意大利萨维奥自动络筒机的工艺配置
络筒
引言经纬纱在织机加工之前需经过准备加工。
不同纤维的经纬纱采用不同的准备加工方法。
经过准备加工,经纬纱的可织性提高,半成品卷装符合织机加工及织物成品规格的要求。
通常,经纱准备加工包括络筒、并捻、倒筒、整经、浆纱和穿结经;而纬纱的织前准备包括络筒、并捻、倒筒其中络筒、整经和浆纱是关键的加工工序。
本文主要研究络筒的加工工序以及其未来发展趋势。
络筒,又称络纱,是织前准备的第一道工序,是将管纱、绞纱络卷成筒子的织前准备工序。
它的任务是将来自纺部的管纱或绞纱在络筒机上加工成符合一定要求的筒子,即把纱线的小卷装再卷成大卷装,增加卷装容量,有利于后道工序加工效率的提高以及纱线的运输。
同时,为改善织物的外观质量,减少整经、浆纱、织布过程中的纱线断头,络筒时还对纱线的直径进行检查,清楚纱线上的疵点杂质。
络筒工序的任务和要求一、络筒工序的任务络筒工序的任务是将细纱机或捻线机纺成的管纱(线)用打结或捻接的方法将其逐一连接起来卷绕成规定的长度,同时通过清纱装置清除附着在纱线表面的杂质、粗节等纱疵;根据需要对纱线上蜡;使纱线在一定的张力下,卷绕成适合于下工序要求的、一定形状的筒子。
二、络筒工序的要求为了完成以上任务,对络筒工序有下列五点要求:1、卷绕张力适当,波动小,不损伤纱线原有的物理机械性能。
2、筒子卷绕容量大,成形良好,利于储存和运输。
3、筒子的形状和结构应保证后道工序的顺利退绕。
4、染色用筒子结构均匀。
5、纱线接头小而牢。
总的来说现代络筒机生产的筒子纱质量要达到四个方面的要求:筒子卷绕密度均匀、无结头、纱疵少、毛羽少。
三、络筒工序的作用络筒工序的作用可以概括为以下两点:1、将原纱或长丝做成容量圈套的筒子,提供给整经、卷纬、针织、无梭织机的供纬或漂染等工序。
管纱容量上,大卷装的管纱也仅能容纳29.2tex(即20英支)的中特棉纱约2500m左右。
若将管纱直接用于整经或织机上供纬等工序,都将因频繁换管而使停车时间过长,这样即不符合工艺上的要求,也不利于提高生产效率,同时也严重影响加工过程中纱线张力的均匀程度。
意大利savio自动络筒05年ORIONPC参考说明

意大利savio自动络筒05年ORIONPC参考说明ORION主要数据的设置设定(齿轮图标)基本值系统所有各节主要工作数据辅助设备各节基本设定--单锭配置数据--单锭设定循环槽筒纱线张力传感器控制筒管操作参数防带状纱打结器空拈器技术参数1.基本值--机器名称----NETWORK--机器编号: 1 MACHINE IP ADDRESS机器序列号: 321-016-01 SUBNET MASK--打印机-- SERVER IP ADDRESS⊙无⊙ KF MACHINE NAME--每班结束时打印-- DOMAIN NAME⊙生产数据--CLEARER TYPE--⊙ NOT INTEGRATED〇 LOEPFE2.系统--语言-- 计量单位—支数--口令更改--中文(CHINESE) Nm Tex Nec New 级别 1 级别 2--日期--计量单位—长度-- 日期/ 时间--YY/MM/DD 米02/05/16 16:09:12计量单位—重量--计时器--公斤 00 :003.所有各节锭数:60节数:1节序号:1第一锭:1末锭: 60--当前配置数据--节 1 :1--604.