加工尺寸公差对照表
机加工标准公差表
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢
您的支持)。
机械加工自由公差表

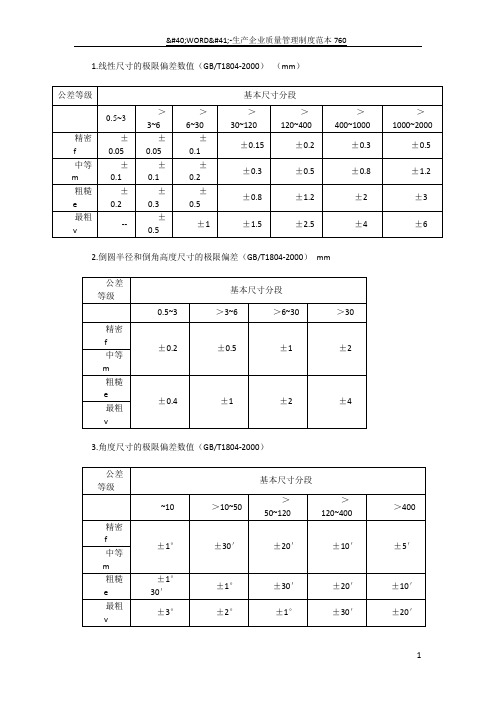
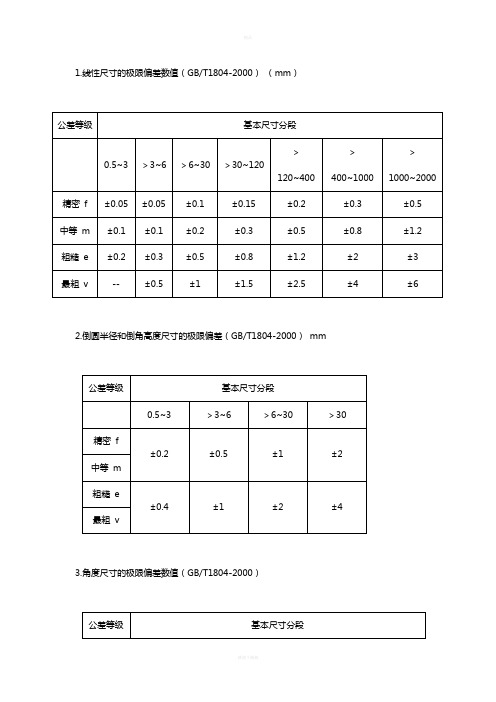
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)之阿布丰王创作基本尺寸分段公差品级0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗拙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±62.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差品级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f±0.2 ±0.5 ±1 ±2中等 m粗拙 e±0.4 ±1 ±2 ±4最粗 v3.角度尺寸的极限偏差数值(GB/T1804-2000)公差品级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f±1°±30′±20′±10′±5′中等 m粗拙 e ±1°30′±1°±30′±20′±10′最粗 v ±3°±2°±1°±30′±20′4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)公差品级基本长度范围≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6 4.2垂直度未注公差值(GB/T1184-1996)(mm)公差品级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 24.3对称度未注公差值(GB/T1184-1996)(mm)公差品级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 24.4圆跳动的未注公差值(GB/T1184-1996)(mm)公差品级圆跳动公差值H 0.1K 0.2L 0.33.概况粗拙度零件的概况都应该注明粗拙度的品级.如果较多的概况具有相同的概况粗拙度品级,则要集中在图样右上角标注,并加“其余”字样.粗拙度品级的选择,一般可以根据对各概况的工作要求和尺寸精度品级来决定,在满足工作要求的条件下,不得随意提高品级. 1)取样长度和评定长度的选用值(GB/T1031-1995)Ra (μm)Rz (μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.02)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040,0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0,1.25,2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最年夜高度Rz的数值(GB/T1031-1995)(μm)第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630。
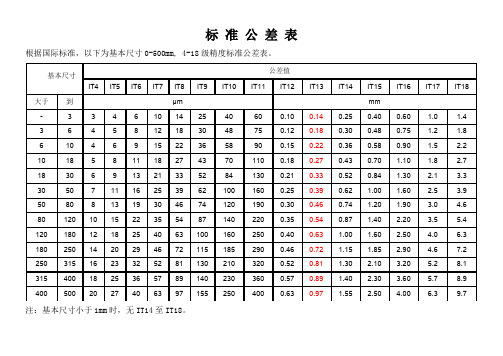
机加工标准公差表

