螺纹环规与校对螺纹塞规
螺纹通止规基本尺寸与校正
用 圆 弧 半 径
犷2
连 接
::})
0.029 0.036 0.043
0.050 0.058 0.065
0.072 0.086 0.1
mm
24
0.007 0.009 0.011
0.012 0.014 0.016
0.018 0.022 0.025
0.75
0.8
1
0.094 0.1 0.125
校止一通 螺纹塞规
检查新的通端螺纹环 截短的外螺纹牙型, 允许与新的通端螺纹环规两端的
T Z 规的单一中径
见图 5
螺纹部分旋合,但旋合4t应不超
过一个螺距
检查使用中通端螺纹 截短的外螺纹牙型, 允许与通端螺纹环规两端的螺纹
TS 环规的单一中径
见图 5
部分旋合,但旋合量应不超过 -
个螺距
Z T 检查新的止端螺纹环 完核的外螺纹牙型, 应与新的止端螺纹环规旋合通过
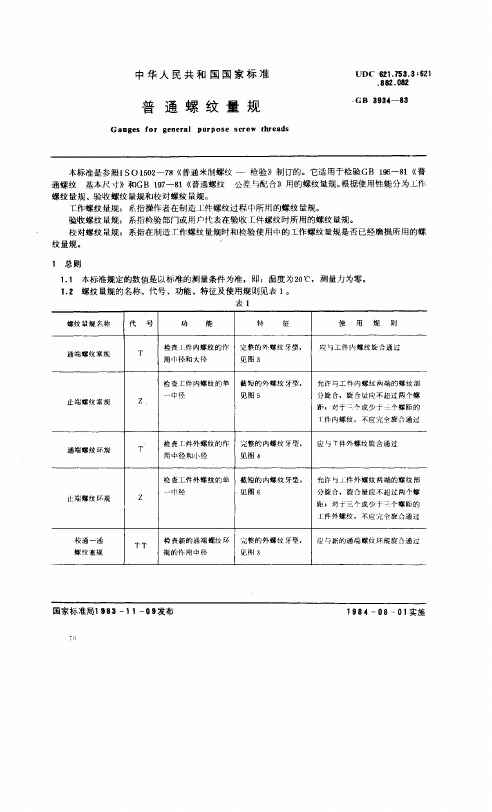
毛作 螺 纹 量规:系指操作者在制造工件螺纹过程中所用的螺纹量规。 验收 螺 纹 最规:系指检验部门或用户代表在验收 工件螺纹时所用的螺纹量规。 校对 螺 纹 量规:系指在制造工作螺纹量规时和检验使用中的工作螺纹量规是否已经磨损所用的螺
纹量规。
1 总则
1.1 本标准规定的数值是以标准的测量条件为准,即:温度为20*C ,测量力为零。 1.2 螺纹量规的名称、代号、功能、特征及使用规则见表 1。
WNG
ZPL
通 端
通 端
止 端
止 端
螺纹环规 螺纹塞规 螺纹 环规 螺纹塞规
24至 50
8
6
6
10
一4
0
10
螺纹通止规校对方法

首先校对塞规建立被校对环规的尺寸。
校对塞规也被叫做检验规。
检验“check”字样会打在柄部和头部。
他们应是修正型(truncated type),既有全形齿,又有修正齿部分。
他们的三元素(中径,半角,全角)均需按W级精度制造。
W级允许校对环规更接近产品极限的最大值和最小值,使得零件有最大合格比。
校对塞规在使用前必须检查是否公差正确,表面无划痕,堵塞,或其他缺陷。
如在校对规或环规表面发现有损伤,则应弃用,因为在可能的紧密啮合中,其中一只上的划痕可能刮伤或损坏另一只的表面校对规在有效中径部分必需保持合适的直线度。
他们在实际使用中,前端可能磨损较快。
无论如何请使用以下推荐程序以帮助延长校对塞规的直线度寿命1. Thoroughly clean both the ring and the setting plug in a good cleaning solution and jet blow dry ( or clean ultrasonically). Then visually inspect to make sure all foreign material in the thread has been removed and no nicks or burrs are present.彻底清洗环规与校对塞规,并吹干或超声波清洗。
然后观察所有螺纹内的外来物确认已被清除,并无划痕和毛刺。
2. Lubricate the setting plug with a thin film of light viscosity oil before inserting into the ring gage.用带清油的胶片润滑校对塞规3. Turn the locking screw counter-clockwise until it is loosened.反时针拧松锁紧螺钉4. Turn the adjusting screw clockwise, which opens the ring to a larger pitch diameter than the setting plug.顺时针调节螺钉,这使环规开口,并使中径比校对塞规的大。
螺纹环规与校对螺纹塞规
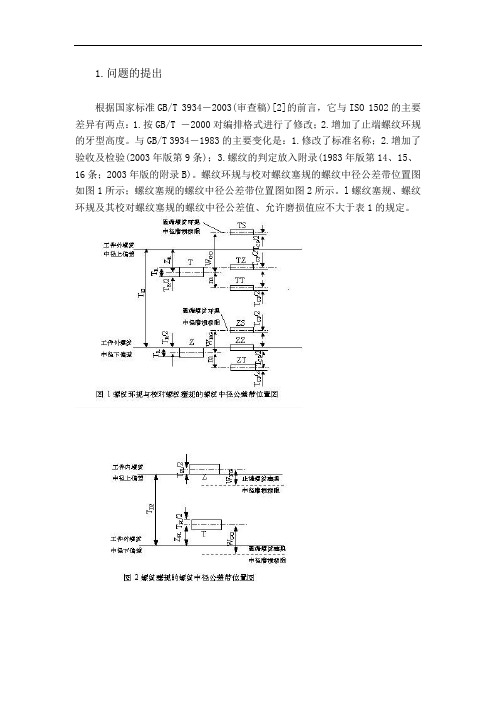
1.问题的提出根据国家标准GB/T 3934-2003(审查稿)[2]的前言,它与ISO 1502的主要差异有两点:1.按GB/T -2000对编排格式进行了修改;2.增加了止端螺纹环规的牙型高度。
与GB/T 3934-1983的主要变化是:1.修改了标准名称;2.增加了验收及检验(2003年版第9条);3.螺纹的判定放入附录(1983年版第14、15、16条;2003年版的附录B)。