主要工作数据--操作参数--防带状纱装置--张力传感器-- --循环--管纱输送器-- 纱线编码:COTTON Nominal Count:14.5--操作参数--筒纱重量(gr):1500 筒纱长度(Mt):110000管纱重量(gr):58 管纱长度(Mt):3150Real Count:14.5 络纱速度(Mt/min):1200纱线数量:1 加速度:150滑动系数:1 上蜡装置(无:0;有:1):0--防带状纱--筒纱直径参数:3333--张力传感器--最小压力:8压力:10 Anti-Wrap Sensitivity:220--VSS可变速系统参数--可变速系统百分比:100 减速最大速度:20--循环--管纱输送器----循环--反转速度:50 筒纱寻纱尾次数:2长疵反转速度:100 管纱更换次数:2管纱寻纱尾次数:25.辅助设备⊙左手机型〇右手机型--吸风装置类型----发送数据-- ⊙人工TDE+变频器 Complete⊙ Motor Temperature Prob⊙ Overloading Motor〇Superba LinkYarn F. 管纱输送器落纱小车空管库筒纱传送带吸风装置除尘系统空管传送带筒纱传送带--筒纱传送带--传送带数量:0 转向器数量:0⊙机头⊙人工筒管传送带〇自动筒管传送带自动筒纱传送带上启动时所需筒纱数1:--吸风装置--⊙吸风电机⊙Magitex(意大利)停机时间(分钟):2〇Electro-jet(西班牙)除尘间隔次数:0空管传送带--空管传送装置--传送带数量:1〇机头⊙机尾6.各节基本设定(只可查阅)--单锭配置数据--7.单锭设定⊙张力控制装置(Booster)〇筒纱架⊙纱线张力传感器〇 C.A.P. Full Step〇不允许更换管纱〇断纱改向〇 Lycra Cycle 〇包缠时DWM方式处理〇清纱器测试〇 Forced Bobbin Change (Red Light)〇Forced Bobbin Change (Textile Alarm)--纱批----Yarn Feeler Sensor--⊙单批纱探纱传感器〇编码 1 ATX 1 BTSR 1〇编码 2 Sensor Value:70 注:①新式探纱传感器(与中探纱气阀一体)选择ATX1。
络筒概述
2.退绕张力的形成
P18
(1) 退绕点张力Tt和分离点张力T1
决定分离点张力的因素: 退绕点张力Tt(静平衡张力);摩擦力; 粘附力;惯性力。 欧拉公式:分离点张力 T1 = Ttekα 摩擦纱段增长,摩擦包围角α 增大,
T1将急剧增加。均匀分离点张力?
2.退绕张力的形成
三、影响络筒张力的因素
1.导纱距离:
单节气圈
P20
单节气圈
满管
5节气圈
空管
1节气圈
11节气圈
3节气圈
三、影响络筒张力的因素
2.络纱速度对纱线张力的影响:
P20
络纱速度增加,气圈回转角速度增大,由于空 气阻力影响气圈形状变化,摩擦纱段增长,分离点 张力增大,络筒张力随之增加 。
3.纱线线密度对纱线张力的影响:
2.张力装置的工作原理:
累加法:纱线通过两个互相紧压的平面,因摩擦而获得张力 T= T0+2f1n1+2f2N2+…+2fnNn
垫圈加压 弹簧加压
P22-23
压缩空气加压
在适当增加纱线张力均值的同时,不扩大张力波动的方差, 从而降低了纱线张力的不匀程度, 使不匀率下降.
