PA66塑料特性、成型工艺及用途
PA66(聚酰胺66)塑料基本特征及介绍
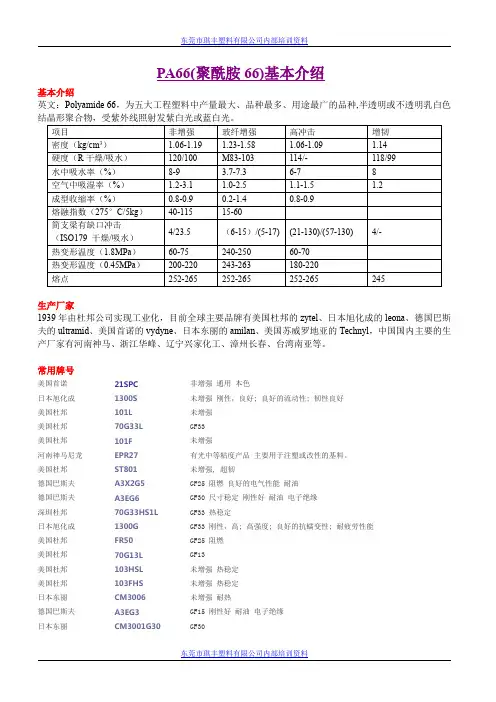
PA66(聚酰胺66)基本介绍基本介绍英文:Polyamide66,为五大工程塑料中产量最大、品种最多、用途最广的品种,半透明或不透明乳白色结晶形聚合物,受紫外线照射发紫白光或蓝白光。
项目非增强玻纤增强高冲击增韧密度(kg/cm3) 1.06-1.19 1.23-1.58 1.06-1.09 1.14硬度(R干燥/吸水)120/100M83-103114/-118/99水中吸水率(%)8-9 3.7-7.36-78空气中吸湿率(%) 1.2-3.1 1.0-2.5 1.1-1.5 1.2成型收缩率(%)0.8-0.90.2-1.40.8-0.9熔融指数(275°C/5kg)40-11515-60简支梁有缺口冲击4/23.5(6-15)/(5-17)(21-130)/(57-130)4/-(ISO179干燥/吸水)热变形温度(1.8MPa)60-75240-25060-70热变形温度(0.45MPa)200-220243-263180-220熔点252-265252-265252-265245生产厂家1939年由杜邦公司实现工业化,目前全球主要品牌有美国杜邦的zytel、日本旭化成的leona、德国巴斯夫的ultramid、美国首诺的vydyne、日本东丽的amilan、美国苏威罗地亚的Technyl,中国国内主要的生产厂家有河南神马、浙江华峰、辽宁兴家化工、漳州长春、台湾南亚等。
常用牌号美国首诺21SPC非增强通用本色日本旭化成1300S未增强刚性,良好;良好的流动性;韧性良好美国杜邦101L未增强美国杜邦70G33L GF33美国杜邦101F未增强河南神马尼龙EPR27有光中等粘度产品主要用于注塑或改性的基料。
美国杜邦ST801未增强,超韧德国巴斯夫A3X2G5GF25阻燃良好的电气性能耐油德国巴斯夫A3EG6GF30尺寸稳定刚性好耐油电子绝缘深圳杜邦70G33HS1L GF33热稳定日本旭化成1300G GF33刚性,高;高强度;良好的抗蠕变性;耐疲劳性能美国杜邦FR50GF25阻燃美国杜邦70G13L GF13美国杜邦103HSL未增强热稳定美国杜邦103FHS未增强热稳定日本东丽CM3006未增强耐热德国巴斯夫A3EG3GF15刚性好耐油电子绝缘日本东丽CM3001G30GF30美国杜邦70G13HS1L GF13热稳定深圳东丽CM3004-V0非增强,阻燃无卤系列上海巴斯夫A3EG6GF30尺寸稳定刚性好耐油电子绝缘美国杜邦70G43L GF43台湾南亚6210GC GF33增韧美国首诺50BWFS非增强通用本色美国首诺R533GF33上海罗地亚A216V30GF30辽宁兴家化工P137N未增强德国巴斯夫A3EG7GF35尺寸稳定刚性好耐油浙江华峰EP-158未增强漳州长春20G6-201未增强产品系列非增强,冲击改性,增韧,玻纤增强,矿物增强,无卤阻燃,有卤阻燃主要特性1.