弯销内侧抽芯注塑模的设计
注塑模具实用教程注塑模侧向分型与抽芯机构设计PPT课件

2019年7月11日
2
第9章 注塑模具侧向分型与抽芯结构设计
引入
看看你们四周的塑料零件,它们结构复杂, 侧面有很多凹凸结构,但模具只有一个开模方向。 这些塑料零件是如何脱模的呢?
2019年7月11日
3
第9章 注塑模具侧向分型与抽芯结构设计
• 9.1 概述
• 9.1.1 什么是侧向抽芯机构?
注塑模具中与开模方向不一致的抽芯机构称为侧向分型与抽 芯机构。
2019年7月11日
1—定模 2—锁紧块 3—行位 4— 支架 5—动模 6—拉杆 7—连接器
8—油缸
46
第9章 注塑模具侧向分型与抽芯结构设计
• 9.6.2 设计要点
(3)液压抽芯的抽拔力=(1.3~1.5)×抽芯阻力。 (4)液压抽芯的抽拔方向尽量设计在模具的上方,如果模具侧
(α为弯销倾斜角度,β为反
2019年7月11日
41
第9章 注塑模具侧向分型与抽芯结构设计
9.4.2 设计要点
后模内测抽芯弯销的设计:
2019年7月11日
42
第9章 注塑模具侧向分型与抽芯结构设计
9.5 “滑块+T形块”侧向抽芯机构:
9.5.1 基本结构 用T形块代替斜导柱,它也不再需要另加楔紧块。常用于内行位,
第9章 注注塑塑模模具具侧设向分计型实与用抽教芯程结构设计
第9章 注塑模具侧向分型与抽芯机构设计
2019年7月11日
1
第9章 注塑模具侧向分型与抽芯结构设计
本章学习要求
• 熟悉注塑模具侧向抽芯机构的概念及分类。 • 掌握“斜导柱+滑块”侧向抽芯机构的设计。 • 熟悉斜顶常见结构和设计方法。 • 了解斜滑块侧向抽芯机构设计方法。
内置抽芯注射模具设计

LENG e l n ① Zh n o g
,
H U a g ① YA Zh o u。 Li i g NG Jne g ZOU p n ② ifn ① ,
。
( ) eatet f caia Eetcl nier g ScunE g er g ( D pr n o Mehncl l ra E g e n , iha ni ei  ̄ m ci n i n n
Te h ia le e,De a g 61 0 0, c n c lColg y n 0 CHN ; 8
空 间 , 抽 芯机构 安放 在塑料 制件 内部 , 内置抽芯模 将 即
分 型面是 分开模 具取 出塑 件 和浇注 系统凝 料 的模
晒.… 十 j
—
—
MI D 横 具 技 术 0s i u &e d s
cr— ul gi et nm uds utr , tspoe a h s m ls e lw cs oe p ln jc o o l t c e i i rvdt t a a i , o ot i n i r u h s l z .
