钢与铜的焊接工艺铜与铝的焊接工艺
钢与铜的焊接工艺、铜与铝的焊接工艺
钢与铜的焊接工艺、铜与铝的焊接工艺默认分类2009-03-13 13:36:18 阅读17 评论0 字号:大中小订阅钢与铜的焊接工艺。
钢与铜及铜合金焊接时的主要困难是在焊缝及熔合区易产生裂纹。
实践证实,为了保证焊缝具有足够高的抗裂性能,焊缝中铁的质量分数以控制在10%~43%为宜。
⑴焊接方法及焊接材料低碳钢与铜及铜合金焊接时,可以分别采用手弧焊、埋弧焊和钨极氩弧焊。
低碳钢与纯铜焊接时采用纯铜作为填充金属材料,如焊条TCu(T107);钨极氩弧焊时,采用硅锰青铜QSi3-1焊丝。
低碳钢与硅青铜、铝青铜焊接时,可采用铝青铜作填充金属材料。
不锈钢与铜焊接时,采用镍或镍基合金作填充金属材料。
铜和铝的熔点相差达423℃,很难同时熔化,在熔池中会产生脆性化合物AlCu2、Al2Cu3、AlCu、Al2Cu等。
当铜铝合金中含铜量在12%~13%以下时,综合性能最好,所以常采用铝焊丝。
铜-铝接头的埋弧焊见图7-19。
为加速铜的熔化,焊丝应偏离铜板坡口上缘0.5~0.6δ(δ为焊件厚度)。
铜侧开半∪形坡口,铝侧为直边,坡口中预置ф3mm的焊丝。
当焊件厚度为10mm时,焊丝直径2.5mm,焊接电流400~420A,电弧电压38~39V,送丝速度332m/h,焊接速度21m/h。
焊后,焊缝金属中铜的质量分数8%~10%为符合要求黄铜焊接的方法有:气焊、碳弧焊、手工电弧焊和氩弧焊。
1〃黄铜的气焊由于气焊火焰的温度低,焊接时黄铜中锌的蒸发比采用电焊时少,所以在黄铜焊接中,气焊是最常用的方法。
黄铜气焊采用的焊丝有:丝221、丝222和丝224等,这些焊丝中含有硅、锡、铁等元素,能够防止和减少熔池中锌的蒸发和烧损,有利于保证焊缝的性能和防止气孔产生。
气焊黄铜常用的熔剂有固体粉末和气体熔剂两类,气体熔剂由硼酸甲脂及甲醇组成;熔剂如气剂301。
2〃黄铜的手工电弧焊焊接黄铜除了用铜227及铜237外,也可以采用自制的焊条。
黄铜电弧焊时,应采用直流电源正接法,焊条接负极。
铜与钢的焊接

铜与钢的焊接在核电站、航空航天、化工、冶金、机电等领域中都能见到钢与铜或铜合金之间形成的复合焊接接头。
复合焊接有如下优点:一方面钢与铜或铜合金连接能形成满足各种特殊需求的金属结构,特别是既要求具有高强度,又要求具有高导电性和导热性能的工件;另一方面,在钢上堆焊铜合金能改善工件表面的性能,如能提高耐磨耐蚀性能、增强润滑和密封能力等。
由二元相图可以看出,铜和铁的原子半径、晶体类型、晶格常数、原子外层电子数等较为接近。
二者在液相中能无限固溶;二者在固态时,虽只能有限固溶,但并不会形成脆性金属间化合物,而是形成“x+ε”的双相,其中α相是Cu(0.3%)在铁中形成的固溶体,ε相为Fe(0.2%)在铜中形成的固溶体。
这些都是钢与铜或铜合金焊接的有利因素。
但是铜与铁的熔点、导热系数、热膨胀系数等参数又存在较大的不同,易在焊接接头产生应力集中,导致形成焊接裂纹,这对获得优质焊接接头是不利的,使焊接具有较大困难。
一、钢与铜或铜合金焊接的方法钢与铜或铜合金焊接的方法主要有熔化焊和固相压力焊。
当用铜焊丝在钢表面进行熔化堆焊时,由于母材中Fe、Cr、Ni等元素的融入,以及氧与铜的强烈亲和作用和多种低溶共晶体的存在,常常使焊缝金属区脆化,导致铜未焊透、气孔、夹杂、裂纹和烧穿等施焊处结晶晶粒粗大。
另外,在焊接过程中,液态铜或铜合金向所接触的近缝区钢表层渗透,即沿微裂纹浸润深入以及沿晶界扩散发展等形成“渗透裂纹”,是熔化焊接中另一个会产生的主要问题。
“渗透裂纹”的产生原理是:在应力的作用下,液态铜原子在毛细管效应作用下,渗透到裂纹尖端和沿晶界扩散,使得晶界表面能降低。
铁铜的表面能比铁铁的界面能低两倍,使得晶界强度弱化。
液态铜在微裂纹壁上还会产生一个附加压力,从而导致微裂纹进行扩展。
二、钨极氩弧焊(TIG)的优缺点用钨极氩弧焊(TIG)焊接铜与钢,其优点是:首先,氩气是惰性气体,既不与熔池金属发生化学反应,也不溶于液态金属。
铜和铝焊接的工艺详解
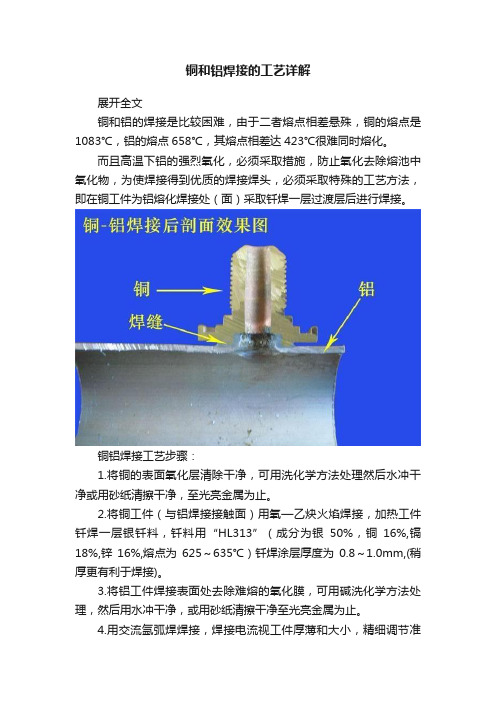
铜和铝焊接的工艺详解展开全文铜和铝的焊接是比较困难,由于二者熔点相差悬殊,铜的熔点是1083℃,铝的熔点658℃,其熔点相差达423℃很难同时熔化。