物理性能:密度1.15g/cm3左右;对室温水和沸水是稳定的;吸水强,成型后仍然具有吸湿性,平衡吸水率2.5%左右,水中饱和吸水率8%左右,吸水后会降低表面硬度、提高冲击强度、影响尺寸稳定性2.力学性能:机械强度高,优良的韧性,疲劳强度好,摩擦系数小且有自润滑性,低温冲击性好3.耐热性能:耐热性好,熔点252-265℃,脆化温度-30℃,玻璃转化温度50℃,热分解温度大于350℃,连续耐热80-120℃,无外力情况下可以在200℃左右使用;导热系数0.33W/(mK),比热容17004.燃烧性能:火焰蓝中带黄,冒白烟,火焰易熄灭,发出西芹的气味;具有自熄性,有阻燃级5.化学稳定性:耐油;能耐碱、大多数无机盐水溶液、卤代烷、烃类、酯类、酮类等腐蚀,但易容于苯酚、甲酸等极性溶剂,对酸和其它一些氯化剂的抵抗力较弱6.电性能:优异的电绝缘性能,尼龙的体积电阻很高,耐击穿电压高,是优良的电气、电器绝缘材料;但是由于吸水性强,电气性质差;介电常数3.2-47.耐候性能:耐气候性好8.气密性:气体阻隔性佳9.加工性:吸水率高,熔融状态下水分会引起尼龙水解,成型过程中水分会使产品表面出现气泡、银丝和斑纹;结晶性树脂,有明显的熔点,加工温度窄(260-320),容易热降解;结晶度高,成型收缩大;有较高的温度敏感性和剪切速率敏感性,熔体粘度低,流动性大,喷嘴易产生流延现象;凝固时间很短应用分类汽车工业:外壳,喇叭、、冷却风扇及其外壳、进水管、刹车油罐及灌盖,汽车挡泥板、后视镜架、保险杠、仪表盘、行李架、车门手柄、雨刷支架、安全带扣搭电子电器:绝缘件、精密电子仪器部件、电工照明器具和电子电器的零部件等,电饭锅、电动吸尘器、高频电子食品加热器等,接线盒、开关和电阻器机械设备:滑动轴承、链条、传送带、扇叶、齿轮、叶轮、电动工具外壳、扎带日常用品:办公椅、旱冰鞋部件、打火机机体、灯头、火腿等食品的包装、自动扶梯栏杆、自动门横栏、窗框架、门滑轮加工工艺干燥:105℃下真空干燥10-12小时。
PA66的注塑工艺
模具温度对结晶度及成型收缩率有一定的影响,高模温结晶度高、耐磨性、硬度、弹性模量增加、吸水性下降、制品的成型收缩率增加;低模温结晶度低、韧性好、伸长率较高。
xx66xx成型工艺参数
收缩率:
与其他结晶塑料相似,尼龙树脂存在收缩率较大的问题,一般尼龙的收缩同结晶关系最大,当制品结晶度大时制品收缩也会加大,在成型过程中降低模具温度\加大注射压力\降低料温都会减小收缩,但制品内应力加大易变形.PA66收缩率
1.5-2%ቤተ መጻሕፍቲ ባይዱ
成型设备:
尼龙成型时,主要注意防止“喷嘴的流延现象”,因此对尼龙料的加工一般选用自锁式喷嘴。
喷嘴温度℃260-280模具温度℃20- 90注塑压力MPA60-200脱模剂的使用:
使用少量的脱模剂有时对气泡等缺陷有改善和消除的作用。尼龙制品的脱模剂可选用硬脂酸锌和白油等,也可以混合成糊状使用,使用时必须量少而均匀,以免造成制品表面缺陷。
在停机时要清空螺杆,防止下次生产时,扭断螺杆.