Ke wo ds:S d —h l y r i e oe;S o e Gae;i tr a r p li g;Ma d e p k t n e n lCo e- u ln n rl
制 件带有 与 开模方 向不 平行 的侧 向凹 凸的特征 。成 型
具, 该模具结构简单 , 尺寸小且制造方便 。塑件材料采 用 A S具 有较 高 的冲 击 强度 、 面硬 度 及 耐磨 性 , B, 表 化
学稳 定性好 , 型性 好 , 型 周期 短 , 足架 子 的使 用 成 成 满
注塑模具设计第7讲 实例2-2D-07 滑块抽芯机构的设计(2)-弯销抽芯机构的设计

图2-1-61滑块弹簧及限位螺钉在侧剖视图中的绘制
图2-1-62滑块弹簧及限位螺钉在动模视图中的绘制
5
七、滑块机构的设计
注塑模具设计实例教程
>>滑块定位装置类型动画: D062-滑块定位装置-弹簧加螺钉定位.swf——最常用的方式,适用于左右两侧和天 侧的行位。如果用于天侧,注意弹簧的力为滑块重量的1.5~2倍。 D063-滑块定位装置-定位珠定位.swf——常见于侧行位和内行位。一般适合于较小 的行位,其变异的有定位锥与行位夹,一般的行位重量要求在15Kg以内。 D064-滑块定位装置-外接弹簧加挡板定位.swf——适用于左右两侧和天侧的行位。 用于天侧时,注意弹簧的力为滑块重量的1.5~2倍。运用于左右侧时注意加模脚。 D065-滑块定位装置-挡块定位.swf——利用行位的自重进行辅助动作,适应于地侧 行位。 9. 完善滑块机构的绘制 前面只绘制了非操作侧与地侧各一组滑块机构,其他位置的滑块机构需通过 镜像、旋转复制完成其绘制。 (1)完善剖视图上的滑块机构 ①将非操作侧的滑块机构以正剖视图的中心线为镜像线,镜像到操作侧,完 成滑块机构在正剖视图中的绘制,结果如图2-1-63所示。 ②将地侧的滑块机构以侧剖视图的中心线为镜像线,镜像到天侧上,完成滑 块机构在侧剖视图中的绘制,结果如图2-1-64所示。
弯销 滑块座
图2-1-55滑块座在动模视图中的完善绘制 图2-1-53弯销在侧剖视图中的绘制
2
七、滑块机构的设计
7. 滑块压板的设计
注塑模具设计实例教程
滑块压板的作用是压紧滑块并使之在T形导向槽中平稳运动,同时其还有定位作用, 使滑块合模时能准确定位。 (1)滑块压板在动模视图中的绘制 滑块压板常用的宽度有16、18、20、25、30mm等,本例滑块较小,故可选用宽度为 18mm的压板。螺钉规格选用M6即可。绘制结果如图2-1-56所示。 (2)滑块压板在正剖视图中的绘制 利用投影关系,结合相关尺寸,在正剖视图中绘出A向视图,该向视图反映了滑块压 板和滑块座之间的装配关系,如图2-1-57所示。 8. 限位装置的设计 限位装置包括滑块弹簧和限位螺钉。滑块弹簧的作用是辅助滑块做抽芯运 动,同时阻止滑块在开模后退回。限位螺钉的作用是限制滑块的运动行程 ,模具开模后,滑块在弹簧与斜导柱的作用力下沿T形导向槽运动,滑块 的运动距离应等于滑块的行程,所以必须要设计限位装置,否则在合模时 锲紧块、斜导柱会与滑块干涉。 3
注塑模具的抽芯机构设计

第8章 抽芯机构设计
塑料模具设计