而且高温下铝的强烈氧化,必须采取措施,防止氧化去除熔池中氧化物,为使焊接得到优质的焊接焊头,必须采取特殊的工艺方法,即在铜工件为铝熔化焊接处(面)采取钎焊一层过渡层后进行焊接。
铜铝焊接工艺步骤:1.将铜的表面氧化层清除干净,可用洗化学方法处理然后水冲干净或用砂纸清擦干净,至光亮金属为止。
2.将铜工件(与铝焊接接触面)用氧—乙炔火焰焊接,加热工件钎焊一层银钎料,钎料用“HL313”(成分为银50%,铜16%,镉18%,锌16%,熔点为625~635℃)钎焊涂层厚度为0.8~1.0mm,(稍厚更有利于焊接)。
3.将铝工件焊接表面处去除难熔的氧化膜,可用碱洗化学方法处理,然后用水冲干净,或用砂纸清擦干净至光亮金属为止。
4.用交流氩弧焊焊接,焊接电流视工件厚薄和大小,精细调节准确,可先用工艺板(模拟工件厚度进秆试焊,确认焊接质量效果后方可在工件上焊接。
5.焊丝填充金属为铝硅合金,焊丝牌号“ER4047”,视工件厚薄和大小选用焊丝直径。
6.用交流电源焊接,有利于阴极雾化去除氧化膜。
使用ER4047作填充金属,可减少金属间的化合物。
7.铝铜焊接时如铜在铝中间没有银钎焊料层的地方,将会产生脆性的CuAL2化合物,使接头脆性并开裂,所以必须在铜的钎料涂层上进行与铝工件焊接。
8.焊接时钨极弧柱必须偏向铜工件一方,约相当于1/2距离以达到均匀熔化。
看了上面的步骤是不是感觉有些复杂呢?现在有这样一种焊接材料,可以使铜铝焊接非常方便简单!斯伟特铜铝药芯焊丝 FWB2001焊接方式:火焰焊、感应焊、真空钎焊等。
性能特点:低温钎焊,流动性适中(能把铜铝管接缝堆起来)、抗拉抗剪强度极高、导电性好、无腐蚀性自钎无缝焊丝、焊好无泄漏。
焊接工艺步骤:1.焊接前彻底清除母材上的油污、污垢、绝缘层等;2.来回移动焊枪均匀加热焊接部位,先加热厚件,后加热薄件;先加热铜件,后加热铝件;3.焊件温度达到450-500°C时,将焊丝加入焊接部位,让焊丝均匀熔化流入焊缝中(不可用火焰直接对准焊丝加热)。
铁铝铜钛合金的焊接方法
铁铝铜钛合金的焊接方法低碳钢含碳量少,塑性好,可以制备成各种形式的接头和构件。
在焊接过程中,不容易产生淬硬组织,产生裂纹的倾向也很小,同时又不容易产生气孔,它是最好焊的材料。
采用气焊、手工电弧焊、埋弧自动焊、气体保护焊等方法焊接低碳钢,都能获得良好的焊接接头。
采用气焊时不要长时间加热,否则热影响区的晶粒容易变大。
在接头刚度很大,周围气温较低时,应把工件预热到100~150℃,以免产生裂纹。
如何焊接中碳钢?由于中碳钢含碳量较高,焊缝及其热影响区容易产生淬硬组织而造成裂纹,所以焊前应预热到300℃左右,并且焊后需要缓冷。
它可以采用气焊、手弧焊及气体保护焊等方法施焊。
焊接材料应选用结506、结507等抗裂纹性能比较好的焊条。
如何焊接铝及铝合金?铝及铝合金在焊接中特别容易产生比重大、熔点高的氧化膜,这种氧化膜还能吸附大量的水分,因此在焊接中容易产生夹渣,熔合不好和气孔等缺陷,此外铝合金还容易产生热裂纹。
焊接铝及铝合金可以采用气焊或手弧焊。
但气焊热量不集中,铝传热很快,所以生产效率低,工件变形大,除薄板外很少采用。
目前大量采用交流氩弧焊的方法来焊接铝及铝合金,因为它热量集中,焊缝美观,变形小,有氩气保护,能防止夹渣和气孔。
如采用手工电弧焊焊铝,适合4mm以上的厚板。
所用焊条牌号为铝109、铝209、铝309。
它们都属盐基型焊条,稳弧性能不好,要求用直流反接电源。
如何焊接钛及钛合金?钛是非常活泼的元素,在液态和高于600℃的固态下,极易和氧、氮、氢等气体作用,生成有害的杂质,使钛发生脆化。
因此,钛及钛合金不能采用氧-乙炔气焊、手工电弧焊或其它气体保护焊,而只能采用氩弧焊,真空电子束焊和接触焊等方法。
采用氩弧焊焊3mm以下的薄板,电源用直流正接、氩气纯度不低于99.98%,喷嘴要尽量靠近工件,焊接电流要小,焊接速度要快,焊后一般要进行低温退火处理,以改善结晶组织和消除焊接应力。
如何焊接铜及铜合金?铜及铜合金的焊接有许多困难,因为它们的导热性特别好,所以容易造成焊不透和熔合不好等缺陷。
常用金属材料的焊接工艺

常用金属材料的焊接工艺引言焊接是一种将金属材料连接在一起的常用方法。
在工程领域中,焊接广泛应用于建筑、制造、航空、汽车等行业。
对于不同的金属材料,焊接工艺也有所不同。
