钣金加工计算公式集合
钣金展开计算方法

D/2=r+T/32+2r+T/3h
+T/31/2
11压缩抽形2
Rd>
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆PA-P-PB的方式作一段与两直边和直径为D的圆相切的圆弧.
当Rd>时:
l按相应折弯公式计算.
D/2={r+T/32
+2r+T/3h+T/3
在R≠0,θ=90°时;的折弯系数列表:单位:mm
板材↓/板厚→的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化.
=A+B+C+D
+中性层弧长AA+BB+CC
中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位以配合冲头加工方便性,例:取.有特殊公差时除外,例:Φ+取Φ.
c产品图中未作特别标注的圆角,一般按R=0展开.
=
3 R≠0θ=90°
L=A-T-R+B-T-R+R+λπ/2
当R≧5T时λ=T/2
1T≦R <5Tλ=T/3
0 < R<tλ=t 4<="" p=""></tλ=t>
实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同
4 R=0θ≠90°
λ=T/3
L=A-Ttana/2+B
钣金展开计算方法
钣金加工报价的计算公式
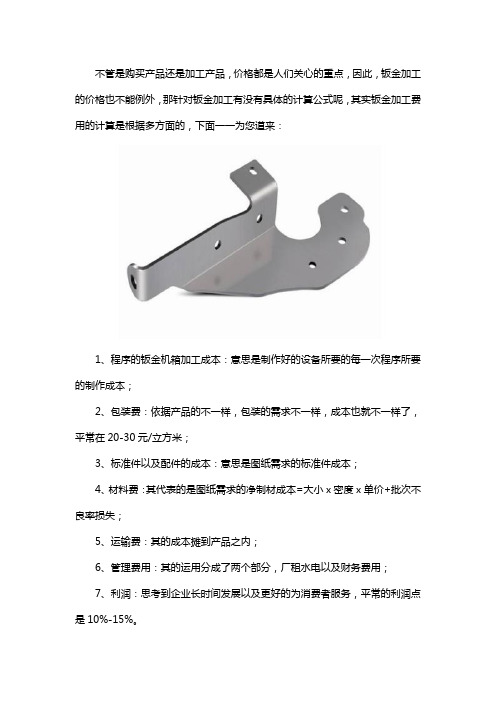
不管是购买产品还是加工产品,价格都是人们关心的重点,因此,钣金加工的价格也不能例外,那针对钣金加工有没有具体的计算公式呢,其实钣金加工费用的计算是根据多方面的,下面一一为您道来:
1、程序的钣金机箱加工成本:意思是制作好的设备所要的每一次程序所要的制作成本;
2、包装费:依据产品的不一样,包装的需求不一样,成本也就不一样了,平常在20-30元/立方米;
3、标准件以及配件的成本:意思是图纸需求的标准件成本;
4、材料费:其代表的是图纸需求的净制材成本=大小x密度x单价+批次不良率损失;
5、运输费:其的成本摊到产品之内;
6、管理费用:其的运用分成了两个部分,厂租水电以及财务费用;
7、利润:思考到企业长时间发展以及更好的为消费者服务,平常的利润点是10%-15%。
以上即是计算钣金加工各方面所需费用一些简单介绍,相信大家通过以上内容即可算出具体的费用,当然,提前是知道具体的计算公式,即[(材料费+工时费+设备折旧+模具凭摊)/成品率]*117%+包装运输费。
钣金加工计算公式及免费分享自动计算的钣金加工费用的Excel表格

钣金加工计算公式及免费分享自动计算的钣金加工费用的
Excel表格
钣金加工报价有计算公式吗?如果有那是
什么?想要加工钣金件,不知道价格应该怎么
算?今天小编就来介绍一下钣金加工报价计算
工式是什么样的。
钣金加工价格有方式的,也可以列出计算公式,它的公式为:
钣金加工价格=[(材料费+工时费+设备折旧+模具凭摊)/成品率]*117%+包装运输费
看到公式可能还会有些懵,因为不是干钣金行业的,里面的其他费用根本不会计算。
比如:材料费有它单独的计算公式,即:材料费=下料长度*下料宽度*厚度*120%*材料单价。
工时费计算起来就更麻烦了,需要计算好多项目,我不能简单的解释清楚。
那么我就是想要计算钣金加工的费用怎么办呢?小编根据网络的资料,整理修改一个Excel表格。
里面包含计算钣金加工费用的公式,只需要输入几个数据就能自动得出钣金加工费用。
那么想要这个EXCEL表格的朋友,可以通过以下方法进行下载自己用。