第8章 抽芯机构设计 8.3.4 抽芯机构与推出机构的干涉
hC tan SC
侧型芯与推杆的干涉现象 1-斜导柱 2-侧滑块 3-推杆
塑料模具设计
第8章 抽芯机构设计
1.弹簧式先复位机构
1-推杆垫板 2-推杆固定板 3-弹簧 4-推杆 5-复位杆 6-立柱
2.摆杆式先复位机构
弯销受力示意图 塑料模具设计
第8章 抽芯机构设计
2.弯销长度的确定
L
H
H1
l
S
tan
(6
~
8)
L1
S tan
3.弯销的基本形式
塑料模具设计
第8章 抽芯机构设计
4.弯销的安装固定方式
塑料模具设计
第8章 抽芯机构设计
8.4.3 弯销抽芯机构的典型实例
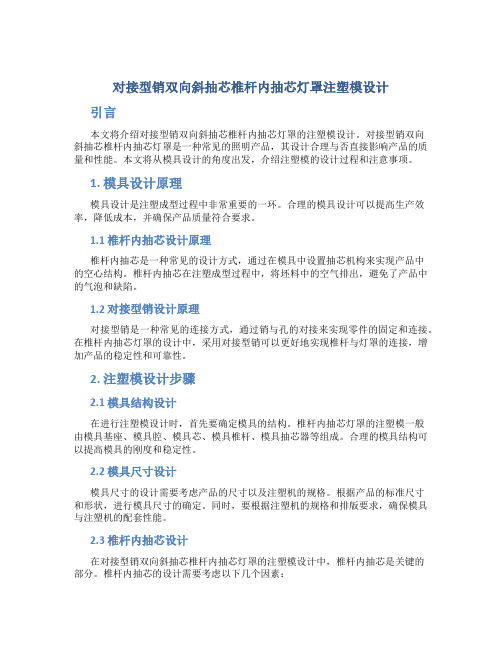
1.弯销内侧抽芯机构
弯销安装在定模的内侧抽芯机构 1-侧滑块 2-弯销
塑料模具设计
第8章 抽芯机构设计
(4)抽芯机构的定位装置应确保模具合模时抽芯机 构可靠定位,以防合模时发生事故; (5)完成同一塑件成形的方式可有很多种,因此在 满足制品形状特点和质量要求的前提下,抽芯机构应 力求采用简便的方式,并尽可能使模具结构简化; (6)必要时,应对机床的开模距离和开模力进行校 核,以确保足够的抽芯力和抽芯距离; (7)应尽可能避免抽芯部位的侧型芯在合模过程中与 推杆发生“干涉”,不可避免时,一定要设置先复位机 构,防止损坏模具的侧型芯和推杆。
塑料模具设计
第8章 抽芯机构设计
弯销安装在动模的内侧抽芯机构 1-定模 2-斜滑芯 3-拉钩 4-主型芯 5-动模 6-复位杆 7-固定板 8-压块 9-弯销 10-定距螺钉 11-推杆 12-推杆固定板 13-弹簧 14-滑板
对接型销双向斜抽芯椎杆内抽芯灯罩注塑模设计
对接型销双向斜抽芯椎杆内抽芯灯罩注塑模设计引言本文将介绍对接型销双向斜抽芯椎杆内抽芯灯罩的注塑模设计。
对接型销双向斜抽芯椎杆内抽芯灯罩是一种常见的照明产品,其设计合理与否直接影响产品的质量和性能。
本文将从模具设计的角度出发,介绍注塑模的设计过程和注意事项。
1. 模具设计原理模具设计是注塑成型过程中非常重要的一环。
合理的模具设计可以提高生产效率,降低成本,并确保产品质量符合要求。
1.1 椎杆内抽芯设计原理椎杆内抽芯是一种常见的设计方式,通过在模具中设置抽芯机构来实现产品中的空心结构。
椎杆内抽芯在注塑成型过程中,将坯料中的空气排出,避免了产品中的气泡和缺陷。
1.2 对接型销设计原理对接型销是一种常见的连接方式,通过销与孔的对接来实现零件的固定和连接。
在椎杆内抽芯灯罩的设计中,采用对接型销可以更好地实现椎杆与灯罩的连接,增加产品的稳定性和可靠性。
2. 注塑模设计步骤2.1 模具结构设计在进行注塑模设计时,首先要确定模具的结构。
椎杆内抽芯灯罩的注塑模一般由模具基座、模具腔、模具芯、模具椎杆、模具抽芯器等组成。
合理的模具结构可以提高模具的刚度和稳定性。
2.2 模具尺寸设计模具尺寸的设计需要考虑产品的尺寸以及注塑机的规格。
根据产品的标准尺寸和形状,进行模具尺寸的确定。
同时,要根据注塑机的规格和排版要求,确保模具与注塑机的配套性能。
2.3 椎杆内抽芯设计在对接型销双向斜抽芯椎杆内抽芯灯罩的注塑模设计中,椎杆内抽芯是关键的部分。