2.张力装置的工作原理:
P24
纱线线密度大,退绕时气圈质量大,产生离心 力大,从而使纱线的退绕张力越大。
三、影响络筒张力的因素
4.纱路曲折度对张力的影响
托盘型 Bobbin-Tray Type
纱库型 Magazine
日本村田NO.21C型自动络筒机 (托盘型Bobbin-Tray Type)
四、均匀络筒纱线张力的措施
P20
四、均匀络筒纱线张力的措施
络筒新技术

四
自动络筒新技术
筒子防叠新技术
即采用智能型复合沟槽槽筒,筒子卷绕质量的好坏,直接影响无结纱在后道工序能否正常的生产。自 动络筒机的电子防叠是采用改变槽筒的速度,使槽筒在加速和减速蠕动时,位移时刻发生变化。但实验证 明,即使这样,还是有部分纱线卷绕在同一位置上,从而使得纱线在进行高速退绕时,产生脱圈和粘连的 概率增加,这是传统的槽筒防叠装置上不可避免地产生的重叠,村田公司经过长期的观察和研究,发现如 果槽筒同时具有两种不同的沟槽,在发生重叠卷绕的危险区域处转换槽筒圈数,将消除重叠。为此村田公 司研制了智能型复合沟槽槽筒。
三
国内自动络筒机
上海第二纺织机械公司
上海第二纺织机械股份有限公司在引进德国赐来福Autoconer238自动络筒机的 基础上自主研发了自动络筒机。其主要的技术指标已达到或接近国际先进水平。
三
国内自动络筒机
国内自动络筒机的技术水平与国外产品相比差距较大,特别是产品的自主开发 能力受整体工业水平低的制约,难以与国外先进厂家抗衡。如果我们在电子清纱器 和气动捻接器的技术上有所突破,则我们的产品将会得到进一步的提升。
二
国外自动络筒机
日本村田公司
日本村田公司开发的空气吹捻器的技术加上独特的对吹捻接头效果的三重检验 部件,可使纱线接头非常完美。
在自动络筒机上应用两个沟槽防叠技术,最高机械速度为2000r/min,卷绕速度以 各锭子单独的变频器予以控制,以达到平滑稳定的慢启动,并能够进行确实可靠的防 重叠卷绕的控制
独创的气圈控制器能随纱线的退绕而自动逐渐下降,使管纱的退绕始终保持了张 力的稳定,可减少脱圈、飞花、毛羽、棉结的产生。
三
国内自动络筒机
青岛宏大公司
青岛宏大自主开发的SMARO新型自动络筒机对络筒纱路及工艺进行了全新的 设计,结构简单,采用先进的电气控制技术,自动化水平较高,真正实现了纱线全 程监控,大大提高了生产效率和经济效益。
现代新建棉纺织工厂工艺设计实例分析
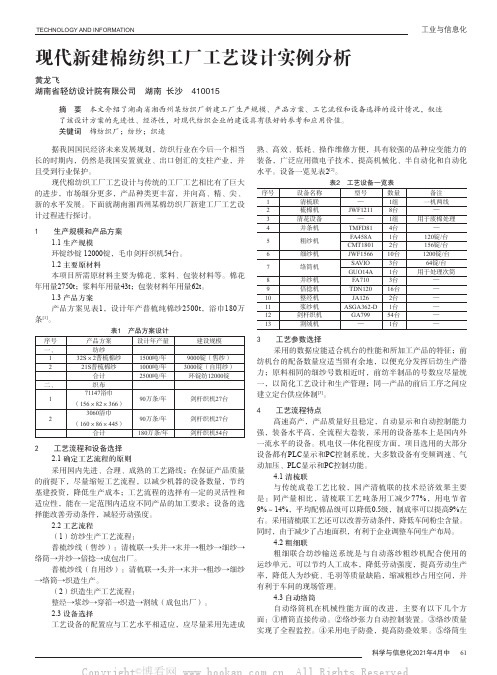
熟、高效、低耗、操作维修方便,具有较强的品种应变能力的
装备,广泛应用微电子技术,提高机械化、半自动化和自动化 水平。设备一览见表2[2]。
表2 工艺设备一览表
序号 1 2 3 4
5
6
7
8 9 10 11 12 13
设备名称 清梳联 梳棉机 清花设备 并条机
粗纱机
细纱机
络筒机
并纱机 倍捻机 整经机 浆纱机 剑杆织机 割绒机
型号 — JWF1211 — TMFD81 FA458A CMT1801 JWF1566 SAVIO GUO14A FA710 TDN120 JA126 ASGA362-D GA799 —
数量 1组 8台 1组 4台 1台 2台 10台 3台 1台 3台 16台 2台 1台 54台 1台
备注 一机两线
1 生产规模和产品方案
1.1 生产规模
环锭纱锭 12000锭,毛巾剑杆织机54台。
1.2 主要原材料