本文将介绍常用金属材料的焊接工艺,包括钢、铝和铜的焊接工艺。
一、钢的焊接工艺钢的焊接工艺主要包括电弧焊、气体保护焊和电阻焊。
1. 电弧焊电弧焊是一种常用的钢焊接工艺。
常见的电弧焊方法包括手工电弧焊和埋弧焊。
•手工电弧焊:手工电弧焊是最基本的焊接方法之一。
其原理是通过电流引起两个金属工件之间的弧光放电,产生高温从而使两个金属工件熔化并连接在一起。
手工电弧焊的优点是操作简单、易控制,适用于焊接各类钢材。
•埋弧焊:埋弧焊是一种自动化的焊接方法。
其原理是通过电极焊丝和工件之间自动产生和保持电弧,从而将焊丝熔化形成焊缝。
埋弧焊的优点是焊接速度快、焊缝质量好,适用于焊接大型结构。
2. 气体保护焊气体保护焊是一种在焊接过程中利用惰性气体保护焊接区域免受大气影响的焊接方法。
常见的气体保护焊方法包括氩弧焊和二氧化碳保护焊。
•氩弧焊:氩弧焊是一种使用纯氩气或氩气和氦气的混合气体作为保护气体的焊接方法。
氩弧焊的优点是焊缝干净、焊缝质量高,适用于焊接不锈钢等。
•二氧化碳保护焊:二氧化碳保护焊是一种使用二氧化碳作为保护气体的焊接方法。
二氧化碳保护焊的优点是焊接速度快、成本低,适用于焊接碳钢等。
3. 电阻焊电阻焊是一种利用电流通过电阻产生的热量进行焊接的方法。
电阻焊适用于焊接薄板、管道等金属材料。
常见的电阻焊方法包括点焊和缝焊。
•点焊:点焊是一种通过在工件接触区域施加高电流短时间加热的方法。
点焊的优点是焊接速度快、焊缝质量好,适用于焊接金属片。
•缝焊:缝焊是一种通过在工件接触区域施加高电流长时间加热的方法。
缝焊的优点是焊接强度高、耐腐蚀性好,适用于焊接管道等。
二、铝的焊接工艺铝的焊接工艺主要包括惰性气体焊和摩擦焊。
1. 惰性气体焊惰性气体焊是一种在焊接过程中利用惰性气体保护焊接区域免受氧化影响的焊接方法。
铜管焊接技巧和方法
铜管焊接技巧和方法想必很多人都见过铜管,铜管在我们生活中的应用是非常广泛的,在使用铜管的时候,常常需要把铜管焊接一下,铜管焊接的工艺流程就是很多人想要学习的,那么,铜管到底是如何焊接的呢?今天小编就为大家介绍一下铜管焊接的工艺流程。
铜管焊接—什么是铜管铜管就是使用铜经过压制和拉制而成的无缝管。
铜管具有重量较轻,导热性好,低温强度高特点;铜管同时也非常坚固、耐腐蚀;此外铜管易弯曲、易扭转、不易裂缝、不易折断、强度高、抗冻胀和抗冲击。
建筑中的管材一般选择铜管,因为使用起来非常安全,而且无需维护。
铜管焊接—铜管焊接的焊料怎么选用1.对不同材料的焊接:铜与铁的焊接可选用磷铜焊料或黄铜条焊料,但还需使用相应的焊剂,如硼砂、硼酸或硼酸的混合焊剂。
铜与钢或铜与铝的焊接可选用银铜焊料和适当的焊剂,焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防止产生腐蚀。
在使用焊剂时最好用酒精稀释成糊状,涂于焊口表面,焊接时酒精迅速蒸发而形成平滑薄膜不易流失,同时还可避免水份浸入制冷系统的危险。
2.对同类材料的焊接:铜与铜的钎焊可选用磷铜焊料或含银量低的铜磷焊料,这种焊料价格较为便宜,且有良好的熔液,采用填缝和润湿工艺,不需要焊料。
保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。
保证各部件的功能完好无损,注意各阀件的方向性。
铜管焊接—铜管焊接的步骤工具准备:焊枪,乙炔瓶,氧气瓶,氮气瓶。
步骤:检查氧气瓶和乙炔瓶内的量是否足够。
根据图纸要求来进行焊接。
在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向。
焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把可拆部件卸下,并用湿棉布包裹被焊阀体。
焊接时应在被焊管内通低速氮气,防止氧化。
焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣。
铜管焊接看似是一件非常简单的事情,其实也是需要掌握很多的方法和技巧的,具有非常强的技术性,做铜管焊接是需要有专业的技能培训的,要了解铜管焊接的步骤及相关注意事项,这样才能做好铜管焊接,以免在进行铜管焊接的过程中出现问题。
铜铝结合工艺
铜铝结合工艺引言:铜铝结合工艺是一种将铜与铝材料进行结合的加工技术。
