并条工艺设计
并条工艺设计
并条工艺设计并条工艺设计一、分析原料特点和成纱质量要求纯棉普梳40S 纱(筒子纱,针织用纱)CD14.6tex原料特点:CD14.6tex 针织用纱 二、工艺参数的计算和设定 ⑴输出速度计算 ① 压辊输出线速度Vmin)/(26.36915010002006014.314701014.3min)/(13m D D d n m V m =⨯⨯⨯⨯=⨯⨯⨯=-② 压辊输出转速压nmin)/(19601502001470min)/n 1r D D n r m =⨯=⨯=(压 ⑵半熟条,熟条定量设计半熟条,熟条定量设计结合并条总牵伸和末道牵伸分配考虑。
为提高纤维伸直平行度,采用顺牵伸,考虑头道并和数为6根,故采用6倍左右的牵伸,末道采用8根并和,8倍左右牵伸。
所纺纱线为14.6tex ,其梳棉生条干定量为20g/5m ① 头道半熟条 设定干定重为20g/5m ,则()()tex N t 43401000%5.81520=⨯+⨯÷=实际回潮率为7.0%,则()m G 5/g 4.21%0.7120=+⨯=湿② 末道熟条 设定干定量为19g/5m,则()()tex N t 41231000%5.81519=⨯+⨯÷=实际回潮率为7.0%,则()m G 5/g 33.20%0.7119=+⨯=湿⑶牵伸计算① 头道并条牵伸设计倍输出半熟条干定量并和数喂入生条干定量实620620=⨯=⨯=E总牵伸E (机械牵伸)指紧压罗拉(压辊)与导条罗拉间的牵伸,可计算如下:5066038435132361860766166706336183142831428⨯⨯⨯⨯=⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯=Z Z Z Z Z Z Z Z Z Z E 倍牵伸区牵伸'E 指前罗拉与后罗拉间的牵伸,可计算如下:31423142'23869294351243576616670632145)(Z Z Z Z Z Z Z Z E ⨯⨯⨯=⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯=倍主牵伸1e (前区牵伸)指前罗拉与第二罗拉之间的牵伸,按下式计算:565617422.4392735387645(Z ZZ Z e ⨯=⨯⨯⨯⨯⨯⨯=倍)后区牵伸2e 指第二罗拉与第三罗拉之间的牵伸63145224.5033(e Z Z Z Z Z Z ⨯⨯⨯⨯⨯==主牵伸牵伸区牵伸倍)前张力牵伸3e 指小压辊与前罗拉之间的牵伸,对于FA306型并条机,是一个固定不变的值,可计算如下:倍0175.1453860293=⨯⨯=e 对于FA306型并条机,其算式为:7739837.494541605329e Z Z =⨯⨯⨯⨯=ⅰ牵伸变换齿轮计算:选择牵伸配合率为1.02,头道并条机的机械牵伸倍牵伸配合率实机12.602.16=⨯=⨯=E E若前张力牵伸3e 取1、02倍,后张力牵伸4e 取1.02倍,则牵伸区牵伸倍88.502.102.112.6'=⨯=E对于FA306型并条机,3142'23869Z Z Z Z E ⨯⨯⨯=则牵伸变换对牙倍倍,则前区牵伸初选后区牵伸,则轻重牙取冠牙取即42.372.188.5e 72.1275412288.54423869222386912281.05444811.0751.0238692712288.5238692512288.5238692'1214'3412121234'12=====⨯⨯⨯=⨯⨯⨯====≤≤⨯⨯≤≤⨯⨯⨯⨯=E e e Z Z E Z Z Z Z Z Z Z Z Z Z E Z Z倍后区牵伸倍前区牵伸,修正得:取由68.153275412271444.503354.371537422.4746.07153721.07422.442.37422.47422.4392735387645215615656561=⨯⨯⨯⨯⨯==⨯======∴⨯=⨯⨯⨯⨯⨯⨯=e