以上数据仅供参考。不同的产品(模具),其注塑工艺参数不同,特别留意才料料筒温度℃后部240-285中部260-300前部260-300是否充分干燥;各段注塑温度控制;螺杆及螺杆转速选择;背压和模具温度是否合适。
PA66
一xxPA66的干燥
真空干燥:
温度℃95-105时间6-8小时
热风干燥:
温度℃90-100时间4小时左右。
结晶性:
除透明尼龙外,尼龙大都为结晶高聚物,结晶度高,制品拉伸强度、耐磨性、硬度、润滑性等项性能有所提高,热膨胀系数和吸水性趋于下降,但对透明度以及抗冲击性能有所不利。模具温度对结晶影响较大,模温高结晶度高,模温底结晶度底.
pa66成型参数
pa66成型参数
PA66(尼龙6,6)是一种高性能的聚酰胺材料,广泛应用于工程塑料领域。
其成型参数包括:
1. 熔融温度:约230-280℃。
根据具体的材料供应商建议或者产品规格表来确定最佳的熔融温度。
2. 模具温度:通常在80-100℃之间,取决于具体的产品和尺寸。
模具温度的控制对于良好的成型效果至关重要。
3. 注射压力:通常在750-1500bar之间,受产品尺寸、壁厚和形状等因素影响。
4. 冷却时间:对于PA66来说,快速冷却可以帮助提高产品的综合性能。
一般来说,冷却时间应根据具体的产品尺寸和需求进行调整。
5. 注塑速度:通常在3-10 cm³/s之间,具体数值取决于产品尺寸和复杂度。
快速注射速度可以帮助减少材料的气泡或热分解现象。
需要注意的是,以上参数只是一般参考数值,具体的成型参数还需要根据具体产品、设备和材料特性等因素来进行调整。
因此,在进行PA66成型时,最好参考材料供应商提供的工艺指南或咨询专业的塑料加工技术人员。
PA66的注塑工艺
PA66的注塑工艺一尼龙PA66的干燥真空干燥:温度℃95-105 时间6-8小时热风干燥:温度℃90-100 时间4小时左右。
结晶性:除透明尼龙外,尼龙大都为结晶高聚物,结晶度高,制品拉伸强度、耐磨性、硬度、润滑性等项性能有所提高,热膨胀系数和吸水性趋于下降,但对透明度以及抗冲击性能有所不利。
模具温度对结晶影响较大,模温高结晶度高,模温底结晶度底.收缩率:与其他结晶塑料相似,尼龙树脂存在收缩率较大的问题,一般尼龙的收缩同结晶关系最大,当制品结晶度大时制品收缩也会加大,在成型过程中降低模具温度\加大注射压力\降低料温都会减小收缩,但制品内应力加大易变形.PA66收缩率1.5-2%成型设备:尼龙成型时,主要注意防止“喷嘴的流延现象”,因此对尼龙料的加工一般选用自锁式喷嘴。
二制品与模具1、制品的壁厚? 尼龙的流长比为150-200之间,尼龙的制品壁厚不底于0.8mm一般在1-3.2mm之间选择,而且制品的收缩与制品的壁厚有关,壁厚越厚收缩越大。
2、排气尼龙树脂的溢边值为0.03mm左右,所以排气孔槽应控制在0.025以下。
3、模具温度:制品壁薄难成型或要求结晶度高的模具加温控制,要求制品有一定的柔韧性的一般采用冷水控温。
三、尼龙的成型工艺料筒温度因尼龙是结晶型聚合物,所以熔点明显,尼龙类树脂在注塑时所选择的料筒温度同树脂本身的性能、设备、制品的形状因素有关。
尼龙66为260℃。
由于尼龙的热稳定性较差,所以不宜高温长时间在料筒中停留,以免引起物料变色发黄,同时由于尼龙的流动性较好,温度超过其熔点后就流动迅速。
注射压力尼龙溶体的粘度低,流动性好,但是冷凝速度较快,在形状复杂和壁厚较薄的制品上易出现不足问题,故还是需要较高的注射压力。