椎杆内抽芯的设计需要考虑以下几个因素:•椎杆的形状和尺寸:椎杆的形状和尺寸需要与灯罩的设计相匹配,确保椎杆与灯罩的连接紧密和稳定。
•抽芯机构的设计:抽芯机构需要能够顺利地将椎杆从灯罩中抽出,以实现产品的空心结构。
•强度和耐磨性:椎杆需要具备足够的强度和耐磨性,以保证长时间的使用寿命。
2.4 对接型销设计对接型销的设计需要考虑销和孔的尺寸、形状和材料等因素。
合理的对接型销设计可以提高灯罩的稳定性和可靠性。
多功能文具盒上盖注塑模设计

I多功能文具盒上盖塑模设计【摘要】分析了多功能文具盒上盖的结构和工艺特点,介绍了注塑模的结构与工作过程,设计了内侧抽芯多功能文具盒上盖注塑模,包括结构设计、参数计算和主要部件设计。
【关键词】注塑模、多功能文具盒上盖、内侧抽芯、。
【Abstract】The structure and technological process characteristics of the cover on the multi-function writing case, the structure and working process of the injection mould were introduced, t he inside pull out the core mould for the cover on the multi-function writing case was designed ,including design of the structure、parameter calculation and designing methods of main parks。
【Key word】injection mould 、the cover on the multi-function writing case、t he inside pull out the core。
引言近年来,随着塑料工业的飞速发展,塑料成型模具增长十分迅速。
高效率、自动化、大型、微型、精密、高寿命的模具在整个模具产量中所占的比重越来越大,塑料模具的地位也越来越重要,因此,对模具设计人员的要求也越来越高。
已有传统的平面设计转向三维设计和计算机辅助,设计周期也越来越短。
模具设计人员一般是在接到一部分图纸、一个样品或现在还很少使用的产品的模型后,便开始进行新模具的设计。
需要增加的信息包括模具使用的注塑机、要求的型腔个数;如果图纸没有标出还要知道该制品所要使用塑料的类型。
注塑模具设计抽芯

§4.5侧向分型与抽芯机构
四、斜滑块分型抽芯机构
2.导杆导滑的分型抽芯机构
导杆导滑外侧分型抽芯
24
§4.5侧向分型与抽芯机构
四、斜滑块分型抽芯机构
2.导杆导滑的分型抽芯机构
导杆导滑内侧分型
25
§4.5侧向分型与抽芯机构
五、其它抽芯机构
弯销分型抽芯机构
斜槽导板分型抽芯机构
直摆杆抽芯机构
多角度抽芯机构
三、斜导柱分型抽芯机构
适于抽拔距离短、抽拔力小的情况,应用广泛。
常见形式
干涉现象
先行复机构
定距分型机构
3
§4.5侧向分型与抽芯机构
三、斜导柱分型抽芯机构
1.斜导柱抽芯的常见形式
斜销在定模、滑块在动模