获取方法:。
钣金的重量计算公式
钣金的重量计算公式钣金加工是一种常见的金属加工方式,广泛应用于各种工业领域,包括汽车制造、航空航天、建筑等。
在钣金加工过程中,计算钣金的重量是非常重要的一步,它可以帮助工程师和设计师确定材料的成本、设计结构的稳定性和可靠性。
在钣金加工中,常见的材料包括钢板、铝板、不锈钢板等,它们的重量计算公式略有不同。
下面我们将分别介绍钢板、铝板和不锈钢板的重量计算公式。
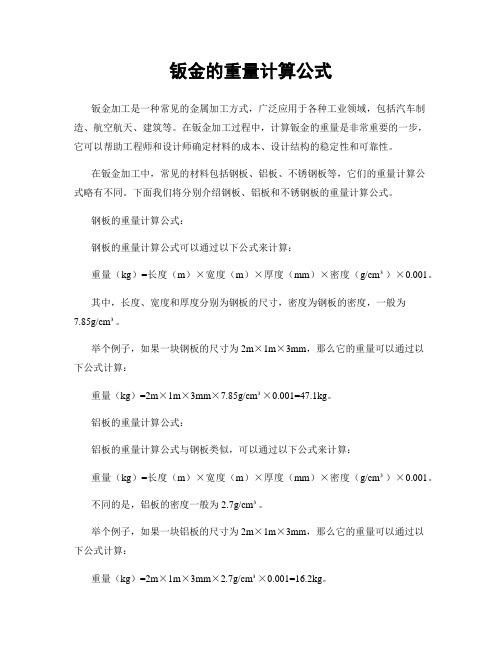
钢板的重量计算公式:钢板的重量计算公式可以通过以下公式来计算:重量(kg)=长度(m)×宽度(m)×厚度(mm)×密度(g/cm³)×0.001。
其中,长度、宽度和厚度分别为钢板的尺寸,密度为钢板的密度,一般为7.85g/cm³。
举个例子,如果一块钢板的尺寸为2m×1m×3mm,那么它的重量可以通过以下公式计算:重量(kg)=2m×1m×3mm×7.85g/cm³×0.001=47.1kg。
铝板的重量计算公式:铝板的重量计算公式与钢板类似,可以通过以下公式来计算:重量(kg)=长度(m)×宽度(m)×厚度(mm)×密度(g/cm³)×0.001。
不同的是,铝板的密度一般为2.7g/cm³。
举个例子,如果一块铝板的尺寸为2m×1m×3mm,那么它的重量可以通过以下公式计算:重量(kg)=2m×1m×3mm×2.7g/cm³×0.001=16.2kg。
不锈钢板的重量计算公式:不锈钢板的重量计算公式也与钢板类似,可以通过以下公式来计算:重量(kg)=长度(m)×宽度(m)×厚度(mm)×密度(g/cm³)×0.001。
不同的是,不锈钢板的密度一般为7.93g/cm³。
钣金加工计算公式集合
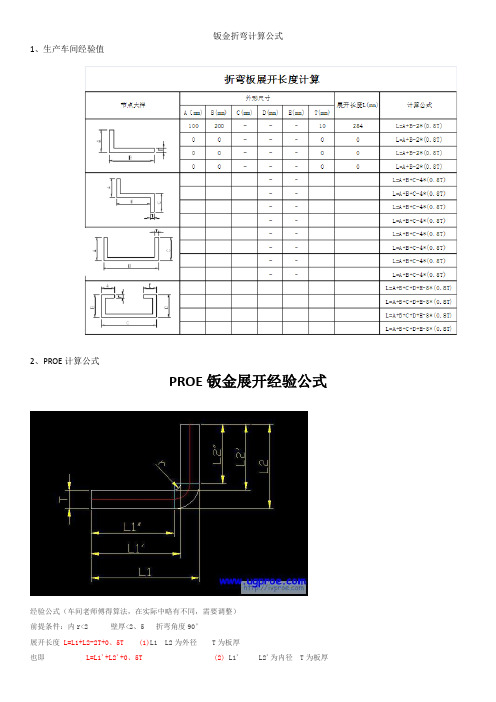
钣金折弯计算公式1、生产车间经验值2、PROE计算公式PROE钣金展开经验公式经验公式(车间老师傅得算法,在实际中略有不同,需要调整)前提条件:内r<2 壁厚<2、5 折弯角度90°展开长度L=L1+L2-2T+0、5T (1)L1 L2为外径T为板厚也即L=L1'+L2'+0、5T (2) L1' L2'为内径T为板厚还即L=L1"+L2"+2r+0、5T (3) L1" L2"为直段长度r为折弯内径我这里就是用得0、5T,大多数人有用0、3T得如果内r/T>2,就直接用中性层K=0、5计算好了再瞧PROE中得展开PROE中得展开长度就就是:L=L1"+L2"+DL L1" L2"为直段长DL为弧段展开长请记住这个DL,这个DL就就是我们要制作得折弯表内得值!再回过来瞧瞧上贴得第三个公式L=L1"+L2"+2r+0、5T 很容易导出:DL=2r+0、5T DL为弧段展开长r为折弯内径现在要制作折弯表了折弯系数DL弧长=2(R+KT)*3、14*(折弯角/360) K为K因子 T为厚 R为内侧半径折弯系数DL弧长=2R+0、2T =K=0、41因子折弯扣除L=2R-0、2T折弯系数DL弧长=2R+0、3T =K=0、46因子折弯扣除L=2R-0、3T折弯系数DL弧长=2R+0、35T =K=0、5因子折弯扣除L=2R-0、35T钣金展开经验计算方法声明:本计算方法为本人经验算法,只在本人现工作之处适用,照搬可能会有偏差。
先说一个名词:折弯余量折弯余量这个名词我在论坛别得贴子已经说过,这里再重复一下:一个已成形得钣金折弯,它有三个尺寸:两个轮廓尺寸与一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2就是要大于展开长度L得,它们得差值就就是折弯余量,我定义为K,那么一个弯得展开尺寸L=L1+L2-K。
