折弯展开计算公式【超简单】
折弯展开计算对照表(114)
序号
折弯计算方式
展開長度
备注
折弯刀数种类
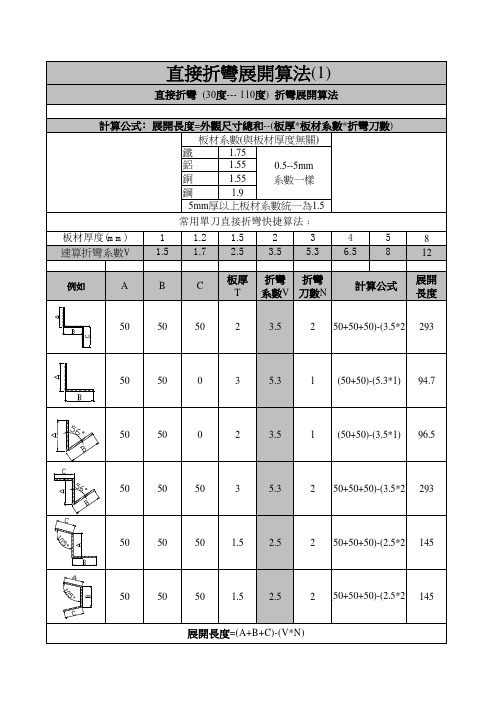
1直接折彎 (30度--- 110
度) 折彎展開算法
外觀尺寸總和-(板厚*板材系數*折彎刀數)
n1折弯刀数30-110度2直接折彎 (大于110度小于160度) 折彎展開算法外觀尺寸總和-(0.5*折彎刀數)n2折弯刀数110-160度
3直接折彎 (大于160度) 折彎展開算法外觀尺寸總和
此程计算不用填折弯刀数种类n3折弯刀数大于160度4直接折彎 (壓死邊) 折彎展開算法外觀尺寸總和-(1/2板厚*折彎刀數)外观尺寸之和=TS 展开长度-T*1.136n4折弯刀数压死边5直接折彎 (壓空邊) 折彎展開算法外觀尺寸之和外观尺寸之和=TS 展开长度-T*1.136
n5折弯刀数压空边
6圓弧彎弧展開算法
中心線弧長 展开长度=ts 的外弧展开尺寸-3.14159*T/2n6圆弧折弯7直接折彎30˚以下折彎展開算法
外觀尺寸之和
此程计算不用填折弯刀数种类
n7折弯刀数小于30度8刨槽折彎 (大于30度小于110度) 展開算法外觀尺寸之和 - (剩余厚度*2*折彎刀數)n8刨槽折弯刀数30-110度9刨槽折彎 (小于30度) 展開算法 外觀尺寸之和
此程计算不用填折弯刀数种类
n9刨槽折弯刀数小30度10
刨槽折彎 (大于110度) 展開算法
外觀尺寸之和-0.5*折彎刀數
n10刨槽折弯刀数大于110度
折弯计算方式汇总
制表:范立荣
1 of 12012/5/22。
3种折弯展开的计算方法
3种折弯展开的计算方法
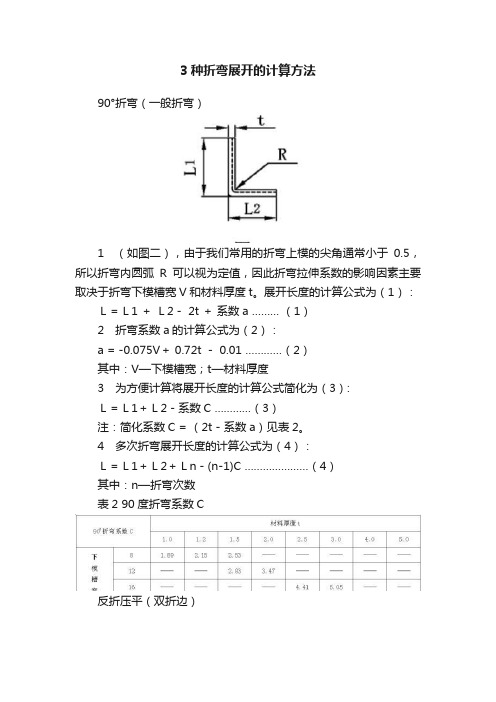
90°折弯(一般折弯)
1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
展开长度的计算公式为(1):L=L1 +L2- 2t +系数a (1)
2 折弯系数a的计算公式为(2):
a = -0.075V+ 0.72t -0.01 (2)
其中:V—下模槽宽;t—材料厚度
3 为方便计算将展开长度的计算公式简化为(3):
L=L1+L2-系数C (3)
注:简化系数C = (2t - 系数a)见表2。
4 多次折弯展开长度的计算公式为(4):
L=L1+L2+Ln-(n-1)C (4)
其中:n—折弯次数
表2 90度折弯系数C
反折压平(双折边)
1 如图三,双折边是两层钢板重叠在一起的折弯形状,通常用来起加强作用,因此2.0mm以上的板很少见压死边。
它需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形。
2 双折边的展开长度计算公式为(5):
L=L1 +L2-系数C (5)
3 系数C的经验值见表3。
表3 系数C经验值(一)
钝角折弯
1 (如图四)我们常用的钝角折边通常为135度、150度,展开长度计算公式为(6):
L=L1 +L2-系数C (6)
2 系数C的经验值(二)见表4。
表4 系数C经验值(二)。
折弯展开计算标准[详]
![折弯展开计算标准[详]](https://img.taocdn.com/s3/m/6929dc2aa417866fb84a8e61.png)
一.产品展开计算标准一.目的统一公司部标准,使产品展开快速标准,使公司部产品制作,测量标准统一.二.适用围本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,层受到压应力,理论上外层之间有一既不受拉也不受压的过渡层------中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐渐向弯曲中心的侧移动.中性层到板料侧的距离用A表示。
(图1)折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及精度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法.1.一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角,钝角和锐角.(如图2)2. 一次折两道弯--------压锻差.此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.(如图3)3. 压死边.此种折弯也须用特殊模来完成.(如图4)4.大R圆弧折弯。
些种折弯如R在一定围,可用专用R模压成形,如R值过大,则须用小R模多次压制成形。