e Z Z e Z Z Z ZZ Z e② 二道并条牵伸计算:倍输出半熟条干定量并和数喂入生条干定量实42.819820=⨯=⨯=E倍牵伸配合率实机504.801.142.8=⨯=⨯=E E选配合率为1.01,则牵伸区牵伸倍17.802.102.1504.8'=⨯=Eⅰ牵伸变换齿轮计算:FA306型并条机的牵伸区牵伸3142'23869Z Z Z Z E ⨯⨯⨯=则牵伸变换对牙倍倍,则前区牵伸初选后区牵伸,则轻重牙取冠牙取即28.63.117.8e 72.1275412288.54423869222386912213.1465213.104.1238692712288.5238692512288.5238692'1214'3412121234'12=====⨯⨯⨯=⨯⨯⨯====≤≤⨯⨯≤≤⨯⨯⨯⨯=E e e Z Z E Z Z Z Z Z Z Z Z Z Z E Z Z⑷产量计算 ㈠头道并条机()[]()[]h kg G G h N V G t 台时间效率台理定理57.169%8869.192kg 69.19210001000434037060210001000602=⨯=⨯==⨯⨯⨯⨯=⨯⨯⨯⨯=㈡二道并条机()[]()[]h kg G G h N V G t 台时间效率台理定理09.161%8806.183kg 06.18310001000412337060210001000602=⨯=⨯==⨯⨯⨯⨯=⨯⨯⨯⨯=并条工艺单纱线品种:C D14.6texK。
并条工艺设计范文

并条工艺设计范文工艺设计是指为了完成其中一特定产品的生产任务,结合实际生产情况,综合考虑生产工序、设备、工人素质以及安全等因素,对工艺流程进行优化、规划和设计的过程。
本文将结合实际情况,以并条工艺设计为例,详细介绍并条工艺设计的内容、步骤及相关要点。
1.工艺设计的内容(1)工艺流程设计:确定从原料到成品的整个生产过程,并规划各工序之间的关系和顺序。
(2)工艺参数设定:确定各工序的操作参数,如温度、压力等,以确保产品质量和生产效率。
(3)设备选型:根据工艺需求和生产能力确定所需设备的规格和型号,并进行布局设计。
(4)物料选配:根据产品的要求和工艺流程,选取合适的原料和辅助材料,并进行配比。
(5)工时评估:估计每个工序的生产周期和所需工时,确定总体的生产周期和产能。
2.工艺设计的步骤(1)调研和分析:了解产品的市场需求和技术特点,收集相关资料,并对现有工艺进行分析,找出问题和改进点。
(2)工艺流程设计:确定整体的工艺流程和工序间的关系,进行流程图的绘制。
(3)工艺参数设定:根据产品和工艺要求,确定各工序的操作参数,如温度、时间、速度等。
(4)设备选型:根据工艺流程和产能要求,选定适合的设备,并进行布置和调整。
(5)物料选配:根据产品要求和工艺流程,选择合适的原料和辅助材料,并确定配比比例。
(6)工时评估:根据每个工序的操作步骤、生产能力和工人素质,估计每个工序所需的工时和产能。
(7)优化调整:针对可能存在的问题和改进点,进行调整和优化,确保工艺流程的顺畅和产品质量的稳定。
(8)方案评审:将设计好的工艺方案提交给相关部门进行评审,并根据反馈进行修改和改进。
(9)实施和跟踪:根据最终确定的工艺方案,组织实施,并及时跟踪和调整,确保产品达到预期效果。
3.工艺设计的要点(1)安全性:考虑工艺过程中的安全隐患和防范措施,确保操作人员和生产设备的安全。
(2)可操作性:考虑工艺过程的实际操作情况和工人素质,合理安排操作步骤和设备布局。
并条工艺设计

并条工艺设计1、并条机的工艺参数重点包括以下几个方面A、罗拉隔距B、后牵伸倍数C、压力棒高低D、前罗拉速度E、并合数、并条道数、两道并条的牵伸分配F、质量控制标准设置G、其它(压力、喇叭口口径、张力牵伸等)2、并条工艺设计的目标A、纤维得到良好的伸直、条干均匀度得到改善、原料得到充分混和、满足后道生产.B、纱疵很少产生。