钣金加工计算公式
钣金加工计算公式钣金加工是一种常见的金属加工技术,用于将金属板材加工成所需形状的工艺。
在进行钣金加工时,我们需要考虑一些基本的计算公式,以确保加工质量和精度。
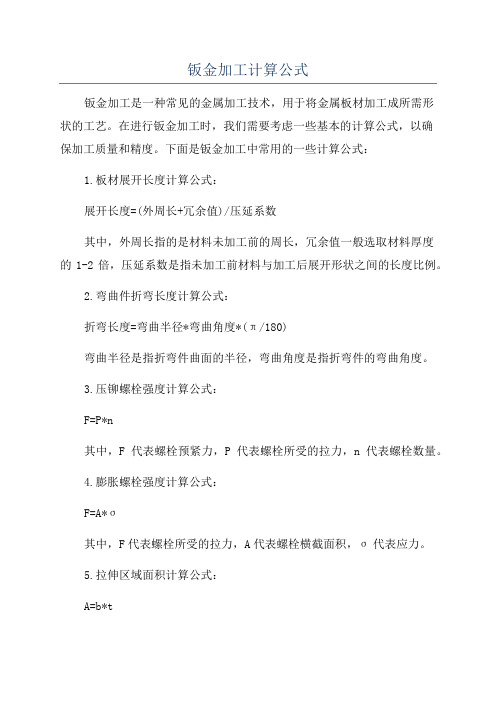
下面是钣金加工中常用的一些计算公式:1.板材展开长度计算公式:展开长度=(外周长+冗余值)/压延系数其中,外周长指的是材料未加工前的周长,冗余值一般选取材料厚度的1-2倍,压延系数是指未加工前材料与加工后展开形状之间的长度比例。
2.弯曲件折弯长度计算公式:折弯长度=弯曲半径*弯曲角度*(π/180)弯曲半径是指折弯件曲面的半径,弯曲角度是指折弯件的弯曲角度。
3.压铆螺栓强度计算公式:F=P*n其中,F代表螺栓预紧力,P代表螺栓所受的拉力,n代表螺栓数量。
4.膨胀螺栓强度计算公式:F=A*σ其中,F代表螺栓所受的拉力,A代表螺栓横截面积,σ代表应力。
5.拉伸区域面积计算公式:A=b*t其中,A代表拉伸区域的面积,b代表宽度,t代表厚度。
6.承载能力计算公式:P=(0.6*σ*A)/γ其中,P代表承载能力,σ代表应力,A代表横截面积,γ代表安全系数。
7.拉伸量计算公式:δ=(F*L)/(E*A)其中,δ代表拉伸量,F代表受力,L代表长度,E代表弹性模量,A 代表横截面积。
8.扭矩计算公式:T=k*F*r其中,T代表扭矩,k代表比例系数,F代表力,r代表力臂。
以上仅为钣金加工中一些常见的计算公式,具体的计算公式还会受到材料性质、工艺要求和实际应用等因素的影响。
在实际应用中,我们需要根据具体情况进行选择和调整,以确保加工质量和安全性。
钣金展开计算公式大全
钣金展开计算公式大全
1. 矩形零件的展开计算公式:
长方形展开长度 = 原料长度 + 2 弯曲圆弧压缩量。
长方形展开宽度 = 原料宽度 + 弯曲线圆弧长度 + 弯曲线直线长度。
2. 圆柱形零件的展开计算公式:
圆周展开长度 = 弧长公式,L = π D(D为圆柱直径)。
圆周展开宽度 = 圆周展开长度 / 2。
3. 圆锥形零件的展开计算公式:
圆锥展开长度= π D tan(α)(D为圆锥底部直径,α为锥角)。
圆锥展开宽度 = 圆锥母线长度。
4. 不规则形状零件的展开计算公式:
可使用数学软件进行建模计算,或者通过测量得到各部分的尺寸,然后进行展开计算。
以上是一些常见的钣金展开计算公式,钣金加工中展开计算需要根据具体的零件形状和加工要求来确定使用哪种公式进行计算。
同时,还需要考虑材料的弹性变形、加工工艺等因素,以确保展开后的尺寸能够满足设计要求。
希望以上信息能够对你有所帮助。
钣金件计算成本公式模板
钣金件计算成本公式模板1.原材料成本:原材料成本=板材价格×板材用量在计算原材料成本时,需要知道所使用的板材的价格以及所用的板材的用量。
通常,板材的价格可以通过供应商提供的价格表或询价获得,而板材的用量可以通过钣金设计图纸或样品进行测量。
2.加工工艺成本:加工工艺成本=加工工艺系数×板材用量钣金加工需要经过多个工序,每个工序有不同的加工工艺系数。
加工工艺系数可以根据经验或历史数据进行估算,通常与板材的厚度、板材的切削长度等因素有关。
例如,对于冲压工艺,可以根据冲压件的大小、形状等因素来确定工艺系数。
通过将加工工艺系数与板材用量相乘,即可得到加工工艺成本。
3.人工成本:人工成本=总工时×单位工时成本钣金加工需要人工操作和监督,因此需要考虑人工成本。
人工成本可以通过总工时和单位工时成本来计算。