这种工艺在工业生产中具有广泛的应用,可以制造出具有良好性能的铜铝复合材料,用于满足各种工程需求。
本文将介绍铜铝结合工艺的原理、应用和优势。
一、铜铝结合工艺的原理铜铝结合工艺是通过加热、压力和特殊的焊接剂将铜与铝材料进行结合。
具体步骤如下:1. 准备工作:将待结合的铜和铝材料进行清洁和表面处理,以保证接合面的质量。
2. 预热:将铜和铝材料分别进行预热,使其达到适当的温度,有利于焊接剂的润湿和金属材料的结合。
3. 涂焊接剂:在接合面上涂抹适量的焊接剂,焊接剂可以提高铜与铝材料的结合强度。
4. 热压:将预热后的铜和铝材料叠放在一起,经过一定的压力和时间进行热压,使其结合在一起。
5. 冷却:待热压完成后,将结合好的铜铝材料进行冷却,固化焊接剂,完成铜铝结合工艺。
二、铜铝结合工艺的应用铜铝结合工艺广泛应用于航空航天、汽车制造、电子设备等领域,具体应用包括:1. 散热器:铜铝复合材料具有良好的导热性能,因此常用于散热器的制造,能够有效地将热量散发出去,保持设备的正常运行。
2. 电池片:铜铝结合工艺可以用于制造太阳能电池片,提高电池的效率和稳定性。
3. 汽车零部件:铜铝结合工艺可以制造汽车发动机零部件,如水冷器、散热器等,提高汽车的性能和可靠性。
4. 电子封装:铜铝结合工艺可以制造电子封装材料,提高电子元器件的散热性能,延长使用寿命。
三、铜铝结合工艺的优势铜铝结合工艺相比传统的焊接方法具有以下优势:1. 节约成本:铜铝结合工艺可以在不使用昂贵的焊接设备和材料的情况下实现铜与铝材料的结合,降低了生产成本。
2. 提高性能:铜铝复合材料具有良好的导热性能,可以提高散热效果,延长材料的使用寿命。
3. 增强接合强度:铜铝结合工艺使用特殊的焊接剂,可以增强铜与铝材料的结合强度,提高产品的可靠性。
4. 扩大应用范围:铜铝结合工艺适用于不同形状和尺寸的铜与铝材料,可以满足不同工程需求。
铜及其与异种材料的焊接工艺及焊接方法
铜及其与异种材料的焊接工艺及焊接方法铜是一种常见的金属材料,具有良好的导电性、导热性、耐腐蚀性和可塑性,广泛应用于电子、电力、化工、建筑等领域。
铜与异种材料的焊接主要包括铜与铁、铜与铝、铜与不锈钢等的焊接。
铜与铁的焊接工艺及焊接方法:1.焊锡焊接:铜与铁的焊接可以采用焊锡焊接的方法。
首先将铁与铜表面进行打磨清理,并涂上焊接剂。
然后,在铜铁连接处的所需位置放置一些焊锡丝,使用焊锡炉或焊枪进行加热,使焊锡融化,使铜与铁焊接在一起。
最后进行冷却和清理。
2.电弧焊接:铜与铁的电弧焊接方法包括TIG(钨电弧氩焊)和MIG (金属惰性气体)焊接。
在焊接之前,需要对铜和铁进行打磨至洁净表面,并确保两者之间有足够的接触面积。
然后选用适当的焊接材料和气体,进行电弧焊接。
铜与铝的焊接工艺及焊接方法:1.摩擦搅拌焊接:摩擦搅拌焊接是一种常用的铜与铝焊接方法。
该方法使用转速较高的硬质合金或陶瓷焊针,通过摩擦加热来熔化焊接界面,然后通过机械搅拌实现焊接。
该方法具有良好的焊接强度和细晶组织特性。
2.惰性气体保护焊接:铜与铝的焊接也可以采用TIG或MIG焊接方法。
在焊接之前,需要打磨清理铜和铝表面,并使用恰当的焊接材料和气体进行焊接。
由于铜和铝的熔点差异较大,焊接参数需要进行精确控制以保证焊缝质量。
铜与不锈钢的焊接工艺及焊接方法:1.焊锡焊接:铜与不锈钢的焊接可以采用焊锡焊接的方法。
首先对铜和不锈钢表面进行打磨清理,并涂上焊接剂。
然后在焊接位置放置焊锡丝,使用焊锡炉或焊枪进行加热,使焊锡融化并使铜与不锈钢焊接在一起。
2.电弧焊接:铜与不锈钢的电弧焊接方法包括TIG和MIG焊接。
在焊接之前,需要对铜和不锈钢进行打磨至洁净表面,并确保两者之间有足够的接触面积。
然后选用适当的焊接材料和气体,进行电弧焊接。
总结起来,铜与异种材料的焊接工艺及焊接方法包括焊锡焊接、电弧焊接、摩擦搅拌焊接等。
在进行焊接之前,需要对金属表面进行打磨清理,并确保有适当的接触面积。
钢与铜及其合金的焊接
钢和铜在高温时的晶格类型、晶格常数、原子半径等都很接近,这当然对焊接有利,但熔点、导热系数、膨胀系数等差异较大,给焊接造成一定的困难。
1.钢与铜及其合金的焊接性铜与钢的膨胀系数相差很多,而且铜-铁二元合金的结晶温度区间很大(约为300~400℃),故在焊接时容易发生焊缝裂纹。
焊缝金属中含铁量在10~43%时,抗热裂性能最强。