注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
机械加工公差表
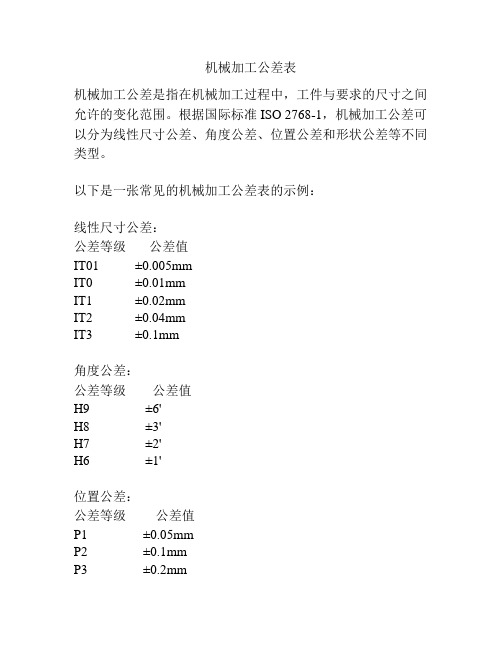
机械加工公差表
机械加工公差是指在机械加工过程中,工件与要求的尺寸之间允许的变化范围。
根据国际标准ISO 2768-1,机械加工公差可以分为线性尺寸公差、角度公差、位置公差和形状公差等不同类型。
以下是一张常见的机械加工公差表的示例:
线性尺寸公差:
公差等级公差值
IT01 ±0.005mm
IT0 ±0.01mm
IT1 ±0.02mm
IT2 ±0.04mm
IT3 ±0.1mm
角度公差:
公差等级公差值
H9 ±6'
H8 ±3'
H7 ±2'
H6 ±1'
位置公差:
公差等级公差值
P1 ±0.05mm
P2 ±0.1mm
P3 ±0.2mm
P4 ±0.4mm
P5 ±1.0mm
形状公差:
公差等级公差值
V1 0.05mm
V2 0.1mm
V3 0.2mm
V4 0.4mm
V5 1.0mm
请注意,以上仅为示例,实际的机械加工公差表可能根据具体的加工要求和标准有所不同。
在进行机械加工时,应根据具体的工艺要求选择合适的公差等级。
公差对照表
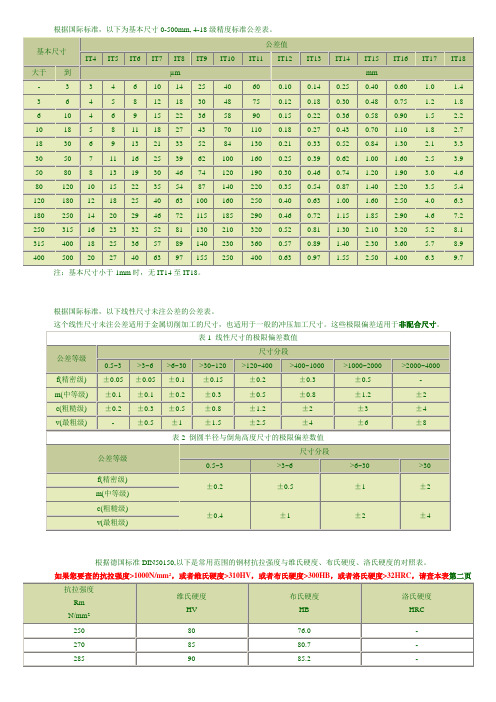
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于非配合尺寸。
根据德国标准DIN50150,以下是常用范围的钢材抗拉强度与维氏硬度、布氏硬度、洛氏硬度的对照表。
如果您要查的抗拉强度>1000N/mm2,或者维氏硬度>310HV,或者布氏硬度>300HB,或者洛氏硬度>32HRC,请查本表第二页
如果您要查的抗拉强度<1000N/mm2,或者维氏硬度<310HV,或者布氏硬度<300HB,或者洛氏硬度<32HRC,请查本表第一页。
机加工标准公差表

整理范本编辑word!
注:基本尺寸小于1mm时,无IT14至IT18。
整理范本编辑word!
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
机械加工自由公差表
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630饱食终日,无所用心,难矣哉。
机械加工自由公差表
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25,2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630感谢下载!欢迎您的下载,资料仅供参考。