总工时可以通过生产计划和操作时间来确定,单位工时成本可以通过员工工资和加工工时数来计算。
4.辅助材料成本:辅助材料成本=辅助材料价格×辅助材料用量在钣金加工过程中,除了使用板材外,还可能使用一些辅助材料,如螺钉、胶水、焊条等。
辅助材料成本可以根据辅助材料的价格和用量进行计算。
5.设备折旧和维护成本:设备折旧和维护成本=设备折旧费用+设备维护费用在钣金加工中,使用的设备是不可忽视的成本因素。
设备折旧费用可以根据设备的购买价格、使用寿命和折旧方式来计算。
设备维护费用可以根据设备的维修和保养成本来确定。
综上所述,钣金件计算成本的公式模板包括原材料成本、加工工艺成本、人工成本、辅助材料成本和设备折旧和维护成本。
根据实际情况,可以适当调整或添加相应的成本项目。
及时更新和监控成本,并且进行成本分析,对于企业实现成本控制和盈利能力的提升至关重要。
(完整版)钣金展开计算公式
钣金展开计算公式
90°折弯:
折弯补偿法:按内尺寸计算:L1+L2+L3+……+Ln+0.4T×n(n为折弯次数)折弯扣除法:按外尺寸计算:L1+L2+L3+……+Ln-1.6T×n(n折弯次数)
非90°折弯:
按内尺寸计算:L1+L2+L3+……Ln+0.4T×(θ/90°)×n(n折弯次数,θ为折弯的角度=180°-零件的角度)
注:非90°折弯只能按照内尺寸计算
卷圆:
按内尺寸计算:L+2π(r+0.4T)*θ/360; 其中卷圆部分的圆弧长度可以直接在CAD里面测量标注出来。
(θ为卷圆的角度)
压死边:
折弯补偿法:按内尺寸计算:L1+L2+L3+……+Ln+1.6T×n(n为折弯次数)折弯扣除法:按外尺寸计算:L1+L2+L3+……+Ln -0.4T×n(n为折弯次数)段差:
直边段差(H≤3.5T)
折弯补偿法:按内尺寸计算:L1+L2+H(H为段差高度)
折弯扣除法:按外尺寸计算:L1+L2+H-2T(H为段差高度)
斜边段差(H≤3.5T)
折弯补偿法:按内尺寸计算:L1+L2+l+T(l为段差对齐标注的高度)
注:非90°折弯只能按照内尺寸计算
当H>3.5T时,按正常的一正一反两道折弯工序计算,不视为段差。
(完整版)钣金展开计算
关于钣金中的展开计算4.1 R=0,折彎角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*/2=T/4*π/2=0.4T4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T4.3 R≠0θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/4(實際展開時除使用尺寸計算方法外,也可在確定中性層位置後,通過偏移再實際測量長度的方法.以下相同)4.4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a單位為rad,以下相同)4.5 R≠0θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/44.6 Z折1.計算方法請示上級,以下幾點原則僅供參考: (1)當C≧5時,一般分兩次成型,按兩個90°折彎計算.(要考慮到折彎沖子的強度)L=A-T+C+B+2K(2)當3T<C<5時<一次成型>:L=A-T+C+B+K(3)當C≦3T時<一次成型>:L=A-T+C+B+K/24.7 Z折2.C≦3T時<一次成型>:L=A-T+C+B+D+K4.8 抽芽抽芽孔尺寸計算原理為體積不變原理,即抽孔前后材料體積不變;ABCD四邊形面積=GFEA所圍成的面積.