4
§4.5侧向分型与抽芯机构
三、斜导柱分型抽芯机构
1.斜导柱抽芯的常见形式
斜销在动模、滑块在定模
连杆先行复位机构
弹簧先行复位机构
11
§4.5侧向分型与抽芯机构
三、斜导柱分型抽芯机构
5.先行复位机构
三角滑块式先行复位机构
12
§4.5侧向分型与抽芯机构
三、斜导柱分型抽芯机构
5.先行复位机构
摆杆先行复位机构
13
§4.5侧向分型与抽芯机构
三、斜导柱分型抽芯机构
5.先行复位机构
连杆先行复位机构
14
滑块在定模的情况下,为了保证塑件留在动模一侧,开模 前要先抽出侧向型芯,因此要采用定距分型拉紧机构。
41
§4.5侧向分型与抽芯机构
六、斜导柱抽芯分型机构的设计与制造
2.斜导柱抽芯分型机构设计
抽拔力和抽芯距
抽拔力:与脱模力相同 抽芯距(S抽):
多型芯径向抽芯注塑模设计

来源于:注塑人才网多型芯径向抽芯注塑模设计1 塑件材料和工艺分析轴套塑件尺寸,如图l所示。
塑件材料为PA66,皇圆管状,高62ram,壁厚5ram,顶部外侧有2.5ram 的凸沿。
塑件要求内外表面光滑,表面粗糙度Ra≤o.2“m 。
轴套塑件侧壁均布12个直径为6ram的通孔,注塑生产时需要多型芯径向抽芯。
本文介绍了多型芯径向抽芯轴套注塑模的设计。
该注塑模的抽芯机构利用开模力使异型弯销驱动转盘转动,再由转盘上与侧型芯轴线成45。
的弧形长孑L带动滑块上的滑销,完成圆周侧向抽芯。
2 模具结构设计根据塑件产品的结构特点和具体要求,设计了多型芯径向抽芯轴套注塑模,如图2所示。
2.1 注塑系统由于塑件周向存在通孑L,成型时通孑L处易出现熔接痕,影响塑件质量。
为解决该问题,且考虑熔体不同方向的收缩率,模具采用盘形浇口进料,这种注塑系统浇口流程短,流动平稳,排气良好,不易产生熔接痕。
浇口设置在塑件顶部整个内孑L周边上,这样能使熔体以大致相同的速度进入型腔,型芯受力均匀,型腔内的气体从分型面处顺序排出。
2.2 圆周侧向分型与抽芯机构塑件外侧圆周方向存在的12个通孑L要求设置多型芯侧向抽芯机构。
常用的有异型弯销侧向抽芯机构、齿轮一齿条抽芯机构、液压一连杆抽芯机构,以及齿轮、连杆等组合回转抽芯机构。
这些机构结构复杂,制造、安装、调试都有一定的难度。
而且由于模具空间位置有限,设置困难,使得模具整体性差,影响模具的使用寿命及塑件的尺寸精度。
为此,该模具采用一种简便有效的新型抽芯机构,即利用异型弯销、转盘及滑块实现多型芯径向抽芯。
转盘8有l2个沿圆周方向均匀分布的径向导槽和与导槽成45。
夹角的弧形长孔转盘8的导槽内装有滑块9,两者间隙配合(H9/e8)。
加工转盘8弧形长孑L时,一次装卡定位,用线切割加工转盘8上的所有弧形长孑L,以保证滑块9具有相同的抽芯距离。
滑块9上装有滑销7和型销lO,都是过盈配合(H6/r5);套l5与转盘8过渡配合(H7/m6),与凹模镶件l4间隙配合(H9/e8);滑销7插在转盘8的弧形长孔内,两者间隙配合(H9/b8);型销lO与凹模镶件14间隙配合(H9/e8)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
・62・ 产品开发与设计 机械 2010年第10期 总第37卷