C、较高生产效率.3、并条罗拉隔距的设置决定罗拉隔距大小的主要因素是牵伸力,它首先与纤维的长度有密切关系,另外与原料的细度、整齐度、喂入品的定量、纤维的卷曲及牵伸倍数等有关。
罗拉隔距的大小最终通过试验确定生产棉纤维时罗拉隔距参考纤维长度分布图确定A、牵伸隔距依照下列方案确定:①、主牵伸隔距=最长纤维长度②、主牵伸隔距=1%最长纤维长度+(2~3)mm③、主牵伸隔距=2.5%最长纤维长度+(9~10)mm④、其他影响因素伸(直度差、后牵伸大、短绒高、定量轻,隔距应偏小设定)B、并条后牵伸隔距依照下列方案确定①最长纤维长度。
②在主牵伸隔距基础上+(4~8)。
③后牵伸隔距设置还须考虑后牵伸倍数、纤维整齐度、条子定量等因素。
(牵伸倍数大、短绒高、定量轻,隔距应偏小设定)C、最长纤维长度及2.5%纤维长度与手扯长度的近似关系①、最长纤维长度约为手扯长度+14mm。
②、2.5%纤维长度约为手扯长度+8mm。
4、并条后区牵伸的设置并条后区牵伸其作用是为伸直纤维做准备、为前区牵伸做准备.后区牵伸倍数的确定根据原料情况,长度、长度整齐度、半制品纤维伸直情况、并条的道数、条子定量、罗拉隔距等确定.必须注意的是小的后区牵伸倍数的选择必须考虑设备状态.后区牵伸倍数确定原则①、纤维长度越大、越一致,牵伸倍数可以越大。
②、纤维长度越短、越不一致,牵伸倍数必须越小.③、原料越卷曲,后区牵伸倍数必须越大。
④、道数越多,后区牵伸倍数必须越小。
5、并条道数A、精梳后单并是发展方向,但必须在一定的基础上实施。
①、具有短片段自调匀整的并条机。
3并条工艺设计

四、随机叠合原理
两根不均匀的条子A和B相遇有九种情况
A
B
并合后结果
1. 粗 2. 粗 3. 粗
细 粗 适中
适中→改善 粗→改善 粗→改善
4. 细
细
细→改善
5. 细
粗
适中→改善
6. 细
适中
细→改善
7. 适中 8. 适中 9. 适中
细 粗 适中
细→改善 粗→改善 适中→不变
调节环 直径
mm
适纺 品种
Ф12 (红)
棉
Ф13 (黄)
棉
Ф14 Ф15 Ф16 (蓝) (绿) (白)
棉或 化纤 化纤或
化纤混纺
混纺头并
另:上托式摆臂长短决定上托高度,摆臂长短有三种, 分别用于棉、棉型化纤及混纺、中长化纤及混纺。
八、FA306并条机传动
1、传动系统
1、传动系统
FA306并条机传动图
(7)定量适当↘→粗纱条干改善
2、熟条定量
细纱线密度tex 7.5以下 9-13 13-19 20-30 32以上
熟条定量g/5m 13以下 13-17 15-20 17-22 20-25
五 集合选择
1、喇叭口分普通式和压缩式两种。
喇叭口孔径经验公式:孔径(mm)= c g干
孔径过大起不到压缩效果,过小意外伸长堵喇叭口。 压缩喇叭口的C值=0.6~0.65 ,普通喇叭口的C值
②握持距的确定
3/3压力棒 4/4压力棒 3/4曲线牵伸 曲线牵伸 曲线牵伸
握 前区 LP+(5~10) LP +(4~8) LP +(3~5)
持 距
中区
并条工艺设计

4、牵伸配置 1)总牵伸:接近并合数,为并合数的0.9-1.2倍,特 纱大于粗特纱。可结合前后工序的定量和牵伸机构的 能力综合考虑合理配置。 2)各道并条机的牵伸分配: 头道并条机喂入的生条纤维排列紊乱,前弯钩居多, 大牵伸时,虽可促使纤维伸直平行、分离度提高,但 对消除前弯钩效果不明显;二道并条机喂入条的内在 结构已有较大改善,且纤维中后弯钩居多,可用较大 牵伸消除后弯钩,但对条干均匀度不利。
并条工艺设计
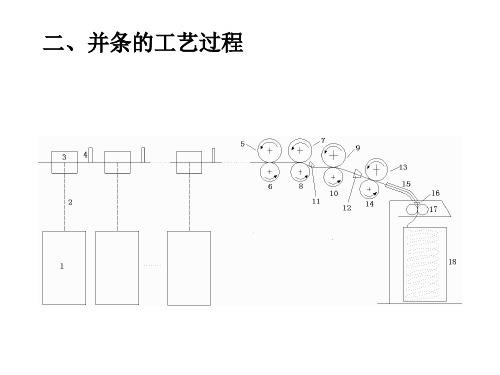
一、并条工序作用 (1)并合(均匀、混合); (2)伸直平行; (3)牵伸拉细。