本项目所需原材料主要为棉花、浆料、包装材料等。棉花
年用量2750t;浆料年用量43t;包装材料年用量62t。
1.3 产品方案
产品方案见表1,设计年产普梳纯棉纱2500t,浴巾180万 条[1]。
表1 产品方案设计
序பைடு நூலகம் 一、
1 2
二、 1
2
产品方案 纺纱
32S×2普梳棉纱 21S普梳棉纱 合计 织布 71147浴巾
(156×82×366) 3060浴巾
(160×86×445) 合计
设计年产量 1500吨/年 1000吨/年 2500吨/年
90万条/年
90万条/年 180万条/年
建设规模 9000锭(售纱) 3000锭(自用纱) 环锭纺12000锭
络筒机自动换管机构的控制系统设计
络筒机自动换管机构的控制系统设计目录1 络筒机的概述 (2)1.1络筒机的发展 (2)1.2络筒的目的和要求 (3)1.3自动络筒机的工艺流程 (3)2 自动络筒的主要机构 (4)2.1自动络筒机构组成 (4)2.2 络纱锭部分 (6)2.3 自动换管机构 (10)3 模拟自动换管机构的PLC控制系统设计 (13)3.1元器件的选择 (14)3.2 输入/输出与端口的分配 (15)3.3 PLC的外部接线图 (16)3.4自动换管机构的程序图 (17)3.5小结 (19)总结 (20)参考文献 (21)1 络筒机的概述1.1络筒机的发展由于微电子技术和计算机技术的广泛应用,此时我国也开始引进国外技术,主要有青岛纺机厂、山西、陕西、常州等机械厂开始生产GA003型(仿萨维奥RAS15型)和GA004型(仿村田No7-Ⅱ型)自动络筒机。
但是终因机械零件多,精度要求高,互换性、可靠性及稳定性不够而未能形成批量生产。
国内纺织企业开始与德国赐来福公司、意大利萨维奥公司进行自动络筒机的技贸结合,进口部件,国内组装。
最为成功的国内企业是青岛宏大和上海二纺机。
上海二纺机虽引进自动络筒机项目,国家和企业投入大量资金,但未形成成熟商品。
目前,国产自动络筒机在市场占有率和品牌知名度方面与国外相比还有一定的差距。
如果想在今后的市场竞争中占有一席之地,国内企业必须依靠有自主知识产权、更新的技术、更优的质量和性价比更高的产品,才能满足用户要求。
国外自动络筒机经历过大批锭(即每台自动络筒机一只打结器)、小批锭(即每一定量锭子一只打结器)及单锭(即每锭一只打结器)三个发展阶段。
自单锭式自动络筒机进入市场后,自动络筒机的发展进入一个崭新的阶段。
第一代自动络筒机就是单锭式自动络筒机,其典型代表是RAS15、村田7-Ⅱ。
它基本靠机械结构控制,结构非常复杂,设计难度和制造精度要求非常高,而工作速度和效率比较低。
以ESPERO、村田7-V、AUTOCONER238为代表的第二代自动络筒机相比第一代自动络筒机有了较大改变,机械结构简化,动作可靠性提高,机械零部件制造精度要求降低,实现了数据统计与设置的人机对话,生产速度和效率得到了提高。
ORION自动络筒机技术性能和生产实践
纬齿 盘 组 件 主要 包 括 寻 纬齿 盘 、 位 弹簧 和基 座 3 复
收 稿 日期 : 0 20 一 l 2 1 — 2O
部分 , 侧齿 盘 与寻纬 齿盘 通过各 自端面上 的 1 8个 不
作 者 简 介 : 建 岭 ( 9 2 ) 男 , 东 聊 城 人 , 理 工 程 王 17 一 , 山 助