一般抽孔高度不深取H=3P(P為螺紋距離),R=EF見圖∵T*AB=(H -EF)*EF+π*(EF)2/4∴AB={H*EF+(π/4-1)*EF2}/T∴預沖孔孔徑=D – 2ABT≧0.8時,取EF=60%T.在料厚T<0.8時,EF的取值請示上級.4.9 方形抽孔方形抽孔,當抽孔高度較高時(H>Hmax),直邊部展開與彎曲一致, 圓角處展開按保留抽高為H=Hmax的大小套彎曲公式展開,連接處用45度線及圓角均勻過渡, 當抽孔高度不高時(H≦Hmax)直邊部展開與彎曲一致,圓角處展開保留與直邊一樣的偏移值.以下Hmax取值原則供參考.當R≧4MM時:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T當R<4MM時,請示上級.4.10壓縮抽形1 (Rd≦1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd≦1.5T時,求D值計算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/24.11壓縮抽形2 (Rd>1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd>1.5T時:l按相應折彎公式計算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/24.12捲圓壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+0.2T圖(d): 捲圓壓平後的產品形狀4.13側沖壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+1.0T圖(d): 側沖壓平後的產品形狀4.14 綜合計算如圖:L=料內+料內+補償量=A+B+C+D+中性層弧長(AA+BB+CC)(中性層弧長均按“中性層到板料內側距離λ=T/3”來計算)備註:a標注公差的尺寸設計值:取上下極限尺寸的中間值作為設計標准值.b孔徑設計值:一般圓孔直徑小數點取一位(以配合沖頭加工方便性),例:3.81取3.9.有特殊公差時除外,例:Φ3.80+0.050取Φ3.84.c 產品圖中未作特別標注的圓角,一般按R=0展開.附件一:常見抽牙孔孔徑一覽表料厚0.6 0.8 1.0 1.2類型M3 3.5 3.7 4.0 4.2M3.5 3.9 4.2 4.4 4.7M4 4.4 4.6 4.9 5.1#6-32 3.8 4.1 4.3 4.6附件二:常見預沖孔孔徑一覽表料厚0.6 0.8 1.0 1.2在R≠0,θ=90°时;的折弯系数列表:(单位:mm)注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钣金折弯计算公式
1.生产车间经验值
计算公式
PROE钣金展开经验公式
经验公式(车间老师傅的算法,在实际中略有不同,需要调整)
前提条件:内r<2 壁厚< 折弯角度90°
展开长度L=L1+L2-2T+ (1)L1 L2为外径T为板厚
也即L=L1'+L2'+ (2) L1' L2'为内径T为板厚还即L=L1"+L2"+2r+ (3) L1" L2"为直段长度r为折弯内径
我这里是用的,大多数人有用的
如果内r/T>2,就直接用中性层K=计算好了再看PROE中的展开
PROE中的展开长度就是:
L=L1"+L2"+DL L1" L2"为直段长DL为弧段展开长
请记住这个DL,这个DL就是我们要制作的折弯表内的值!