(如图5)图5这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是日本AMADA(天田)公司所生产的。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1。
如图6:折弯高度H的经验值根据产品形状有如下三种(以90度为例,钝角和锐角与直角相近相似):1.简单的90度单边折弯。
圆刀折弯展开尺寸计算公式

圆刀折弯展开尺寸计算公式在金属加工行业中,圆刀折弯是一种常见的加工工艺,用于将金属板材折弯成所需形状。
在进行圆刀折弯时,需要计算展开尺寸,以确保折弯后的零件尺寸准确。
展开尺寸的计算涉及到一些复杂的数学公式,本文将详细介绍圆刀折弯展开尺寸的计算公式及其应用。
圆刀折弯展开尺寸的计算公式主要涉及到弯曲半径、板料厚度和折弯角度等因素。
在进行计算之前,首先需要了解以下几个基本概念:1. 弯曲半径(R),指折弯时所采用的圆刀的半径大小。
2. 板料厚度(t),指待加工的金属板材的厚度。
3. 折弯角度(θ),指金属板材在折弯时所形成的角度。
根据以上基本概念,可以得到圆刀折弯展开尺寸的计算公式如下:展开长度 L = π× R × (90°θ/2) × t / 180°。
其中,L表示展开长度,π表示圆周率,R表示弯曲半径,θ表示折弯角度,t表示板料厚度。
通过这个公式,我们可以计算出在进行圆刀折弯时,金属板材在展开状态下的长度,以便在实际加工中准确控制尺寸。
除了上述基本公式外,还有一些特殊情况下的展开尺寸计算公式,例如在进行多次折弯时的展开尺寸计算。
在多次折弯时,由于金属板材的厚度会影响到后续折弯的位置,因此需要考虑多次折弯时的展开尺寸计算。
在进行多次折弯时的展开尺寸计算中,需要考虑到每次折弯后金属板材的实际长度变化,从而得到准确的展开尺寸。
一般情况下,可以采用以下公式进行计算:展开长度 L = ∑(π× R × (90°θ/2) × t / 180°)。
其中,∑表示求和符号,表示将每次折弯后的展开长度相加,得到最终的展开尺寸。
通过上述公式,可以准确计算出在进行多次折弯时的金属板材展开尺寸,从而确保加工出的零件尺寸准确。
除了上述基本公式和多次折弯时的展开尺寸计算公式外,还有一些特殊情况下的展开尺寸计算公式,例如在进行异形零件的圆刀折弯时,需要考虑到异形零件的特殊形状,从而得到准确的展开尺寸。
折弯展开计算标准[详]
![折弯展开计算标准[详]](https://img.taocdn.com/s3/m/0de8b89ef46527d3240ce0f5.png)
产品展开计算标准一.目的统一公司部标准,使产品展开快速标准,使公司部产品制作,测量标准统一.二.适用国本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,层受到压应力,理论上外层之问有一既不受拉也不受压的过渡层--------- 中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小, 中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐漸向弯曲中心的侧移动.中性层到板料侧的距离用A表示。
(图1)「门折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及帶度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法・1・一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角.钝旬和锐角.(如图2)一次折两道弯------- 压锻差. 此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.(如2.图3 )3. 压死边.此种折弯也须用特殊模来完戚・(如图4)图44・大R圆弧折弯。
些种折弯如R在一定国,可用专用R模压成形,如R值过大,则须用小R模多次压制成形。
(如图5 )这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是日本AMADA (天田)公司所生产的。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L 1o如图6 :折弯高度H的经验值根据产品形状有如下三种(以9 0度为例,钝角和锐角与直角相近相似八1・简单的9 0度单边折弯。
冲压折弯展开计算

D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2
4.11压缩抽形2 (Rd>1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
当Rd>1.5T时:
l按相应折弯公式计算.
