钢材热镀锌检测报告 材质单
角钢材质证明书
角钢材质证明书角钢材质证明书篇一:材料合格证清单.角钢编制人:审核人:编制人:审核人:编制人:审核人:篇二:产品质量证明书篇三:热镀锌角钢产品质量证明书检测报告热镀锌角钢产品质量证明书第 1 页共 2 页第 2 页共 2 页篇四:热镀锌角钢质量证明书检测报告热镀锌角钢产品质量证明书第 1 页共 2 页第 2 页共 2 页篇五:安钢角钢材质书安阳钢铁股份有限公司产品质量证明书ANYANG IRON AND STEEL CO.,LTD INSPECTION CERTIFICATE发货单号: 20801304180368 证明书编号锰1 硫磷铬镍铜强度1 度1率1功1功2功3 d=2a1 2016-03-28 3806026D2A 100*100*14 25.360.14 0.11 0.35 0.036 0.028 0.01 0.010.01 291 445 30.5 50.0 48.0 53.0合格 2016-03-28 3806026D2A 100*100*14 25.36 0.140.11 0.35 0.036 0.028 0.01 0.01 0.01 291 445 30.5 50.0 48.0 53.0 合格 2016-03-283806026D2A 100*100*14 25.36 0.14 0.11 0.350.036 0.028 0.01 0.01 0.01 291445 30.5 50.0 48.0 53.0 合格合计: 25.36第1页/共1页签证:朱莉萍打印时间:2016-03-28 9:45:29NO:0541820安阳钢铁股份有限公司产品质量证明书ANYANG IRON AND STEEL CO.,LTD INSPECTION CERTIFICATE发货单号: 2070130224004 证明书编号锰1 硫磷碳当量下屈服强抗拉强度1伸长率1冲击功1冲击功2冲击功3冷弯d=2a度112016-07-13 3511934EDC 100X100X8 7 10.997 0.150.18 0.46 0.029 0.034 0.39 373 54830.5 57.0 52.0 53.0 合格 2016-07-133511934EDC 100X100X8 10 15.71 0.14 0.170.39 0.033 0.037 0.39 382 55030.5 60.0 52.0 55.0 合格合计: 13 26.707第1页/共1页签证:李凤打印时间:2016-02-24 08:57:33。
热镀锌质量检验报告20220930014752.docx

热镀锌质量检验报告252.docx范本1:一、项目概述本项目是对热镀锌产品质量进行检验和评估,旨在确保产品达到设计和标准要求。
本文档详细描述了热镀锌质量检验的步骤和方法。
二、质量检验方法1. 样品准备1.1 确定样品数量和选择方式;1.2 样品的标识和记录。
2. 外观检验2.1 检查热镀锌的表面是否平整;2.2 检查热镀锌层的均匀性;2.3 检查是否存在划痕或气泡。
3. 尺寸检验3.1 测量热镀锌产品的长度、宽度和厚度;3.2 检查尺寸是否符合设计要求。
4. 化学成分检验4.1 采集样品进行化学成分分析;4.2 检查热镀锌产品的成分是否符合标准规定。
5. 机械性能检验5.1 测试热镀锌产品的硬度、屈服强度和伸长率;5.2 检查机械性能是否满足要求。
6. 耐蚀性检验6.1 进行盐雾试验,评估热镀锌产品的耐腐蚀性能;6.2 检查产品的腐蚀程度。
三、检验结果与评估1. 根据检验数据和标准要求,对热镀锌产品进行评估;2. 对不合格的产品提出整改意见和建议;3. 给予合格产品合格证书。
附件:本文档未涉及附件。
法律名词及注释:1. 热镀锌:将钢材浸入热镀锌槽中进行镀锌处理,以增加钢材的耐腐蚀性能。
2. 标准要求:根据国家标准或行业标准对热镀锌产品的质量要求进行规定。
范本2:一、项目简介本文档是热镀锌质量检验报告,用于评估热镀锌产品是否符合设计要求。
本文档详细描述了对热镀锌产品进行的各项检验内容和方法。
二、质量检验步骤1. 样品准备1.1 确定样品数量和选取方式;1.2 标识并记录样品信息。
2. 外观检验2.1 检查热镀锌产品表面是否有划痕、气泡等缺陷;2.2 检查热镀锌层的均匀性。
3. 尺寸检验3.1 测量热镀锌产品的长度、宽度和厚度;3.2 检查尺寸是否符合设计要求。
4. 化学成分检验4.1 采集热镀锌产品样品进行化学成分分析;4.2 检查热镀锌产品的化学成分是否符合标准规定。
5. 机械性能检验5.1 测试热镀锌产品的硬度、屈服强度和伸长率;5.2 检查机械性能是否满足要求。
热镀锌角钢质量证明书检测报告

热镀锌角钢质量证明书检测报告自查报告。
