钢结构超声波探伤检测报告.doc
钢结构焊缝超声波探伤自检报告(样本)

对接焊缝
GLJ-5
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-6
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-7
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-8
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-9
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-10
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-11
○UI
无
二级
合格
对接焊缝
GLJ-18
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-19
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-20
●NI
○RI
○UI
无
二级
合格
对接焊缝
注:NI-无记录缺陷 RI-有应记录缺陷 UI-需返工缺陷
某某工程
焊缝自检报告
(探伤自检报告)
编号:UT2023-12-02
编制:
审核:
GZJ-2
●NI
○RI
○UI
无
二级
合格
对接焊缝
GZJ-3
●NI
○RI
○UI
无
二级
合格
对接焊缝
GZJ-4
●NI
○RI
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
钢结构超声波探伤报告

钢结构超声波探伤报告一、背景介绍。
钢结构在建筑、桥梁、船舶等领域中得到广泛应用,而超声波探伤技术作为一种非破坏性检测方法,被广泛用于钢结构的质量检测和缺陷评估。
本报告旨在对某钢结构进行超声波探伤检测,并对检测结果进行分析和评估,为钢结构的安全运行提供可靠的技术支持。
二、超声波探伤仪器和方法。
本次超声波探伤采用的仪器为XX型超声波探伤仪,工作频率为5MHz,采用脉冲回波法进行检测。
探伤方法为直接接触法,探头与被测材料表面紧密接触,通过超声波的传播和回波信号的接收来检测材料内部的缺陷情况。
三、检测结果分析。
在本次超声波探伤中,共检测到钢结构中的几类缺陷,包括气孔、夹杂、裂纹等。
通过对回波信号的分析和处理,我们得到了缺陷的位置、形状、大小等信息,并对其进行了评估。
根据评估结果,对于一些较大的缺陷,我们建议进行修补处理,以确保钢结构的安全运行。
四、缺陷评估和建议。
针对本次检测中所发现的缺陷,我们进行了详细的评估,并提出了相应的处理建议。
对于气孔和夹杂等小型缺陷,我们建议进行局部修补处理,以防止其扩大和影响结构的使用寿命。
对于裂纹等较大型的缺陷,我们建议进行焊接或更换受损部位,以确保结构的安全性和稳定性。
五、结论。
通过本次超声波探伤检测,我们对钢结构的内部缺陷进行了全面的评估和分析,为钢结构的安全运行提供了重要的技术支持。
针对检测结果,我们提出了相应的处理建议,以确保钢结构的安全性和稳定性。
希望本报告能为相关部门和单位提供参考,为钢结构的维护和管理提供技术支持。
六、参考文献。
1. XXX. 超声波探伤技术及应用[M]. 北京,机械工业出版社,2018.2. XXX. 钢结构检测技术手册[M]. 上海,上海科学技术出版社,2019.七、致谢。
在本次超声波探伤检测过程中,感谢相关部门和单位的支持和配合,也感谢参与检测工作的各位工作人员的辛勤付出。
同时也感谢各位专家学者对本次检测工作的指导和帮助。
超声波探伤报告3

审核人员:
技术资格:
UT级
技术资格:
UT级
检测日期:
审核日期:
GB50205-2001《钢结构工程施工及ቤተ መጻሕፍቲ ባይዱ收规范》
抽样情况
样本数量
件
抽样比例
探伤数量
件
检验范围
探伤检测位置示意图
探伤结果及返修情况
工件编号
检验长度
显示情况
一次返修缺陷编号
二次返修缺陷编号
说明:
NI:无应记录缺陷
RI:有应记录缺陷
UI:有应返修记录
●NI ○RI ○UI
评定结果
按探伤结果,制弯工件评定为II级。
北京博邦重工机械有限公司
超声波探伤报告
编号:BJB/CX-D5.4.11.3
被检工件特性
工程名称
塔型、件号
工件名称
厚度
材质
坡口型式
接头型式
弯曲
焊接方法
热处理状况
探伤时机
检测设备
仪器型号
探头
试块
耦合剂
检测规范
技术等级
探头K值
探头频率
检测灵敏度
验收标准
GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分析》
钢结构探伤三级检测报告(一)