二、并条机的发展 1、机型 国产: 沈阳宏大纺机公司的FA302、FA306、FA326、FA327、 FJ1321、FJ1329等, 湖北天门纺机的FA317、FA319, 陕西宝成纺机的FA311F、FA313、FA322, 中航石家庄飞机制造公司纺机公司的FA312、FJ1312, 上海纺机总厂的FA316。
2、特点 (1)速度从500-700-1000m/min。 (2)牵伸形式为压力棒曲线牵伸,双区牵伸,中区 接近为1的固定牵伸,防止打滑,加强握持,另外起 到稳定和整理作用。 (3)输出导向辊利于高速条子换向。 (4)重加压、强控制,广泛采用弹簧和气动加压。 (5)自动换筒、自动清洁系统、自调匀整、在线检 测与控制,在线调节罗拉隔距等。 Nhomakorabea
单眼高速并条:沈阳宏大纺机公司的JWF1301,湖北天门纺机 的FA381,陕西宝成纺机的FA382,上海纺机总厂的CB100、 JWF1301、FA381高速单眼并条机. 国外: 瑞士立达RSB-D30、RSB-D35、SB-D10、 RSB-D30C、RSB-D35C 德国特吕茨勒尔HSR1000、TD03 意大利马佐里UNIMAXR、UNIMAX、UOMAXR、DUOMAX 梳并联:特吕茨勒尔、立达集成并条机IDF。
第四章并条 含并条机的牵伸型式和工艺配置等(特制教育)
前弯钩纤维的伸直条件:
弯钩变速
FAi FRi
主体不变速 F'Ai F'Ri
行业学习
46
后弯钩纤维的伸直条件:
主体变速 F'Ai F'Ri 弯钩不变速 FAi F'Ri
在罗拉牵伸区中加强后部摩擦 力界强度,有利于伸直纤维。
行业学习
47
(三)伸直过程的延续时间
(1)引导力与控制力的定义
引导力:以前罗拉速度运动的快速纤
维作用于牵伸区内某一根浮游纤维整个长
度上的力。
控制力:以后罗拉速度运动的慢速纤
维作用于牵伸区内某一根浮游纤维整个长
度上的力。
(2)影响引导力和控制力的因素——影响
纤维变速
①牵伸区内纤维的数量分布
②摩擦力界强度分布
③纤维长度及整齐行业学度习
26
(1)合理选择工艺参数 (2)严格控制接批原棉的性质差异,
减少因原料引起的牵伸力波动。
行业学习
38
2、牵伸力的调整 (1)原料变化:合理调整工艺参数 (2)出现须条在钳口下打滑,出硬头
的现象: 减小牵伸力:增大罗拉隔距增大后区牵伸倍数。 (来自)牵伸附加不匀增加:加强对纤维运
动的控制,实施紧隔距,重加压。
1、定义:牵伸倍数表示须条被抽长 拉细的程度。
2、总牵伸和部分牵伸
牵伸分配: 根据工艺要求分配各部分牵伸的大小
行业学习
17
E1 V2 /V1;E2 V3 /V2;E3 V4 /V3 E总 V4 /V1
很显然: E总 E1 E2 E3 E4
行业学习
18
(三)机械牵伸和实际牵伸 实际牵伸:考虑牵伸过程中的飞花散 失、罗拉滑溜、意外伸长、 加捻捻缩等因素而获得的实 际牵伸值
并条机工艺及操作常见问题解决办法
并条机工艺及操作常见问题解决办法并条机有两个重要的作用,一是实现条子的并合作用,由并合促进混合,二是实现对条子的清洁作用。
条子的并合作用实现了条子内部纤维的均匀分布,提高了纤维的伸直平行度,同时并条机吸风装置可以减少条子中的杂质和短绒。
因而日常使用及维护保养过程中,必须保证并条这两个方面作用的充分发挥。
1 牵伸工艺设置原则(1)头并合根数宜少不宜多,总牵伸倍数宜小不宜大,预并的后区牵伸倍数宜大不宜小,建议预并在5根并合时,后区牵伸倍数控制在1.7-1.8倍。
(2)预并的后区握持距宜大不宜小,建议罗拉握持距在纤维长度的基础上适当增加12-20mm,保证纤维伸直平行效果。
(3)末并的后区牵伸倍数宜小不宜大,前区牵伸倍数宜大不宜小,前区牵伸倍数越大,后弯钩伸直效果越好,为使前区牵伸倍数尽可能大,后区的牵伸倍数就应减小。
一般后区牵伸倍数在1.15-1.2间,以便集中前区一次牵伸。