=A+B-2T+0.5T
上式中取:λ=T/3
K=λ*π/2
=T/3*π/2
=0.5T
4.3 R≠0 θ=90°
L=(A-T-R)+(B-T-R)+(R+λ)*π/2
当R≧5T时λ=T/2
1T≦R <5Tλ=T/3
0 < R<Tλ=T/4
(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法。以下相同)
备注:
A标注公差的尺寸设计值:取上下极限尺寸的中间值作为这既标准值。
B孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,
例:Φ3.80 取Φ3.84.
C产品图中未作特别标注的圆角,一般按R=0展开.
附件
1.0
展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层—中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角增大时,变形程度随之增大,中性层位置逐渐想弯曲中心的内侧移动。中性层到板料内侧的距离用λ表示。
钣金折弯展开快速计算方法【干货】

钣金折弯展开快速计算方法【干货】内容来源网络,由“深圳机械展(11万m2, 1100多家展商,超10万观众)” 收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、自动化、数字无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展。
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工折弯的角度。
展开计算原理:1.板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.2.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用入表示.展开计算的基本公式:展开长度=料内+料内+补偿量2.1 R=0・折穹角e =90 0 (T<1.2.不含1.2mm)L«(A-T)+(B-T)+KT<1.2mm =A-B ・2T丰0.4T上式中取:入-T/4K«A U/2= T/4e x/2-0.4T2.2 R-0? 0 «90G(T±12含L・(A・T)+(B・T)+K«A*B ・2T+O・ST 上式中取:入-T/3K=A U/2 ■T/3F2=0.5T23 R=0 0 =90 fL«(A-T-R)*(B・T・R)+(R*入)・M2 当RM5T 时A =T/2ITS R <ST A ・T/30 <R <T A «T/4(实际戛开苛除便月尺寸计雾方法处,也可庄确眾中性写准置旨,通过債移再实际测■长雯的方法•以下相同)2.4 R-0 8 *90fA -T/3L«(A-T0tan(a/2)J+[B• ntan(a/2)]+T/3*a(a单位为"d,以下相同)2.5 R=0 9 二90°L=[A-(T*R)* tan(a 2)]*[B・(T+R)*tan(a/2)]+(R4 A )・a当R & 5T时入»T/2 1TW R <5T A =T/3 0 v R<T 入W26 Z 折1.计算方法it示上级以下几点原则仅供参考:(1)当CM 5时•一歿分两次成埜•按两个90°折弯计算・(要考冬到折弯冲子的强雯)L=A ・T+C"B + 2K(2)当3TVCV时<一次成型>:L=A・ T+C+B + K(3)当CW3T时<一次成型〉:L=A ・T+C*B + K/22.7 Z 折2.CS 3T 时次L-A-T*C*B+D*K钣金零件的工程师和钣金材料的销售商为保折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
折弯展开尺寸计算
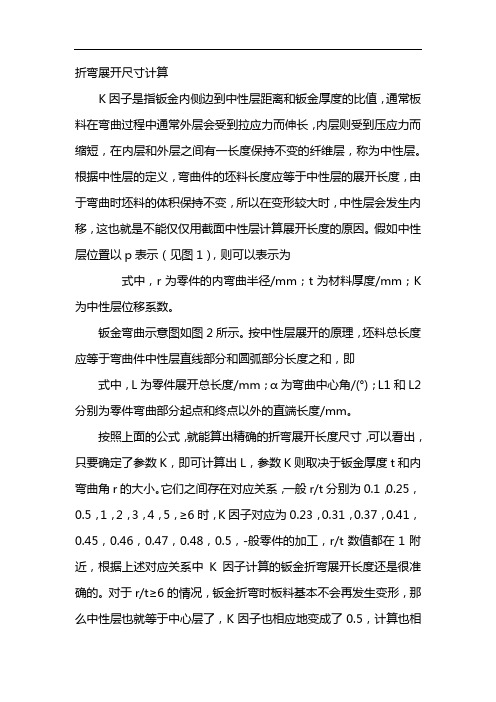
折弯展开尺寸计算K因子是指钣金内侧边到中性层距离和钣金厚度的比值,通常板料在弯曲过程中通常外层会受到拉应力而伸长,内层则受到压应力而缩短,在内层和外层之间有一长度保持不变的纤维层,称为中性层。