通常压力过高,制品会出现溢边问题;压力过低,制品会产生波纹、气泡、明显的熔结痕或制品不足等缺陷,大多数尼龙品种的注射压力不超过120MPA,一般在60-100MPA范围内选取是满足大部分制品的要求,只要制品不出现气泡、凹痕等缺陷,一般不希望采用较高的保压压力,以免造成制品内应力增加。
PA66物性数据
PA66物性数据PA66是一种聚酰胺材料,具有优异的力学性能、耐热性和耐化学腐蚀性。
在工程塑料领域中被广泛应用于汽车、电子、电器、机械等领域。
为了更好地了解和应用PA66材料,以下是PA66的物性数据。
1. 密度:PA66的密度通常在1.13-1.15g/cm³之间,具体数值会受到添加剂、填充材料等因素的影响。
2. 熔融温度:PA66的熔融温度普通在250-260℃之间,这使得它在高温环境下具有较好的稳定性。
3. 玻璃化转变温度:PA66的玻璃化转变温度约为50-60℃,这意味着在低温下,PA66材料会变得脆性。
4. 弯曲强度:PA66的弯曲强度通常在150-200MPa之间,这使得它具有较高的抗弯能力。
5. 抗拉强度:PA66的抗拉强度普通在70-100MPa之间,这使得它具有较高的强度。
6. 弹性模量:PA66的弹性模量通常在2-3GPa之间,这意味着它具有较好的刚性和弹性。
7. 冲击强度:PA66的冲击强度约为50-80kJ/m²,这使得它具有较好的耐冲击性能。
8. 热膨胀系数:PA66的热膨胀系数约为70-90×10^-6/℃,这意味着在温度变化时,它的尺寸会有一定的变化。
9. 耐热性:PA66在高温下具有较好的稳定性,可以在120-150℃的温度范围内长期使用。
10. 耐化学腐蚀性:PA66对普通化学品具有较好的耐腐蚀性,但对于强酸、强碱等腐蚀性物质可能会有一定的影响。
11. 绝缘性能:PA66具有良好的绝缘性能,可以在电子和电器领域中应用。
12. 可加工性:PA66具有良好的可加工性,可以通过注塑成型、挤出成型等工艺进行加工。
需要注意的是,以上数据仅为参考值,实际数值可能会受到材料供应商、生产工艺等因素的影响。
在具体应用中,建议根据实际需求和条件进行测试和验证。
总结:PA66是一种优秀的工程塑料材料,具有良好的力学性能、耐热性和耐化学腐蚀性。
了解PA66的物性数据有助于更好地应用和选择该材料。
PA66物性数据
PA66物性数据一、引言PA66是聚酰胺66的简称,是一种热塑性工程塑料,具有优异的力学性能、耐热性、耐化学性和耐磨性等特点,广泛应用于汽车、电子、电气、机械等领域。
本文将详细介绍PA66的物性数据,包括密度、熔融温度、机械性能、热性能、电气性能等方面的数据。
二、物性数据1. 密度:PA66的密度为1.14-1.15g/cm³,根据不同的牌号和加工条件可能会有所差异。
2. 熔融温度:PA66的熔融温度一般在250-265℃之间,也会受到牌号和加工条件的影响。
3. 机械性能:- 抗拉强度:PA66的抗拉强度通常在60-80MPa之间,具体数值取决于牌号和加工工艺。
- 弹性模量:PA66的弹性模量一般在2000-3000MPa之间。
- 伸长率:PA66的伸长率通常在2-4%之间。
4. 热性能:- 热变形温度:PA66的热变形温度一般在200-230℃之间。
- 热膨胀系数:PA66的线膨胀系数在80-90×10^-6/℃之间。
5. 电气性能:- 体积电阻率:PA66的体积电阻率一般在10^13-10^14Ω·cm之间。