使用自调匀整并条机采用六根并合时,建议后区牵伸控制在1.16倍左右。
2 常见问题及解决办法常见的问题是自调匀整参数设置不合理,比如粗节报警门限偏松,造成A%极差太大,粗节数量较多,或者参数设置不一致,比如同一台车的两眼匀整点相差较大。
每天对并条机监测及记录的指标进行统计分析,一旦发现监测指标出现异常波动,要及时查找分析原因。
同品种工艺参数不一致,甚至同机台两眼工艺参数不一致,是影响匀整效果的常见原因之一,也是造成并条机出现匀整报警的原因之一。
在使用自调匀整并条机的时候,往往会出现匀整报警,造成匀整报警的原因是多方面的,建议在生产过程中注意以下几点:(1)自调匀整位移传感器及凹凸罗拉的基准电压值要保证准确无误。
(2)自调匀整并条机匀整长度、匀整强度、低速匀整设置等要合理,每2周要进行一次标定,保证以上参数能够满足原料、温湿度等生产条件变化的要求。
(3)A%、CV%以及粗节报警值设置要合理,建议根据试验室测试结果,结合并条机监控结果进行设置和调整。
第6章并条
(二)牵伸区内各类纤维的数 量分布 N1(X)是前钳口握持的纤维数 量分布曲线,N2(X) 是后钳 口握持的纤维数量分布曲线。 快速纤维曲线k(X)和慢速纤维 曲线K(X),总的纤维数量则 为:N(x)=k(x)+K(x),
(三)控制力和引导力 1、引导力FA 引导力--以前罗拉速度运动的快速纤维作用于浮 游纤维上的力 设P(x)为截面X-X处的压应力,则有:
为使牵伸时纤维运动稳定,必须使FB、FA稳定。即纤维 数量A(x)、B(x)稳定,摩擦力界强度分布稳定形状合 理,纤维性能稳定。
(四)牵伸力与握持力 1、牵伸力 在牵伸过程中以前罗拉速度运动的快速纤维从以后罗 拉速度运动的慢速纤维中抽出时,克服所受到的摩擦 力的总和。 牵伸力fd=μ P(x)A(x)Δ x[B(x)/N(x)]。 w B ( x) 所以: P ( x ) N ( x ) A ( x ) dx Fd = 0 w---最长纤维长度, μ P(x)---纤维在X处单位长度上所受到的摩擦阻力, N(x)=A(x)+B(x), 可见:(1)Fd与A(x)、B(x)、N(x)有关(数量); (2)Fd与μ 、l有关(纤维性能); (3)Fd与P(x)有关(摩擦力界)。
(二)实际情况下(欠伸)变速点分布与纱条不匀 如果纤维在不同点变速,使产生移距偏差。 (1)若A纤维变速点在X1-X1处, B纤维变速点在X2-X2处。 在A变速后,B仍以V2前进到X2-X2 其所需的时间:t=(α +x)/V2。 t时间内A前进的距离S, S=α 1+x=V1t=V1*(α +x)/V2=E(α +x) 经牵伸后,A、B两纤维头端移距为α 1=S-x。 ∴α 1=α E+x(E-1)=E(α +x)-x=Eα +x(E-1)。 (2)如A在X2-X2处,B在X1-X1处变速, 则:α 1=α E-x(E-1)。 综合:α 1=α E±x(E-1)。 X-开始变速的位置偏差, Δ α = x(E-1) ---移距偏差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
并条工艺设计
一、分析原料特点和成纱质量要求
纯棉普梳40S 纱(筒子纱,针织用纱)CD14.6tex 原料特点:CD14.6tex 针织用纱 二、工艺参数的计算和设定 ⑴输出速度计算 ① 压辊输出线速度V
min)/(26.369150
1000200
6014.314701014.3min)/(13m D D d n m V m =⨯⨯⨯⨯=⨯⨯⨯=-
② 压辊输出转速压n
min)/(1960150
2001470min)/n 1r D D n r m =⨯=⨯
=(压 ⑵半熟条,熟条定量设计
半熟条,熟条定量设计结合并条总牵伸和末道牵伸分配考虑。