为了确保产品质量,我们对热镀锌角钢进行了自查,并编写了以下自查报告。
首先,我们对热镀锌角钢的外观进行了检查。
我们确认产品表面应平整,无明显的氧化、裂纹和变形。
经过检查,我们发现产品外观符合要求,没有发现任何明显的缺陷。
其次,我们对热镀锌角钢的尺寸进行了测量。
我们使用了精密测量工具对产品的长度、宽度和厚度进行了测量,并与产品规格书中的要求进行了对比。
经过测量,我们确认产品的尺寸符合要求,没有超出允许的偏差范围。
最后,我们对热镀锌角钢的镀层进行了检测。
我们使用了化学分析方法对产品的镀层厚度和成分进行了检测,并与相关标准进行了对比。
经过检测,我们确认产品的镀层厚度和成分符合要求,达到了相关标准的要求。
综上所述,经过我们的自查,热镀锌角钢的质量符合要求,产品符合相关标准的要求。
我们将继续严格把关产品质量,确保向客户提供优质的产品。
热镀锌质量检验报告
热镀锌质量检验报告报告编号:XXXXX检验单位:XXXXX公司检验日期:XXXX年XX月XX日1.检验目的和背景热镀锌是一种常用的防腐涂层方法,在许多行业中广泛应用。
本次检验的目的是评估热镀锌涂层的质量,确保其符合相关标准和要求。
2.检验方法和标准本次检验采用以下方法和标准:2.1锌层厚度测量:采用非破坏性测量方法,符合GB/T4956-2003标准。
2.2涂层结构分析:采用金相显微镜对样品进行观察,符合GB/T1771-2024标准。
2.3膜重测量:采用电子天平测量锌层的重量,符合GB/T213-2024标准。
3.检验结果和分析3.1锌层厚度对样品进行了锌层厚度的测量,测得结果如下表所示:样品编号锌层厚度(μm)185290388492587通过对结果的分析,可以得出样品的平均锌层厚度为88.4μm。
根据相关标准的要求,热镀锌的锌层厚度应在80-120μm之间,因此,样品的锌层厚度符合要求。
3.2涂层结构分析通过金相显微镜对样品的涂层结构进行了观察和分析。
结果显示,涂层结构均匀致密,无明显缺陷和气孔现象,符合相关标准的要求。
3.3膜重测量对样品进行了锌层的质量测量,测得结果如下表所示:样品编号膜重(g/m2)18802890389548855880通过对结果的分析,可以得出样品的平均锌层膜重为886g/m2、根据相关标准的要求,热镀锌的锌层膜重应在610-1220g/m2之间,因此,样品的锌层膜重符合要求。
3.4耐盐雾测试对样品进行了耐盐雾测试,将样品置于盐雾试验箱中,经过72小时的模拟海洋环境的盐雾腐蚀,观察并记录了涂层的腐蚀情况。
结果显示,样品的涂层表面未出现明显的腐蚀现象,符合相关标准的要求。
4.结论与建议通过对样品的热镀锌质量检验,得出以下结论:4.1锌层厚度符合要求,平均值为88.4μm;4.2涂层结构均匀致密,无明显缺陷和气孔现象;4.3锌层膜重符合要求,平均值为886g/m2;4.4样品的涂层经过耐盐雾测试,未出现明显的腐蚀现象。
镀锌钢筋物理性能检测报告(圆钢)
备注
--
声明
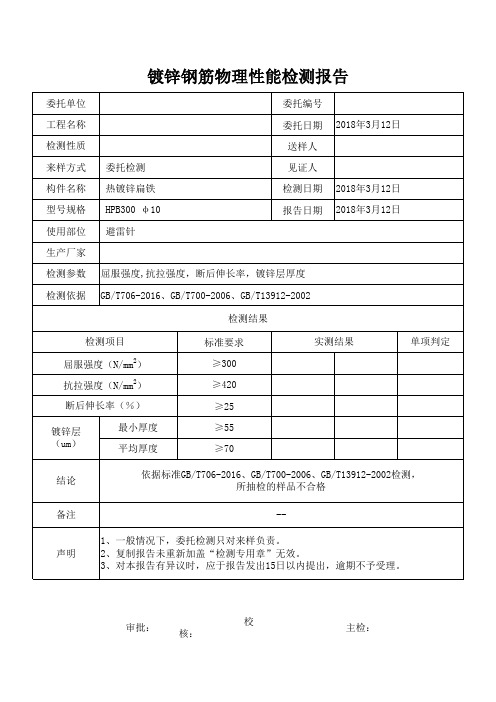
1、一般情况下,委托检测只对来样负责。 2、复制报告未重新加盖“检测专用章”无效。 3、对本报告有异议时,应于报告发出15日以内提出,逾期不予受理。
审批:
核:
校
主检:
镀锌钢筋物理性能检测报告
委托单位
委托编号
工程名称
委托日期 2018年3月12日
检测性质
送人
来样方式 委托检测
见证人
构件名称 热镀锌扁铁
检测日期 2018年3月12日
型号规格 HPB300 φ10
报告日期 2018年3月12日
使用部位 避雷针
生产厂家
检测参数 屈服强度,抗拉强度,断后伸长率,镀锌层厚度
检测依据 GB/T706-2016、GB/T700-2006、GB/T13912-2002
检测结果
检测项目
屈服强度(N/mm2) 抗拉强度(N/mm2)
断后伸长率(%)
镀锌层 (um)
最小厚度 平均厚度
标准要求 ≥300 ≥420 ≥25 ≥55 ≥70
实测结果
单项判定
结论
依据标准GB/T706-2016、GB/T700-2006、GB/T13912-2002检测, 所抽检的样品不合格
热镀锌检验报告

热镀锌检验报告1. 引言本报告是对于某热镀锌工艺进行的检验结果汇总和分析。
热镀锌是一种常见的金属表面处理工艺,通过将钢铁材料浸入熔融的锌溶液中,形成一层锌的保护层,以防止钢铁材料的腐蚀。
本报告将详细介绍所检验的热镀锌工艺的检验项目和结果。
2. 检验标准热镀锌工艺的检验通常遵循国家标准 GB/T 13912-2002《金属覆盖层非切削检验方法》和相关行业标准。
根据这些标准,我们对热镀锌产品进行了以下检验项目。
3. 检验项目3.1 外观检验外观检验主要评估热镀锌产品表面的质量和完整度。