- 表面电阻率:PA66的表面电阻率一般在10^12-10^13Ω之间。
- 介电常数:PA66的介电常数在3-4之间。
- 耐电弧性能:PA66的耐电弧性能较好,可达到V-0级。
6. 其他性能:- 水吸收率:PA66的水吸收率一般在2-3%之间。
- 燃烧性能:PA66具有良好的燃烧性能,不易燃烧,自熄性好。
三、应用领域PA66由于其优异的性能,在各个领域都有广泛的应用,主要包括以下方面:1. 汽车领域:用于汽车零部件,如进气歧管、油泵叶轮、传感器等。
2. 电子领域:用于电子元件、电气绝缘材料等。
3. 电气领域:用于电缆护套、电线连接器等。
4. 机械领域:用于制造机械零部件、轴承、齿轮等。
5. 包装领域:用于制造包装膜、容器等。
四、结论PA66是一种优秀的热塑性工程塑料,具有良好的物理、机械和电气性能。
PA66有机玻璃性质及工艺
PA66有机玻璃性质及工艺PMMA也叫亚克力或者亚加力。
差不多上英文acrylic 的中文叫法,翻译过来事实上确实是有机玻璃。
PMMA化学名称为聚甲基丙烯酸甲酯。
香港人多叫亚加力,是一种开发较早的重要热塑性塑料,具有较好的透亮性、化学稳固性和耐候性,易染色,易加工,外观优美,在建筑业中有着广泛的应用。
有机玻璃产品通常能够分为浇注板、挤出板和模塑料。
名目差不多简介进展历史物理性质压克力棒压克力板之特性与优点典型应用范畴注塑模工艺条件工艺特性展开编辑本段差不多简介pmmaPMMA化学名称叫聚甲基丙烯酸甲酯。
聚甲基丙烯酸甲酯是由甲基丙烯酸甲酯单体聚合而成。
平均分子量5 0-l00万。
按照聚合机理的不同,PMMA有四种不同的构型:无规立构、全同立构、间同立构、立构规整,性能也有所不同。
编辑本段进展历史pmma压克力(ACRYLIC),俗名专门处理有机玻璃。
压克力的研究开发,距今已有一百多年的历史。
1872年丙烯酸的聚合性始被发觉;1880年甲基丙烯酸的聚合性为人知晓;1901 年丙烯聚丙酸脂的合成法研究完成;1 927年运用前述合成法尝试工业化制造;1937年甲基酸脂工业制造开发成功,由此进入规模性制造。
二战期间因压克力具有优异的强韧性及透光性,第一,被应用于飞机的挡风玻璃,坦克司机驾驶室的视野镜。
1948年世界第一只压克力浴缸的产生,樗着压克力的应用进入了新的里程碑。
编辑本段物理性质pmma高度透亮的无定形热塑性聚合物,相对密度(30 ℃/4℃)1.1 88-1.22。
高度通明性,透光率90%-92%,比无机玻璃还高,并能透过紫外线光达73.5%。
折射率1. 49。
机械强度高、韧性好,拉伸强度60一75MP a,冲击强度12-13kJ/m,比无机玻璃高8-10倍。
可拉伸定向,冲击强度提升1.5倍。
具有优良的耐紫外线和大气老化性。
玻璃化温度80-100 ℃,分解温度>200 ℃。
使用温度-40~80℃。
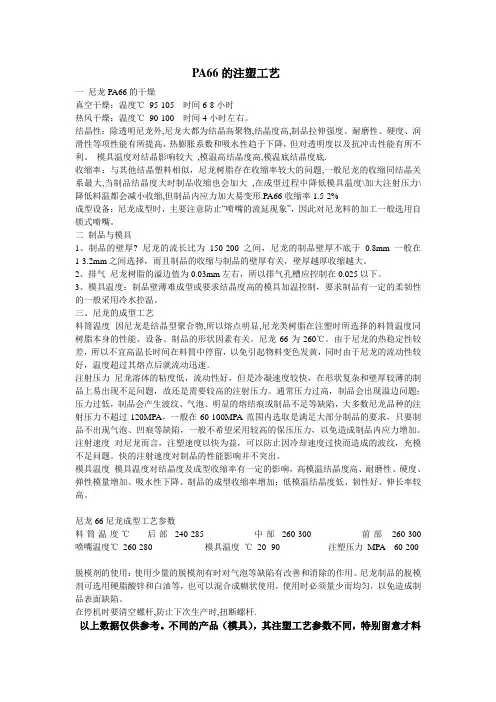
PA66材料特性介绍
打 火 机 的 机 体
应用 打火机机身 材料 尼龙纯料 关键要求
冲击抵抗 快速结晶
优势 成型周期短 易焊接源自风 扇 骨 架应用 风扇外壳
材料 尼龙66+30%GF
关键要求
热抵抗性 高刚性 吸振 优势 尺寸稳定性
电 动 工 具 外 壳
应用 清洁设备的机壳 材料: 尼龙66+30%GF+阻燃剂 关键要求: 优良的冲击抵抗性 优良的机械特性 优势: 优良的外观