液体铜或铜合金有可能向其所接触的近缝区的钢表面内渗透,并不断向微观裂口浸润深入,形成所谓的渗透裂纹[6]。
渗透裂纹可以是单个存在的,也可以是沿晶界发展而形成网状的。
实践证明,含镍、铝、硅的铜合金焊缝金属对钢的渗透较少,而含锡的青铜则渗透较严重。
含镍高于16%的铜合金焊缝在碳钢上不会造成渗透裂纹。
此外,钢的组织状态也对渗透裂纹有重要影响。
液态铜能浸润奥氏体而不能浸润铁素体,所以单相奥氏体钢容易发生渗透裂纹,而奥氏体-铁素体双相钢就不太容易发生渗透裂纹。
2.钢与铜及其合金的焊接工艺(1)熔焊大多数熔焊方法如气焊、手工电弧焊、埋弧焊、氩弧焊、电子束焊等都可以用于钢与铜及其合金的焊接。
待焊金属表面和焊丝表面都必须严格除油并清理直到露出金属光泽。
钢与紫铜焊接时,板厚大于3mm就需要开坡口,坡口形式与焊钢时相同。
X 形坡口不留钝边以保证焊透。
厚度3mm以上便可以采用埋弧焊。
手工电弧焊规范可参阅表1。
表1 钢与铜手工电弧焊规范不锈钢与铜焊接时,若采用不锈钢焊缝,则当焊缝含铜达到一定数量时会产生热裂纹。
若采用铜焊缝,则焊缝中含镍、铬、铁便会变硬变脆,或渗入不锈钢侧近缝区奥氏体晶界而使接头变脆。
只有采用与铜和铁都能无限固溶的镍或镍合金作填充金属才能保证良好的焊缝质量,达到较高的强度和塑性。
由于铜比不锈钢散热快得多,焊接时必须将电弧适当偏向铜侧。
(2)压焊铜与钢或铜合金在真空扩散焊是可获得优质接头,这种接头是由铜在铁中的固溶体与铁在铜中的固溶体组成共晶而形成的。
扩散焊的最佳焊接规范为:真空度0.1333~0.01333Pa,焊接温度900℃,压力49MPa,焊接时间20min。
铜铝放热焊工艺流程
铜铝放热焊工艺流程英文回答:Copper-aluminum heat dissipation welding is a process used to join copper and aluminum materials together for efficient heat transfer. This process is commonly used in various industries, including automotive, electronics, and HVAC systems.The process involves the following steps:1. Surface preparation: Both the copper and aluminum surfaces need to be thoroughly cleaned and degreased to ensure proper bonding. This can be done using solvents or mechanical methods such as sanding or wire brushing.2. Flux application: A specialized flux is applied to the surfaces of both copper and aluminum. The flux helps to remove any oxide layers that may have formed on the surfaces and promotes the formation of a strongmetallurgical bond.3. Heat application: The prepared copper and aluminum parts are aligned and clamped together. Heat is then applied using a suitable heat source, such as a torch or induction heating. The heat should be evenly distributed to avoid localized overheating.4. Welding: As the heat is applied, the flux starts to melt and react with the metal surfaces. This creates a liquid