———————————————
收稿日期:2010-04-01
弯销内侧抽芯注塑模的设计
李细章,李文晋
(湖南城建职业技术学院,湖南 湘潭 411103)
摘要:研究了成型塑料侧盖内壁同侧二个35×10×5 mm 矩形凹槽的矩形型芯可能采用的二种常用内侧抽芯模具结构方案,分析了它们的结构特点、工作原理和优缺点,创新设计了由二个弯销与斜楔滑块式二次推出机构联合实现内侧抽芯的注塑模具结构,论述了模具主要零件凸、凹模的结构设计,弯销的结构设计及强度计算;模具开模后,一次推出实现弯销内侧抽芯,二次推出时将塑件从凸模上推落。
关键词:内侧凹槽;弯销内抽芯;二次推出
中图分类号:TQ330.4+1 文献标识码:A 文章编号:1006-0316 (2010) 10-0062-03
需大批量注射成型的塑料侧盖结构如图1所
1.动模板
2.弯销导向板
3.推件板
4.弯销
5.组合凸模
6.凹模
7.侧型芯滑块
8.挂钩
9.摆钩 10.转销 11.弹簧 12.滚轮 13.拉杆
图2 弯销内侧抽芯
将弯销4固定在动模板1上,开模时,由于摆A 首先分型,7向左使摆钩9绕转销
3所示。
在推板上,配合斜楔滑块式二次推出机构实现内侧抽芯的模具结构,设计的模具装配图如图4所示。
机械 2010年第10期 总第37卷 产品开发与设计 ・63・
1 模具主要零件的结构设计
1.1 凹、凸模的结构设计
凹模9内形比较简单,采用整体式结构,并在内部设置三层冷却水道。
凸模结构较复杂,采用组合式结构,由凸模板8、圆柱型芯5,侧型芯滑块10等组成。
圆柱型芯安装在凸模板的孔中。
在凸模板内垂直方向加工两个矩形孔,右侧壁上水平方向加工两个与侧型芯部分配合的矩形窗口,侧型芯滑块与凸模板上的矩形孔及窗口间隙配合(滑块部分左侧面处留有7 mm 的移动间隙)。
装配时,将二个圆柱型芯装入孔中,
1.二次推板
2.推杆
3.弯销
4.推件板
5.圆柱型芯
6.塑件
7.定模座板
8.凸模板
9.凹模 10.侧型芯滑块 11.凸模固定板12.固定块 13.斜楔杆 14.压板 15.滑块 16.弹簧 17.滑块座18.一次推板 19.主推板 20、21.导柱 22.导套 23.定位圈24.浇口套 25.复位杆 26.垫块 27.动模座板
图4 模具装配图
1.2 弯销设计
根据塑件所需的实际抽芯距为5 mm 和塑件内形的高度尺寸,设计弯销倾斜部分偏离垂直方向的斜角为19º,弯部在垂直方向的高度33 mm ,在成型位置,弯销顶面到凸模板内垂直方向矩形孔顶面的距离为18 mm 。
取内侧抽芯距离为5+1=6 mm ,弯
销所需的垂直方向运动的距离为
6
17.16tg19=°
mm ,小于18 mm ,则抽芯结束时,弯销顶面不会顶到凸模板内的矩形内孔顶面。
成型时,由于侧型芯滑块左侧面没有支撑,在侧型芯上塑料熔体侧压力作用下,弯销的倾斜部分主要产生弯曲,靠根部的弯曲强度来抵抗侧型芯上所受的侧压力。
因此,弯销尽量采用较大的截面尺寸,根据侧型芯滑块10的尺寸,设计弯销受弯曲根部截面尺寸为23×43 mm 。
校核弯销根部的弯曲强度;弯销在成型位置时的结构尺寸和受侧压力的方位如图5所示。
35×10
MPa.