钢结构探伤三级检测报告(一)
钢结构探伤三级检测报告
1. 检测目的
•确定钢结构中的缺陷类型和位置
•评估钢结构的健康状况
•提供钢结构修复和维护的依据
2. 检测方法
•使用超声波检测技术进行钢结构探伤
•采用手持式超声波仪器对钢结构进行逐点扫描3. 检测范围
•对钢结构主梁、支撑柱和连接件等部位进行检测•检测范围包括外部表面和内部构件
4. 检测结果
缺陷类型
•检测结果显示钢结构存在以下缺陷类型:
–疲劳裂缝
–腐蚀
–焊接缺陷
缺陷位置
•缺陷位置如下:
–主梁:
•第1号主梁上存在疲劳裂缝
•第3号主梁上存在腐蚀
–支撑柱:
•第2号支撑柱存在焊接缺陷
•第5号支撑柱存在腐蚀
–连接件:
•第4号连接件存在疲劳裂缝缺陷程度评估
•缺陷程度评估结果如下:
–疲劳裂缝:2级
–腐蚀:1级
–焊接缺陷:3级
5. 建议修复措施
•根据检测结果,提出如下修复措施:
–对疲劳裂缝进行修补和加固
–清除腐蚀部分并进行防腐处理
–修复焊接缺陷或更换受影响的连接件
6. 检测结论
•综合检测结果和修复措施建议,得出以下结论:
–钢结构存在多个缺陷类型和位置
–部分缺陷已达到较高程度,需要及时修复
–修复后的钢结构可以恢复健康状况,确保结构的安全性和可靠性
以上是钢结构探伤三级检测报告的内容,如有任何疑问或需要进一步详细信息,请及时联系相关专业人员。
超声波探伤报告