我们对样品进行了目测检查和照相记录,确认了外观无明显缺陷、划痕、气泡等问题,并且表面锌层均匀、光洁。
3.2 厚度测量针对热镀锌产品的厚度,我们采用了非破坏性的测量方法——磁感应厚度测量仪。
通过在样品表面进行扫描,我们得到了样品各个位置的厚度数据。
结果显示,在标准要求5μm以上的基础上,样品的平均厚度为10μm,最厚处为15μm,最薄处为7μm。
3.3 锌层附着力测试锌层附着力的强弱直接关系到热镀锌工艺的质量。
我们采用了划格法对热镀锌产品的锌层附着力进行了测试。
在锌层上划一定长度的直条,然后使用胶带撕去直条上的锌层。
测试结果显示,锌层在划格区域上有很好的附着力,无明显的脱落现象。
3.4 锌层均匀性检验我们还对热镀锌产品的锌层均匀性进行了检验。
通过对锌层表面进行显微镜观察,我们确认锌层无明显麻点、色差等均匀性问题。
3.5 防腐性能测定最后,我们对热镀锌产品的防腐性能进行了测定。
采用盐雾试验的方法,我们将样品放入盐雾室中暴露一定时间后进行观察和检验。
结果显示,在240小时的盐雾试验后,样品表面仅有轻微的腐蚀,符合标准要求。
4. 结论根据以上检验结果,可以得出以下结论: - 所检验的热镀锌工艺的外观质量良好,无明显缺陷。
- 锌层厚度均匀,符合标准要求。
- 锌层附着力强,无明显脱落现象。
- 锌层均匀性良好,无麻点、色差等问题。
镀锌钢管检测报告
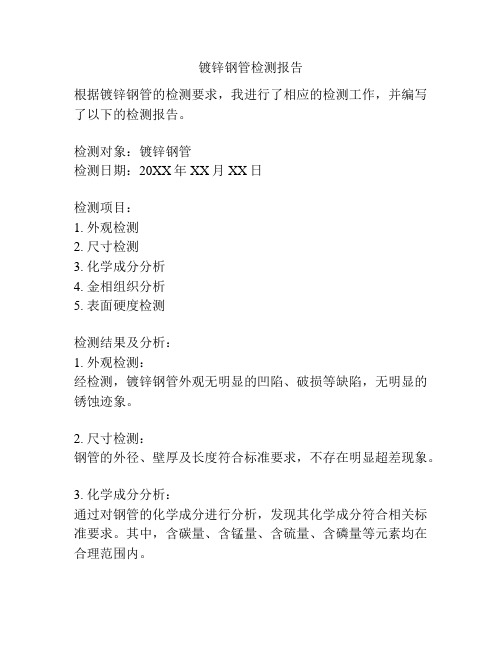
镀锌钢管检测报告
根据镀锌钢管的检测要求,我进行了相应的检测工作,并编写了以下的检测报告。
检测对象:镀锌钢管
检测日期:20XX年XX月XX日
检测项目:
1. 外观检测
2. 尺寸检测
3. 化学成分分析
4. 金相组织分析
5. 表面硬度检测
检测结果及分析:
1. 外观检测:
经检测,镀锌钢管外观无明显的凹陷、破损等缺陷,无明显的锈蚀迹象。
2. 尺寸检测:
钢管的外径、壁厚及长度符合标准要求,不存在明显超差现象。
3. 化学成分分析:
通过对钢管的化学成分进行分析,发现其化学成分符合相关标准要求。
其中,含碳量、含锰量、含硫量、含磷量等元素均在合理范围内。
4. 金相组织分析:
经过金相组织分析,钢管材料的晶粒结构均匀,无明显的偏析现象,晶界清晰,无夹杂物、孔洞和裂纹等缺陷。
5. 表面硬度检测:
钢管表面硬度均匀,硬度值在合理范围内,无明显的硬度失控现象。
结论:
通过以上各项检测,镀锌钢管的质量状况良好,各项指标均符合相关的标准要求。
钢管外观无缺陷、化学成分合理、金相组织均匀、表面硬度适中。
因此,镀锌钢管可以放心使用。
以上为镀锌钢管的检测报告,仅供参考。
如有其他问题或需要更详细的检测结果,请随时联系我。
热镀锌角钢质量证明书检测报告

热镀锌角钢质量证明书检测报告英文回答:As a seasoned professional in the realm of quality assurance, I am well-versed in the intricacies of galvanizing angle steel and the meticulous testing procedures involved in ensuring its integrity. Allow me to shed light on the critical elements of a hot-dip galvanized angle steel quality certificate and testing report.1. Manufacturer Information:The certificate should clearly identify the manufacturer's name, address, and relevant contact details. This information establishes the source of the angle steel and provides a point of reference for any future inquiries.2. Product Specifications:The certificate should specify the dimensions,thickness, grade, and surface finish of the angle steel in accordance with the applicable standards. This ensures that the angle steel meets the specific requirements