根据中性层的定义,弯曲件的坯料长度应等于中性层的展开长度,由于弯曲时坯料的体积保持不变,所以在变形较大时,中性层会发生内移,这也就是不能仅仅用截面中性层计算展开长度的原因。
假如中性层位置以p表示(见图1),则可以表示为式中,r为零件的内弯曲半径/mm;t为材料厚度/mm;K 为中性层位移系数。
钣金弯曲示意图如图2所示。
按中性层展开的原理,坯料总长度应等于弯曲件中性层直线部分和圆弧部分长度之和,即式中,L为零件展开总长度/mm;α为弯曲中心角/(°);L1和L2分别为零件弯曲部分起点和终点以外的直端长度/mm。
按照上面的公式,就能算出精确的折弯展开长度尺寸,可以看出,只要确定了参数K,即可计算出L,参数K则取决于钣金厚度t和内弯曲角r的大小。
它们之间存在对应关系,一般r/t分别为0.1,0.25,0.5,1,2,3,4,5,≥6时,K因子对应为0.23,0.31,0.37,0.41,0.45,0.46,0.47,0.48,0.5,-般零件的加工,r/t数值都在1附近,根据上述对应关系中K因子计算的钣金折弯展开长度还是很准确的。
对于r/t≥6的情况,钣金折弯时板料基本不会再发生变形,那么中性层也就等于中心层了,K因子也相应地变成了0.5,计算也相对容易很多,唯一影响的就是折弯过程中的回弹问题,这种繁琐的计算最适合计算机来完成,随后出现的各种三维软件如AutoCAD,SolidWorks,NX,Pro/E,Catia等也引入了钣金模块,而K因子就成为了这些软件的首选参数,合理选择K因子大大降低了工艺设计过程中的工作量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
折弯展开计算公式【超简单】
内容来源网络,由深圳机械展收集整理!
更多折弯等钣金设备展示,就在深圳机械展!
在钣金展开中,影响展开长度计算精度的因素有:
折弯内弧半径r下模V型槽宽,板料实际厚度t',和弯曲曲角度α。
自由折弯板料在展开长度计算时,没有明确的公式来计算折弯系数,只能查到不同折弯内弧半径的折弯系数。
而内弧半径与加工工艺有关,使用不同的下模V型槽宽,内弧半径也不相同,导致无法获得折弯系数的准确性。
一般是凭经验判断折弯系数,不同的人判断的折弯系数也不相同。
在钣金中折弯中,经常用到形式分为L折N折和Z折几种。
下面我们对几种钣金的展开做个探讨。
1、L折,L折分90°折和非90°折。
在90°折方面,根据经验折弯系数总结如下表
在非90°方面,根据经验折弯系数总结如下。
L=A+B+补偿量*仅供参考
T=0.8 R=0.5 120°≤q≤160° 补偿量为0.1 160°<q≤180° 可忽略不计
T=1.0 R=0.5 120°≤q≤145° 补偿量为0.2 145°<q≤170° 补偿量为0.1
170°<q≤180° 可忽略不计
T=1.2 R=0.5 补偿量与T=1.0相同
T=1.5 R=0.5 120°≤q≤130° 补偿量为0.3 130°<q≤150° 补偿量为0.2
150°<q≤170° 补偿量为0.1
170°<q≤180° 可忽略不计
180& deg;-q
L=A+B+------ (2*∏*r)
360°
例:
钣金展开图的计算是要用一个系数来计算的,这个系数一般都用1.645!计算方法是工件的外形尺寸相加,再减去1.645*板厚*弯的个数,
例如,折一个40*60的槽钢用板厚3的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)*3(板厚)*2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了一般铁板0.5—4MM之内的都是A+B-1.6T。
(A,B代表的是折弯的长度,T就是板厚. 例如用2.5mm的铁板折180mm*180mm的直角,那么你下的料长就是180mm+180mm再减去2.5mm*1.6也就是4mm就好了,也就是356mm。
内容来源网络,由深圳机械展收集整理!
更多钣金加工工艺及设备展示,就在深圳机械展。