PA66的测试及鉴定法
1. PA66的比重为1.15,比水重,可沉于水 2. PA66有明显的熔点为265度 3. PA66燃烧时,火焰蓝中带黄,冒出白烟, 火焰易遭熄灭,发出西芹的气味。 4. PA66质地坚固,刚韧,不透明,容易切 割,切面平滑。
束
应用 束线带 材料 PA66纯料
线
带
关键要求 低温冲击强度 高流动性 优势 快速结晶
优势: 尺寸稳定性
摇
应用: 摇杆外壳 材料: 玻纤增强尼龙
杆
外
壳
关键要求: 刚性 热抵抗性 耐油性
优势: 消音
旱 冰 鞋 部 件
应用: 底盘,刹车帽 材料: 增韧尼龙 关键要求: 刚性 优良的机械特性 优势: 优良的外观 综合性能的平衡性
电 子 接 插 件
应用: 连接器 材料: 阻燃尼龙 关键要求: 优良的流动性 阻燃性 热抵抗性 优势: 容易成型 薄壁
灯
应用: 灯头 材料: 玻纤增强阻燃尼 龙
头
关键要求: 刚性 阻燃性
PA66材料特性介绍
PA66材料特性(一)
1.力学强度佳 2.优良的韧性 3.优良的耐磨特性及自润滑性 4.耐油性佳 5.气体阻隔性优良 6.优异的流动性及成型性 7.耐热性优良,玻纤增强等级HDT可达255
尼龙pa66密度及材料特性
尼龙pa66密度及材料特性
PA66尼龙是一种高分子工程塑料,它具有优异的性能和耐特殊环境条件的能力。
尼龙PA66密度通常在1.14克/立方厘米至1.35克/立方厘米之间,属于较重的
塑料。
1)附着性:尼龙PA66具有很好的附着性,能够很好地结合其它的塑料材料。
2)耐腐蚀性:尼龙PA66具有良好的耐腐蚀性,可以有效防止腐蚀。
3)抗冲击性:尼龙PA66具有优异的抗冲击性,能够有效地抵抗外力伤害。
4)热稳定性:尼龙PA66具有很高的热稳定性,在高温下也可以保持其机械
性能。
5)良好的光泽:尼龙PA66表面具有良好的光泽,表面光滑,可以经常使用
而不易磨损。
1)可塑性好:尼龙PA66具有很强的可塑性,可以按照一定要求加工成各种
复杂的产品。
2)具有很高的抗弯曲和强度:尼龙PA66具有很高的抗弯曲和强度,可以很
好地承受较大的外力和冲击。
3)耐老化性好:尼龙PA66具有良好的耐老化性,不会因为长期照射太阳光
或暴露在日常空气中而破坏其性能。
4)低摩擦系数:尼龙PA66的摩擦系数较低,使用滑动装置时不会产生过多
的磨损。
5)无污染:尼龙PA66是一种环保材料,不会排放有害物质。
总的来说,PA66尼龙的特性使它成为最理想的工程塑料,能够满足多个行业
的需求,如汽车制造,日用品,仪器仪表等。
pa66成型参数
pa66成型参数PA66是一种聚酰胺塑料(Polyamide 66),具有优异的力学性能、耐热性、耐磨性和耐化学腐蚀性。
它广泛用于汽车、电子电器、工程塑料等领域,具有很高的市场需求。
PA66成型参数是指在注塑成型过程中,对PA66材料和成型工艺所进行的调节和优化。
合理的成型参数能够保证产品质量、提高生产效率和降低成本。
下面将从材料选择、干燥处理、注塑成型工艺参数等方面介绍PA66的成型参数。
首先是材料选择。
在选择PA66材料时,需要考虑产品的使用环境和要求。
常见的PA66材料有加强改性、耐热改性、抗冲击改性等,可以根据需要选择不同的材料。
此外,还需要考虑材料的批次和供应商的可靠性。
其次是干燥处理。
PA66吸湿性较强,如果不进行干燥处理,加工过程中会产生气泡、缩短成型周期甚至导致产品质量下降。