1 4 2 接 头循 环 采用 智能 逻辑 控制 , .. 每个动 作 都有 单 独 的驱 动装 置 , 并且 主要 动作 都 由传感 器监 控 , 各
收 稿 日期 : 0 1 1 — 0 2 1 — 23
配备 US E T R QUANTUM 2型 及 3型先 进 的 电子 清纱 装置 , 现 了 错 号报 警 、 实 纱疵 报 警 等 功 能 , 为产 品质 量追 踪 、 关提 供 了手段 。通 过报警 信 息 , 把 经追 踪确 定事 故机 台 , 时采 取措 施 , 损失 减少 到 及 将
系统 , 线张 力 闭环控 制 系统及 附件 先进 电子 清纱装 置 , 纱 并给 出了络筒机 保 养建议 。肯定 了机 电
一
体化 在 节能 降耗 方 面的 贡献 。
文献 标识 码 : B 文章 编 号 :0 19 3 ( O 2 ¥ -0 50 10 —6 4 2 1 ) 10 4 -2
体化使 维 修更 简捷 。总 之 , 要使 络筒 机 正 常 高 效 运 转 , 一定 要做 好维 护保 养工 作 。 就
洁, 并清 洁控 制 电机 的冷却 风扇 , 空管输 送带 进行 对
清 洁飞 花 、 回丝 的卷 绕 。
参考文献 :
[ ]马厚 坤 , 起 宏 , 兆 旗 , . 大 利 萨 维 奥 公 司 OR O 1 朱 李 等 意 IN
中意合作世界先进的自动络筒机简介

中意合作世界先进的自动络筒机简介中意合作世界先进的自动络筒机Espero自动络筒机简介目前世界上生产具有世界水平的自动络筒机主要有三家,六种机型:意大利Savio公司生产RAS.15和Espero型,德国Schlafhorst公司生产的Auto coner138型和238型,日本Murata公司生产的NO.7-II型和NO.7-V型。
RAS.15型. Auto coner 138型和NO.7-II型代表八十年代初,中期产品,属于老一代产品;Espero、238、NO.7-V型代表八十年代末,九十年代初的产品,属于新一代产品。
下面我们就青岛萨维奥机械公司与意大利Savio公司合作生产的世界先进的Espero自动络筒机从几个方面向大家详细介绍一下,以供国内的生产厂家及有关单位对Espero自动络筒机有更进一步的了解和认识:1、水平先进性分析:评介机器的先进性主要依据是机器所生产产品的质量和机器的效率,具体说决定以下因素:a、接头装置(影响纱线质量)Espero型自动络筒机接头装置可以有三种形式:空气捻结器、机械捻结器和打结器。
在主机上具有互换性,供用户随意选择。
Espero采用空气捻结器,具有以下优点:退捻机构除采用气流退捻外,又增加了机械振荡器,退捻更加完善,使捻结接头直径与原纱直径比为1.1倍。
加捻机构、吹捻点由二点改为三点,使捻结相对强力提高到90%以上。
Savio专利产品机械捻结器,接头质量好,相对强力超过95%,适于高支高质量纱。
机械捻结器搓捻摩擦盘寿命,摩擦盘在正常维护保养下,纯棉4年,涤棉2-3年。
注:按Savio的要求来使用。
b、清纱效果(影响纱线质量)Espero型接头装置和电子清纱器位置关系是,先捻结后清纱,使捻结质量得到电子清纱器的控制,纱线经电子清纱器后,直接进入筒子,中间不再经过任何装置。
c、筒子成形(影响筒子质量)Savio筒子成形有如下优点:球面成形好,Espero型除具有筒子锥度累进装置外,还有轴向位移装置(由凸轮控制,随着筒子直径增长,筒子轴向右移动)。