为提高纤维伸直平行度,采用顺牵伸,考虑头道并和数为6根,故采用6倍左右的牵伸,末道采用8根并和,8倍左右牵伸。
所纺纱线为14.6tex ,其梳棉生条干定量为20g/5m ① 头道半熟条 设定干定重为20g/5m ,则
()()tex N t 43401000%5.81520=⨯+⨯÷=
实际回潮率为7.0%,则
()m G 5/g 4.21%0.7120=+⨯=湿
② 末道熟条 设定干定量为19g/5m,则
()()tex N t 41231000%5.81519=⨯+⨯÷=
实际回潮率为7.0%,则
()m G 5/g 33.20%0.7119=+⨯=湿
⑶牵伸计算
① 头道并条牵伸设计
倍输出半熟条干定量并和数喂入生条干定量实620
6
20=⨯=⨯=
E
总牵伸E (机械牵伸)指紧压罗拉(压辊)与导条罗拉间的牵伸,可计算如下:
5066038435132361860766166706336183
142
831428⨯⨯⨯⨯=⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯=
Z Z Z Z Z Z Z Z Z Z E 倍
牵伸区牵伸'E 指前罗拉与后罗拉间的牵伸,可计算如下:
3
142
3142'23869294351243576616670632145)(Z Z Z Z Z Z Z Z E ⨯⨯⨯=⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯=
倍
主牵伸1e (前区牵伸)指前罗拉与第二罗拉之间的牵伸,按下式计算:
5
65617422.4392735387645(Z Z
Z Z e ⨯=⨯⨯⨯⨯⨯⨯=
倍)
后区牵伸2e 指第二罗拉与第三罗拉之间的牵伸
6
3145224.5033(e Z Z Z Z Z Z ⨯⨯⨯⨯⨯==
主牵伸牵伸区牵伸
倍)
前张力牵伸3e 指小压辊与前罗拉之间的牵伸,对于FA306型并条机,是一个固定不变的值,可计算如下:
倍0175.145
3860
293=⨯⨯=
e 对于FA306型并条机,其算式为:
7
739837
.494541605329e Z Z =⨯⨯⨯⨯=
ⅰ牵伸变换齿轮计算:
选择牵伸配合率为1.02,头道并条机的机械牵伸
倍牵伸配合率实机12.602.16=⨯=⨯=E E
若前张力牵伸3e 取1、02倍,后张力牵伸4e 取1.02倍,则牵伸区牵伸
倍88.502
.102.112
.6'=⨯=
E
对于FA306型并条机,3
142
'23869Z Z Z Z E ⨯⨯⨯=
则牵伸变换对牙
倍
倍,则前区牵伸初选后区牵伸,则轻重牙取冠牙取即
42.372
.188.5e 72.127
54
12288.544
23869222386912281
.05444
811.0751.023869
27
12288.5238692512288.5238692'1214'341
2
12
123
4'12=====⨯⨯⨯=⨯⨯⨯=
===≤≤⨯⨯≤
≤⨯⨯⨯⨯=E e e Z Z E Z Z Z Z Z Z Z Z Z Z E Z Z
倍
后区牵伸倍前区牵伸,修正得:
取
由68.153
275412271
444.503354.371
53
7422.4746.071
53
721.07422.442.37422.47422.4392735387645215
6
1565
6
561=⨯⨯⨯⨯⨯==⨯
======∴
⨯=⨯⨯⨯⨯⨯⨯=e e Z Z e Z Z Z Z
Z Z e
㈡二道并条机
()[]()[]
h kg G G h N V G t 台
时间效率台
理定理09.161%8806.183kg 06.183100010004123
37060210001000602=⨯=⨯==⨯⨯⨯⨯=⨯⨯⨯⨯=
并条工艺单
纱线品种:C D14.6texK。