干燥处理参数可以根据材料供应商提供的建议进行调整,通常干燥温度为70-80摄氏度,时间为4-6小时。
注塑成型过程中的温度参数也非常重要。
PA66的熔融温度一般在250-280摄氏度之间,一般来说,注射压力越大,成型温度应适当降低,以防止热分解。
成型温度参数的选择需要考虑材料的熔点、壁厚、产品尺寸等因素,可通过试模来优化调整。
此外,注塑成型过程中的冷却时间和压力也需要合理调整。
冷却时间通常根据产品的尺寸和壁厚来确定,过短会导致产品收缩变形,过长会降低生产效率。
压力参数的选择需要考虑产品的形状复杂性和壁厚,以保证产品充填性和密度。
成型模具的设计和加工也是影响成型参数的重要因素。
模具结构的合理设计可以减少注塑成型中的缺陷,如气泡、短冲、缺料等。
模具的表面光洁度和粗糙度也会对产品的外观质量产生影响。
此外,模具温度的控制也非常重要,可以通过加热油循环系统或水冷系统来控制模具温度。
最后是注塑机的选择和调节。
注塑机的锁模力和背压等参数需根据产品要求和模具设计来确定。
锁模力过大会造成模具开启困难,过小会导致产品开模时发生变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PA66塑料特性、成型工艺及用途
PA66 聚酰胺66或尼龙66化学和物理特性PA66在聚酰胺材料中有较高的熔点。
它是一种半晶体-晶体材料。
PA66在较高温度也能保持较强
的强度和刚度。
PA66在成型后仍然具有吸湿性,其程度主要取决于材料的
组成、壁厚以及环境条件。
在产品设计时,一定要考虑吸湿性对几何稳定
性的影响。
为了提高PA66的机械特性,经常加入各种各样的改性剂。
玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM 和SBR等。
PA66的粘性较低,因此流动性很好(但不如PA6)。
这个性质可以用来加工很薄的元件。
它的粘度对温度变化很敏感。
PA66的收缩率在1%~2%之间,加入玻璃纤维添加剂可以将收缩率降低到0.2%~1% 。
收缩率在流程方向和与流程方向相垂直方向上的相异是较大的。
PA66对许多溶剂具有抗溶性,但对酸和其它一些氯化剂的抵抗力较弱。
注塑模工艺条件
干燥处理:如果加工前材料是密封的,那幺就没有必要干燥。
然而,
如果储存容器被打开,那幺建议在85C的热空气中干燥处理。
如果湿度大
于0.2%,还需要进行105C,12小时的真空干燥。
熔化温度:260~290C。
对玻璃添加剂的产品为275~280C。
熔化温度应
避免高于300C。
模具温度:建议80C。
模具温度将影响结晶度,而结晶度将影响产品的物理特性。
对于薄壁塑件,如果使用低于40C的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进
行退火处理。
注射压力:通常在750~1250bar,取决于材料和产品设计。
注射速度:高速(对于增强型材料应稍低一些)。
流道和浇口:由于
PA66的凝固时间很短,因此浇口的位置非常重要。
浇口孔径不要小于
0.5*t(这里t为塑件厚度)。
如果使用热流道,浇口尺寸应比使用常规流
道小一些,因为热流道能够帮助阻止材料过早凝固。
如果用潜入式浇口,
浇口的最小直径应当是0.75mm。
典型用途PA66更广泛应用于汽车工业、仪器壳体以及其它需要有抗冲击性和高强度要求的产品。