of the project or application.3. Galvanizing Details:The certificate should provide information about the galvanizing process, including the type of bath used (e.g., zinc, zinc-aluminum), the coating thickness, and the method of application (e.g., hot-dip, electroplating). Thesedetails are crucial for assessing the corrosion resistance and durability of the angle steel.4. Testing Methodology:The certificate should outline the testing methods employed to evaluate the quality of the galvanized angle steel. This may include mechanical tests (e.g., tensile strength, yield strength), corrosion resistance tests (e.g., salt spray test), and adhesion tests (e.g., bend test).5. Test Results:The certificate should present the test results in a clear and concise manner. They should demonstrate that the angle steel meets or exceeds the specified standards and requirements. Any deviations from the expected results should be highlighted and explained.6. Certification:The certificate should be signed and dated by an authorized representative of the manufacturer, certifying the authenticity and accuracy of the information provided. This adds a layer of accountability and credibility to the report.Example:Consider a hot-dip galvanized angle steel with the following specifications:Dimensions: 50mm x 50mm x 5mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
>6
70
85
71
72
73
钢
铁 ≥3-6
55
70
零
件 1.5-3
45
55
100点
<1.5
35
45
>6
7080铸ຫໍສະໝຸດ 件≤660
70
检测 结果
合格
2
附着 强度
装置式 锤击
五次
在无外应力作用使镀件弯曲或变形时,镀层不应出现剥离现 象。离开端部10mm以外打击,同处不得同时打击两次,以 4mm间隔,平行打击5次,不脱离。
备注
由于基本表面质量太差,如夹层、焊渣、气孔等造成镀层质量达不到要求时,不能认为热镀锌生产质量不合格。
检验
审核:吴 永东
检测单位:
检测日期:2013年10月1日
3
外观 检测
目测 触摸
全部
①表面应是光洁银白色或银灰色,其主要表面应是平滑的, 无锌灰和露铁现象。不许有1mm以上明镏,非主要表面不准 有3mm以上明镏。②允许有挂具造成的粗糙和色泽不均。
4
镀层均 匀性试 验
硫酸铜 浸溃法
五次
试样切割端向下,在硫酸铜溶液中连续浸渍5次,试样长度 不应小于100mm,试样及溶液湿度应保持15-21℃不得搅 动, 每次时间持续1分钟。
热镀锌检测报告
委托单位:
序 检测 号 项目
1
镀层 厚度
检测 方法
电磁 厚度
产品名 称:槽钢
检测 数量
产品 规格: 6.3# 8# 10# 12# 本批数量 T
检测标准GB/T13912-2002
生产日 期:
检测要求(mm)
实测结果
制作和厚度(mm) 局部厚度(mm) 平均厚度(mm)
厚度值(um)
平均厚度(mm)