phase that facilitates the diffusion of copper and aluminum atoms, resulting in the formation of intermetallic compounds. These compounds provide a strong bond between the copper and aluminum.5. Cooling and cleaning: After the welding is complete, the joint is allowed to cool naturally. Once cooled, any remaining flux residue is removed using appropriate cleaning methods, such as brushing or rinsing with water.Copper-aluminum heat dissipation welding offers several advantages. It allows for the efficient transfer of heatbetween copper and aluminum components, which is essential in applications where thermal management is critical. The process also provides a reliable and durable joint, with good mechanical strength.中文回答:铜铝放热焊接是一种将铜和铝材料连接在一起以实现高效散热的工艺流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢与铜的焊接工艺、铜与铝的焊接工艺默认分类2009-03-13 13:36:18 阅读17 评论0 字号:大中小订阅钢与铜的焊接工艺。
钢与铜及铜合金焊接时的主要困难是在焊缝及熔合区易产生裂纹。
实践证实,为了保证焊缝具有足够高的抗裂性能,焊缝中铁的质量分数以控制在10%~43%为宜。
⑴焊接方法及焊接材料低碳钢与铜及铜合金焊接时,可以分别采用手弧焊、埋弧焊和钨极氩弧焊。
低碳钢与纯铜焊接时采用纯铜作为填充金属材料,如焊条TCu(T107);钨极氩弧焊时,采用硅锰青铜QSi3-1焊丝。
低碳钢与硅青铜、铝青铜焊接时,可采用铝青铜作填充金属材料。
不锈钢与铜焊接时,采用镍或镍基合金作填充金属材料。
铜和铝的熔点相差达423℃,很难同时熔化,在熔池中会产生脆性化合物AlCu2、Al2Cu3、AlCu、Al2Cu等。
当铜铝合金中含铜量在12%~13%以下时,综合性能最好,所以常采用铝焊丝。
铜-铝接头的埋弧焊见图7-19。
为加速铜的熔化,焊丝应偏离铜板坡口上缘0.5~0.6δ(δ为焊件厚度)。
铜侧开半∪形坡口,铝侧为直边,坡口中预置ф3mm的焊丝。
当焊件厚度为10mm 时,焊丝直径2.5mm,焊接电流400~420A,电弧电压38~39V,送丝速度332m/h,焊接速度21m/h。
焊后,焊缝金属中铜的质量分数8%~10%为符合要求黄铜焊接的方法有:气焊、碳弧焊、手工电弧焊和氩弧焊。
1.黄铜的气焊由于气焊火焰的温度低,焊接时黄铜中锌的蒸发比采用电焊时少,所以在黄铜焊接中,气焊是最常用的方法。
黄铜气焊采用的焊丝有:丝221、丝222和丝224等,这些焊丝中含有硅、锡、铁等元素,能够防止和减少熔池中锌的蒸发和烧损,有利于保证焊缝的性能和防止气孔产生。
气焊黄铜常用的熔剂有固体粉末和气体熔剂两类,气体熔剂由硼酸甲脂及甲醇组成;熔剂如气剂301。
2.黄铜的手工电弧焊焊接黄铜除了用铜227及铜237外,也可以采用自制的焊条。
黄铜电弧焊时,应采用直流电源正接法,焊条接负极。
焊前焊件表面应作仔细清理。
坡口角度一般不应小于60~70º,为改善焊缝成形,焊件要预热150~250℃。
操作时应当用短弧焊接,不作横向和前后摆动,只作直线移动,焊速要高。
与海水、氨气等腐蚀介质接触的黄铜焊件,焊后必须退火,以消除焊接应力。
2.黄铜的手工氩弧焊黄铜手工氩弧焊可以采用标准黄铜焊丝:丝221、丝222和丝224,也可以采用与母材相同成分的材料作填充材料。
焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。
1.紫铜的气焊焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。
气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。
气焊紫铜时应采用中性焰。
2.紫铜的手工电弧焊在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。
焊前应清理焊接处边缘。
焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。
用铜107焊条焊接,电源应采用直流反接。
焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。
长焊缝应采用逐步退焊法。
焊接速度应尽量快些。
多层焊时,必须彻底清除层间的熔渣。
焊接应在通风良好的场所进行,以防止铜中毒现象。
焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
3.紫铜的手工氩弧焊在紫铜手工氩弧焊时,采用的焊丝有丝201(特制紫铜焊丝)和丝202,也采用紫铜丝,如T2。
焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。
清理的方法有机械清理法和化学清理法。
对接接头板厚小于3毫米时,不开坡口;板厚为3~10毫米时,开V型坡口,坡口角度为60~70º;板厚大于10毫米时,开X型坡口,坡口角度为60~70º;为避免未焊透,一般不留钝边。
根据板厚和坡口尺寸,对接接头的装配间隙在0.5~1.5毫米范围内选取。
紫铜手工氩弧焊,通常是采用直流正接,即钨极接负极。
为了消除气孔,保证焊缝根部可靠的熔合和焊透,必须提高焊接速度,减少氩气消耗量,并预热焊件。
板厚小于3毫米时,预热温度为150~300℃;板厚大于3毫米时,预热温度为350~500℃。
预热温度不宜过高,否则使焊接接头的机械性能降低。
还有紫铜的碳弧焊,碳弧焊使用的电极有碳精电极和石墨电极。
紫铜碳弧焊所用的焊丝和气焊时一样,也可用母材剪条,可用气焊紫铜的助熔剂,如气剂301等。
焊接可以用直流正接,也可以用交流。
用交流焊接时,锌的蒸发比直流正接时轻。
通常焊前不用预热,只有板厚相差比较大时才预热。
焊接速度应尽可能快。
焊件在焊后应加热300~400℃进行退火处理,消除焊接应力,以防止焊件在使用过程中裂缝。
4.黄铜碳弧焊黄铜碳弧焊时,根据母材的成分选用丝221、丝222、丝224等焊丝,也可用自制的黄铜焊丝施焊。
焊接可以采用气剂301等作熔剂。
焊接应短弧操作,以减少锌的蒸发和烧损。
铜具有优良的导电性、导热性、耐腐蚀性、延展性及一定的强度等特性。
在电气、电子、化工、食品、动力、交通及航空航天工业中得到广泛应用。
在纯铜(紫铜)中添加10余种合金元素,形成固溶体的各类铜合金,如加锌为黄铜;加镍为白铜;加硅为硅青铜;加铝为铝青铜等等。
铜及铜合金可用钎焊、电阻焊等工艺方法实现连接,在工业发达的今天、熔焊已占据主导地位。
用焊条电弧焊、TIG焊、MIG焊等工艺方法容易实现铜及铜合金的焊接。
影响铜及铜合金焊接性的工艺难点主要有四项元素:一是高导热率的影响。
铜的热导热率比碳钢大7~11倍,当采用的工艺参数与焊接同厚度碳钢差不多时,则铜材很难熔化,填充金属和母材也不能很好地熔合。
二是焊接接头的热裂倾向大。
焊接时,熔池内铜与其中的杂质形成低熔点共晶物,使铜及铜合金具有明显的热脆性,产生热裂纹。
三是产生气孔的缺陷比碳钢严重得多,与要是氢气孔。
四是焊接接头性能的变化。
晶粒粗化,塑性下降,耐蚀性下降等。
1、紫铜的焊接焊接紫铜的方法有气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。
(1)紫铜的气焊焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。
气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。
气焊紫铜时应采用中性焰。
