 第三节:马达工作原理 第四节:马达常用术语 第二章:生产工艺 第一节:工艺文件体系 第二节:工艺文件示例 第三节:工艺要求 第三章:出口产品生产简介 第一节:配套部生产 第二节:定子生产 第三节:马达装配
第四节:马达常用术语
气隙: 马达装配后,定子内孔与转子外圆之间的间隙 爬电距离: 定子线圈与不带电金属之间的最小距离。 爬电距离过小会造成马达漏电,故视马达功率 大小,对爬电距离的要求也不同。 接地电阻(Ω): 马达地线引出端与机壳之间的电阻值。 绝缘试验: Hi-pot测试,规定电压、时间下,泄漏电流;匝 间耐压试验,采用脉冲比较法测量,测试定子 与标准定子绕组上进行波形对比。
第三节:工艺要求
1. 物料标识 来 料:物料编号、检验合格记录等; 半成品:物料编号、检验合格记录等; 次 品:次品分类标识、分类存放。 2. 生产检查 自检:对上线物料及自己操作进行检查 互检:下工序对上工序进行检查 巡检:首检、抽检等 3. 生产操作 调机:对自己使用的设备、工装、检具调整 操作:动作标准,取消不必要动作 质量意识:清楚自己工位的品质要求,按品质要求操作
第三节:马达工作原理
单相电动机的工作原理 当绕组中通入单相交流电流后,产生 一个强弱和正负不断变化的交变脉动磁场。 这磁场没有旋转性质,不能使转子自行, 但用外力使转子往任一方向稍作转动,转 子便会按外力方向继续旋转,并逐步提高 转速,达到稳定运行状态。 为解决不能自行起动 ,设计各种起动 方法:罩极、分相、电容、串激、推斥。
第二节:基本结构
2. 定子组件 定子组件由定子芯片 、 定子绕组部分组成。
第二节:基本结构
3. 端盖、机壳 主要用来连接定子、转子,并通过端盖固定。 一般为铸铝或钢板结构:铸铝端盖常有加强筋或 装饰筋;钢板端盖用1.5—2.5mm厚的薄钢板拉伸 而成。
第二节:基本结构
4. 转子组件 包括转子芯片、铸铝转子、转轴等:用0.5mm 厚的硅钢冲片,采用压铸或离心浇铸成鼠笼式转 子,并采用转轴滚花或热套工艺,把铸铝转子套 在转轴上而成的。
第一章: 马达简介
• • • • 第一节:马达基本分类 第二节:马达基本结构 第三节:马达工作原理 第四节:马达常用术语
第一节:马达基本分类
1. 什么叫马达 利用电磁感应原理,进行能量转换的 电磁装置,叫电机。 把电能变成机械能的,叫电动机,英 文名叫“MOTOR”,即“马达”。 反之,把机械能变成电能的,叫发电 机。