再回过来看看上贴的第三个公式
L=L1"+L2"+2r+ 很容易导出:
DL=2r+ DL为弧段展开长r为折弯内径现在要制作折弯表了
折弯系数DL弧长=2(R+KT)**(折弯角/360) K为K因子 T为厚 R为内侧半径折弯系数DL弧长=2R+ =K=因子折弯扣除L=
折弯系数DL弧长=2R+ =K=因子折弯扣除L=
折弯系数DL弧长=2R+ =K=因子折弯扣除L=
钣金展开经验计算方法
声明:本计算方法为本人经验算法,只在本人现工作之处适用,照搬可能会有偏差。
先说一个名词:折弯余量
折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下:
一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1+L2-K。
一般冷轧钢板的K值(条件:90度弯,标准折弯刀具)
T= K=
T= K=
T= K=
T= K=
T= K=
T= K=
3. 3 展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4 计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:
取.有特殊公差时除外,例:Φ6(+,0)取Φ.
c 产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ# 6-32 Φ在R≠0,θ=90°时;的折弯系数列表:(单位:mm)
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
在R≠0,θ=90°时;的折弯系数列表:(单位:mm)
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
三.展开计算方法
1. 当0<T≦时, L=0
2. 对于铁材 (如GI﹑SGCC﹑SECC﹑CRS﹑SPTE﹑SUS等):
(1) 当<T<时, L=
(2) 当≦T<时, L =
(3) 当 T≧时, L =
3. 对于其它有色金属材料 (如Al﹑Cu等):当 T>时, L =
一般折弯2 (R≠0, θ=90°):
当用折刀加工时:
1. 当R≦时, 按R=0处理.
L’= L+2R (L为R=0时L值)
2. 当R>时, 按原值处理.
(1) 当T<时, L = PI*(R+*T)/2
(2) 当≦T时, L = PI*(R+*T)/2
1. 当T£时, L’=0
2. 当T$时, L’= (u / 90) * L
注: L为θ=90°时的补偿量.
一般折弯4 (R≠0 , θ≠90°):
当用折刀加工时:
1. 当R<时, 按R=0处理.
L’=θ/90* L +2*R*TAN(θ/2)
注: L为θ=90°时的补偿量.
2 当R>时, 按原值处理.
(1). 当T¢时, L’=θ*PI*(R+*T)/180
(2). 当T/时, L’=θ*PI*(R+/180
Z折1 (直边段差):
样品方式制作展开方法:
1. 当H/5T时, 分两次成型时, 按两个90°折弯计算.
2.当H¢5T时, 一次成型,
(1). 若R=0,则L’=L;
(2). 若R≠0,且只有一内角不为零,则L’=L+2R;
(3). 若R≠0,且两内角都不为零,则L’=L+4R.
注: L值依附件一中参数取值.
Z折2 (非平行直边段差):
展开方法与平行直边Z折方法相同 (如上栏), 高度H取值见图示.
注:对于非直角折弯,若R≠0,补偿量应加上的是2*R*TAN(θ/2)
Z折3 (斜边段差):
1. 当H¢2T时
j当θ≦70°时,按Z折1(直边段差)的方式计算, (此时L=.
k当θ>70°时完全按Z折1(直边段差)的方式计算
2. 当H/2T时, 按两段折弯展开(R=0 θ≠90°).
Z折4(过渡段为两圆弧相切):
1. H≦2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开
2. H>2T,请示后再行处理
反折压平:
L=
1. 压平的时候, 可视实际的情况考虑是否在折弯前压线, 压线位置为折弯变形区中部.
2. 反折压平一般分两步进行:
先V折30°, 再反折压平.
故在作展开图折弯线时, 须按30°折弯线画, 如图所示:
N折:
1. 当N折加工方式为垫片反折压平,L值依附件一中参数取值.
2. 当N折以其它方式加工时, 展开算法参见
“一般折弯4 (R≠0, θ≠90°)”.
3. 如果折弯处为直边 (H段), 则按两次折弯成形计算: L’= 2L (L值取90°折弯变形区宽度).
抽孔
抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔 ,按下列公式计算, 式中参数见右图 (设预冲孔为X, 并加上修正系数–:
1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:
T≦时取S=100%T
<T<时取S=70%T
T≧时取S=65%T
一般常见抽牙预冲孔按附件一取值
2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+ (注: T’是与之相铆合的板厚, 抽孔与。