(2)紫铜的手工电弧焊缘。
焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。
用铜107焊条焊接,电源应采用直流反接。
焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。
长焊缝应采用逐步退焊法。
焊接速度应尽量快些。
多层焊时,必须彻底清除层间的熔渣。
焊接应在通风良好的场所进行,以防止铜中毒现象。
焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
(3)紫铜的手工氩弧焊在紫铜手工氩弧焊时,采用的焊丝有丝201(特制紫铜焊丝)和丝202,也采用紫铜丝,如T2。
焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。
清理的方法有机械清理法和化学清理法。
对接接头板厚小于3毫米时,不开坡口;板厚为3~10毫米时,开V型坡口,坡口角度为60~70º;板厚大于10毫米时,开X型坡口,坡口角度为60~70º;为避免未焊透,一般不留钝边。
根据板厚和坡口尺寸,对接接头的装配间隙在0.5~1.5毫米范围内选取。
紫铜手工氩弧焊,通常是采用直流正接,即钨极接负极。
为了消除气孔,保证焊缝根部可靠的熔合和焊透,必须提高焊接速度,减少氩气消耗量,并预热焊件。
板厚小于3毫米时,预热温度为150~300℃;板厚大于3毫米时,预热温度为350~500℃。
预热温度不宜过高,否则使焊接接头的机械性能降低。
还有紫铜的碳弧焊,碳弧焊使用的电极有碳精电极和石墨电极。
紫铜碳弧焊所用的焊丝和气焊时一样,也可用母材剪条,可用气焊紫铜的助熔剂,如气剂301等。
2、黄铜的焊接黄铜焊接的方法有:气焊、碳弧焊、手工电弧焊和氩弧焊。
(1)黄铜的气焊由于气焊火焰的温度低,焊接时黄铜中锌的蒸发比采用电焊时少,所以在黄铜焊接中,气焊是最常用的方法。
黄铜气焊采用的焊丝有:丝221、丝222和丝224等,这些焊丝中含有硅、锡、铁等元素,能够防止和减少熔池中锌的蒸发和烧损,有利于保证焊缝的性能和防止气孔产生。
气焊黄铜常用的熔剂有固体粉末和气体熔剂两类,气体熔剂由硼酸甲脂及甲醇组成;熔剂如气剂301。
(2)黄铜的手工电弧焊焊接黄铜除了用铜227及铜237外,也可以采用自制的焊条。
黄铜电弧焊时,应采用直流电源正接法,焊条接负极。
焊前焊件表面应作仔细清理。
坡口角度一般不应小于60-70º,为改善焊缝成形,焊件要预热150-250℃。
操作时应当用短弧焊接,不作横向和前后摆动,只作直线移动,焊速要高。
与海水、氨气等腐蚀介质接触的黄铜焊件,焊后必须退火,以消除焊接应力。
(3)黄铜的手工氩弧焊黄铜手工氩弧焊可以采用标准黄铜焊丝:丝221、丝222和丝224,也可以采用与母材相同成分的材料作填充材料。
焊接可以用直流正接,也可以用交流。
用交流焊接时,锌的蒸发比直流正接时轻。
通常焊前不用预热,只有板厚相差比较大时才预热。
焊接速度应尽可能快。
焊件在焊后应加热300-400℃进行退火处理,消除焊接应力,以防止焊件在使用过程中裂缝。
(4)黄铜碳弧焊黄铜碳弧焊时,根据母材的成分选用丝221、丝222、丝224等焊丝,也可用自制的黄铜焊丝施焊。
焊接可以采用气剂301等作熔剂。
焊接应短弧操作,以减少锌的蒸发和烧损。
直流TIG焊工艺方法广泛应用于铜及铜合金的焊接,焊风成型好,内外质量优良,在氩气的保护下,熔池纯净,气孔少,热裂影响小,操作易掌握。
厚度≤4mm时可不用焊前预热,直接用氩气预热,待熔池温度接近600℃时,可加填充焊丝熔化母材,实现焊接。
厚度大于4mm的铜材,纯铜应预热400—600℃。
铜合金焊接预热200—300℃。
300TSP,315TX直流TIG焊机可焊接纯铜、硅青铜、磷青铜、黄铜、白铜等铜合金。
300WP5、300/500WX4交直流两用TIG焊机可用交流TIG焊接铝青铜(用交流方波清除表面氧化膜)及用直流TIG焊接上述铜材。
近年来,采用MIG方法焊接铜及铜合金的施工越来越多,尤其对于厚度≥3mm的铝青铜、硅青铜和白铜最好选用MIG焊方法。
厚度3~14mm或>14mm的铜及铜合金几乎总要选用MIG焊,因为熔敷效率高、熔深大、焊速快(一般为TIG焊的3~4倍),实现高效、优质、低成本的经济效益要求。