表 C6-12
资料编号
Nx-0102
试验编号
ZBXD-L-0910-0288
委托编号
ZBXD-L-0910-0288
工程名称及部位
宁夏沃林机械制造有限公司二期组装车间
委托单位
银川永成伟业轻钢彩板有限公司
试验委托人
刘继培
构件名称
钢梁
检测部位
对接全熔透焊缝
材 质
Q235B
板厚(mm)
8,12
于收到报告起十五日内向检测单位提出,逾期未提出异议的,视为认可本检测报告。未经允许,不
得复印报告,报告复印件无红章无效。
超声波探伤记录
表 C6-13
资料编号
Nx-0102
试验编号
ZBXD-L-0910-0289
工程名称
宁夏沃林机械制造有限公司二期组装车间
委托编号
ZBXD-L-0910-0289
施工单位
银川永成伟业轻钢彩板有限公司
检测单位
中博兴达(北京)工程检测技术有限责任公司
焊缝编号
(两侧)
板厚
(mm)
折射角
(度)
回波
高度
X
(mm)
D
(mm)
Z
(mm)
L
(mm)
级别
评定
结果
备注
68
-
-
-
-
-
Ⅰ
合格
8
68
Ⅱ
0-8
4
0
5
Ⅱ
合格
68
-
-
-
-
-
Ⅰ
合格
12
68
Ⅱ
0-5
3
钢结构超声波探伤报告
钢结构超声波探伤报告一、引言。
钢结构在工程中扮演着重要的角色,而其安全性和可靠性对于工程的稳定运行至关重要。
超声波探伤作为一种非破坏性检测技术,被广泛应用于钢结构的质量检测和缺陷评估中。
本报告旨在对某钢结构进行超声波探伤检测,并对检测结果进行分析和总结,为钢结构的安全运行提供参考依据。
二、检测对象及方法。
本次超声波探伤检测的对象为某钢结构,检测方法采用了常规的超声波探伤技术。
具体操作步骤为,首先,利用超声波探伤仪器对钢结构进行扫描,获取超声波信号数据;然后,对数据进行分析和处理,识别出可能存在的缺陷和问题;最后,根据分析结果进行评估和判定。
三、检测结果分析。
经过超声波探伤检测,我们发现了钢结构中一些可能存在的缺陷和问题。
具体包括,局部腐蚀、焊接接头质量不佳、疲劳裂纹等。
这些问题可能会对钢结构的强度和稳定性产生影响,需要及时采取相应的修复和加固措施。
四、问题解决建议。
针对上述发现的问题,我们建议采取以下措施进行修复和加固,对于局部腐蚀,应及时清理并进行防腐处理;对于焊接接头质量不佳,应重新进行焊接或加固处理;对于疲劳裂纹,应进行局部补强或更换受损部位。
同时,还需要对整个钢结构进行全面的安全评估和监测,确保其在运行过程中的安全性和可靠性。
五、总结。
通过本次钢结构超声波探伤检测,我们发现了一些存在的问题,并提出了相应的解决建议。
超声波探伤技术作为一种有效的非破坏性检测手段,对于钢结构的质量评估和安全监测具有重要意义。
希望本报告能为相关部门和工程人员提供参考,促进钢结构的安全运行和可靠性保障。
六、致谢。
在本次超声波探伤检测过程中,得到了相关部门和工程人员的大力支持和配合,在此表示诚挚的感谢。
七、参考文献。
[1] 超声波探伤技术在钢结构检测中的应用,XX杂志,20XX年。
[2] 钢结构安全监测与评估手册,XX出版社,20XX年。
以上为钢结构超声波探伤报告内容,谢谢阅读。
钢结构探伤报告格式电子版
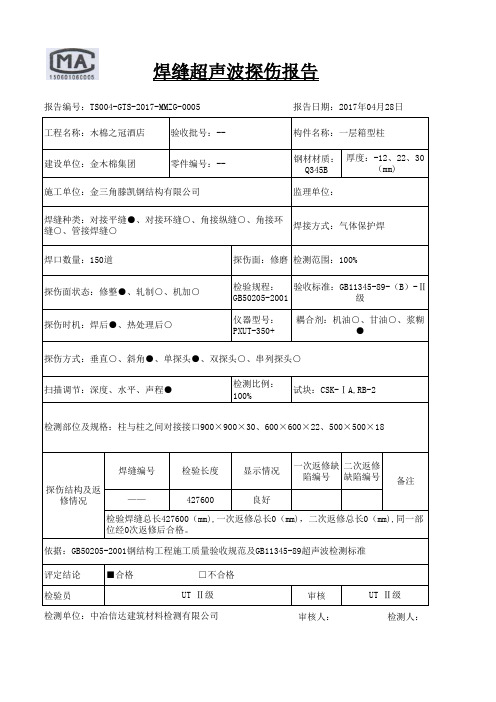
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年04月28日工程名称:木棉之冠酒店验收批号:--构件名称:一层箱型柱建设单位:金木棉集团焊口数量:150道检测范围:100%探伤面状态:修整●、轧制○、机加○验收标准:GB11345-89-(B)-Ⅱ级探伤时机:焊后●、热处理后○耦合剂:机油○、甘油○、浆糊●零件编号:--厚度:-12、22、30(mm)施工单位:金三角滕凯钢结构有限公司监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊依据:GB50205-2001钢结构工程施工质量验收规范及GB11345-89超声波检测标准■合格 □不合格UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司探伤方式:垂直○、斜角●、单探头●、双探头○、串列探头○扫描调节:深度、水平、声程●试块:CSK-ⅠA,RB-2检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊焊口数量:150道检测范围:100%报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年05月21日工程名称:木棉之冠酒店验收批号:--构件名称:二层箱型柱建设单位:金木棉集团零件编号:--厚度:-12、22、30(mm)UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
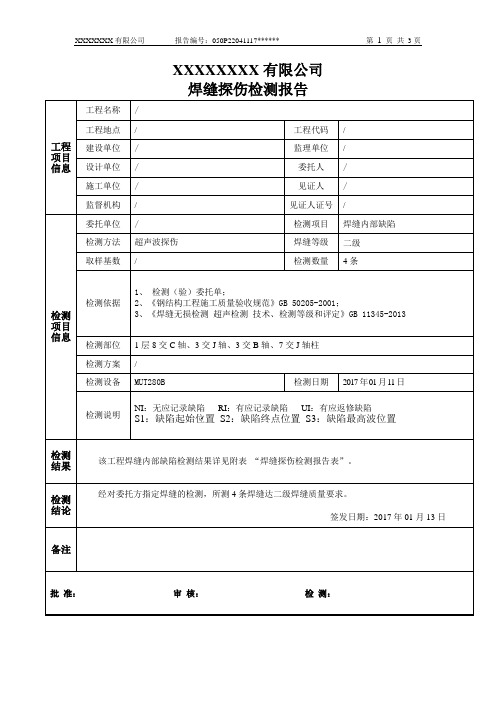
钢结构超声波探伤检测报告( 无表式)
GD2105006
内容:
一、工程概况
工程名称、地点、委托单位、检测日期、报告编号等
二、检测依据
《钢结构工程施工质量验收规范》GB 50205 -2001 《钢焊缝手工超声波探伤方法和探伤结果的分级》GB 11345 -89
《压力容器无损检测》JB 4730 -94
《螺栓球节点钢网架焊缝超声波探伤及质量分级法》JG/T 3034.2 -1996 《焊接球节点钢网架焊缝超声波探伤及质量分级法》JG/T 3034.1 -1996 《建筑钢结构焊接技术规程》JGJ 81 -91
三、取样数量
l.普通钢结构 ( 轻钢、桥梁、钢屋架、空间钢结构 ) 如下表:
一、二级焊缝质量等级及缺陷分级
焊缝质量等级一级二级
评定等级ⅡⅢ
内部缺陷超声波探伤验收等级B级B级
探伤比例100﹪20﹪
评定等级ⅡⅢ
内部缺陷射线探伤验收等级AB级AB级
探伤比例100%20%
注:探伤比例的计数方法应按以下原则确定: (1) 对工厂制作焊缝,应按每条焊缝计
算百分比,且探伤长度不应小于 200mm,当焊缝长度不足 200mm时,应对整条焊
缝进行探伤; (2) 对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百
分比,探伤长度应不小于 200mm,并不少于 1条焊缝。
2.钢网架
焊接球焊缝的 5%,且不应少于 3个;
焊缝无损检测,检测比例为每种钢管规格的 5%。
四、仪器设备
名称、型号、仪器设备检测设定及参数。
五、检测结果。