290 MPa ,安]193s W s n σ==
MPa ,弯销[]W W σσ<,弯曲强度足够。
2 推出机构设计
根据塑件的结构,采用推件板推出塑件,并设计由斜楔滑块式二次推出机构和弯销组合,实现内侧抽芯和将塑件推出,如图4所示。
推出机构主要由主推板19,一次推板18,二次推板1,推杆2,推件板4,斜楔杆13,滑块15,滑块座17,压板14,固定板12等组成。
弯销3下部用螺钉固定在一
・64・ 产品开发与设计 机械2010年第10期 总第37卷
次推板上,滑块座和压板用二个螺钉固定在一次推板上,滑块间隙配合在滑块座的矩形孔中。
一次推板通过滑块实现与主推板的连接与脱开,主推板由开模时注塑机的顶柱推动。
斜楔杆上部用固定板和螺钉固定在凸模固定板11上。
3 模具工作原理
模具经注射、保压、冷却后开模,塑件及浇注系统凝料首先脱出凹模9,随后,注塑机顶柱与主推板19接触,随着动模部分继续开模,主推板通过左、右两组滑块和滑块座、压板及其固定螺钉使一次推板18和弯销3相对于动模部分向上移动,弯销左侧斜面使侧型芯滑块向左移动实现内侧抽芯,当弯销移动7.5 mm后,斜楔杆13的斜面与滑块15的内斜面接触,并使侧型芯滑块10逐渐向左移动,当弯销向上移动的距离达到17.16 mm时,侧型芯滑块已左移6 mm,侧抽芯动作完成,此时,斜楔杆斜面刚好使滑块脱离与主推板的接触,斜楔杆下部也刚好顶住一次推板,使一次推板及弯销等随动模部分一起向下移动;一次侧抽芯动作完成后,主推板与二次推板1接触,通过推杆2和推件板4将塑件从凸模上推出。
合模过程是,动模部分上行,推件板和固定在主推板上的两根复位杆25使二次推出机构及弯销复位,弯销右侧斜面使侧型芯滑块复位。
分型面合拢后,又开始下一次注射循环。
4 结语
将弯销固定在推板上与二次推出机构配合实现内侧抽芯,是一种创新设计,这种模具结构比常用的弯销固定在动模上的模具结构要简单,从而可降低模具的制造成本,因此该模具的结构设计具有一定的参考价值。
参考文献:
[1]屈华昌.塑料成型工艺与模具设计[M].北京:机械工业出版社,2008.
4 结语
(1)贮氢压力系统的缺陷位于组件间电子束焊缝区域,主要为未焊透缺陷,位于焊缝根部。
(2)机械产品不可避免的存在结构缺陷,按“合于使用”原则对产品进行结构安全评价是符合现代工程要求的。
基于断裂力学理论的FAD和疲劳裂纹扩展估算方法是目前含缺陷压力容器和管道的主要评定手段,适用于含有焊接缺陷的贮氢压力系统的结构安全评定。
(3)将未焊透缺陷简化为平端缺口的内表面裂纹,考虑系统结构特点、长期贮氢及动静力学载荷环境,研究制定安全评定的适用程序、项目内容及计算方法,可作为贮氢压力系统安全评估依据。
参考文献:
[1]Ainsworth R A. Failure assessment diagrams for use in R6 assessments for austenitic components[J]. The International Journal of Pressure Vessels and Piping,1996,65(3):303-309.
[2]WangMing,Lang Fuyuan,Gong Jun. New advances in investigation of defect assessment of pressure vessels on active service[J]. Journal of Gansu University of Technology,2001,27(1):44-48.
[3]李思源. 中低压管道环缝单面未焊透缺陷的安全评定[J]. 石油化工设备,1993,22(2):3-9.
[4]中国国家标准化管理委员会. 国标GB19624-2004《在用含缺陷压力容器安全评定》[S].
[5]王威强,刘长军. 未焊透未熔合的断裂和在安全评定中的工程处理方法[X]. “八五国家重点科技攻关课题”,资料号02-01-05,1995.
[6]孟祥凤,王威强,郭建章. 未焊透J积分计算的工程简化方法[J]. 焊接学报,2000,21(2):59-62.
[7]卢黎明. 未焊透缺陷压力管道安全评定工程方法研究[D]. 硕士学位论文,2006.
[8]郭奇,王志文,李培宁,雷月葆. 焊缝区中裂纹的J积分和失效评定曲线的研究(一)[J]. 压力容器,1994,11(2):20-24.
[9]王志文,金凤美,潘缉悌,李培宁,郭奇. 焊缝区中裂纹的J积分和失效评定曲线的研究(二) [J]. 压力容器,1994,11(4):16-21.
[10]周德惠,谭云. 金属的环境氢脆及其试验技术[M]. 北京:国防工业出版社,1998.
[11]李舜酩. 机械疲劳与可靠性设计[M]. 北京:科学出版社,2006.
(上接第22页)。