螺纹环规与校对螺纹塞规的螺纹中径公差带位置图如图1所示;螺纹塞规的螺纹中径公差带位置图如图2所示。
l螺纹塞规、螺纹环规及其校对螺纹塞规的螺纹中径公差值、允许磨损值应不大于表1的规定。
表1 螺纹量规螺纹中径公差值、允许磨损值表μm文献[1]最先指出GB/T 3934-1983螺纹量规公差存在问题,文献[2]在其标准编制说明中指出标准不完善,希望在标准在审定过程中得以解决。
文献[1]、[2]都给出表2的数据来说明公差的不完善。
表2给出螺纹环规与校对螺纹塞规公差带之间的最小距离。
其主要观点如下:表2 螺纹环规与校对螺纹塞规公差带之间的最小距离表μm1. T和TT、Z和ZT公差带中心距离m相同,见图1。
因T和TT 是完整牙型,且旋合长度较长,而Z是截短牙型,螺纹长度短,因而T和TT 旋合时半角误差和螺距误差对作用中径的影响比Z和ZT旋合时的影响大,而用相同的m值作补尝是不恰当的。
并且m的大小也值得探讨。
2. ZS和ZZ公差带间的最小距离(WNG-TR/2-TCP)为负值,表明两公差带有部分重叠。
这样将导致ZS中径小于ZZ中径,以致产生ZZ能止住的Z环规,ZS却不能止住的不合理现象。
TS和TZ公差带间的最小距离(WGO-TR/2-TCP)偏小,可能由于半角误差和螺距误差对作用中径的影响,产生TZ能止住的T环规,TS却不能止住的不合理现象。
也可能产生T环规并未显著磨损,而TS却能通过。
3. 实践表明用校对螺纹塞规检验合格的螺纹环规,其单一中径不一定合格;而单一中径合格的螺纹环规用校对螺纹塞规检验不一定合格。
螺纹量规的多参数测量方法研究
2011.3江苏现代计量螺纹量规的多参数测量方法研究杨慧敏1武军21.江苏省计量科学研究院,南京210007;2.江苏省计量科学研究院,南京210007摘要:简要介绍了螺纹测量的现状和目前存在的问题,讨论了螺纹测量需要研究的几个问题,分析了螺纹单项参数测量和综合测量的关系以及螺纹量值传递技术。
传统的检测方法大多只对螺纹的部分螺纹参数分别测量,缺少整体的合格判定依据,已不能满足生产的实际需要,螺纹多参数检测已成为迫切需要解决的问题,本文重点介绍了主流的两种多参数检测的方法。
关键词:量规多参数测量方法1引言螺纹是机械工业中应用最为广泛的一类机械零件,主要用途是紧固、密封、传递动力和位移,其质量直接影响到产品的整体性能及长期有效性。
目前,螺纹的参数检测仅能覆盖某些指标,不能完全满足产品的质量安全保证需求。
螺纹的多参数检测已成为迫切需要,多家计量机构正致力于此方向的研究。
我院也正致力于通过技术改造和设备更新,实现螺纹量规多参数乃至全参数的测量。
因此研究螺纹的多参数测量是一个非常重要的课题。
2正文2.1螺纹测量的现状螺纹的基本参数有五项,包括大径、中径、小径、螺距、牙型半角,其中影响螺纹互换性的参数有中径、螺距、牙型半角。
目前螺纹测量主要有综合测量和单项测量两种方式。
综合测量是采用极限量规(通、止规)进行检验,即只能判断螺纹是否合格,不能给出各参数的具体数值。
单项测量是分别对各项参数进行测量,然后按其的公差要求进行判断。
2.1.1普通螺纹对普通螺纹,国标没有规定螺纹的螺距公差和牙型半角公差,只规定了螺纹的中径综合公差。
利用这个公差,采用工作螺纹量规来综合控制螺纹中径、螺距和牙型半角公差。
普通螺纹公差范围大,批量大,这种方法较经济。
2.1.2螺纹量规国标上对螺纹量规各项基本参数分别作了公差要求。
为了保证其制造精度和使用上的要求,应采取单项测量。
测量工作螺纹塞规的中径,可以通过三针法用测长机等实现,这是一种间接测量方法,测量不确定度可达到2.5μm 。
螺纹塞规、螺纹环规自校规程
螺纹塞规、螺纹环规自校规程
1、目的
对螺纹塞规、螺纹环规进行自校,确保其准确度和适用性保持完好。
2、范围
适用于本公司所有螺纹塞规、螺纹环规的自校。
3、自校基准
外校合格的外径千分尺。
4、环境条件
室温。
5、外观
目视:测量面无锈蚀、碰伤、毛刺、变形;允许有不影响使用准确度的外观缺陷。
6、配合
手试螺纹塞规测头与手柄无松动现象。
7、螺纹塞规通端有效长度
当锥度锁紧手柄对设计要求的内螺纹深度有影响时,应用卡尺测量并“调整”通端的有效长度。
8、量值检定
螺纹环规使用6-8个月后进行更换,暂不作校对。
9、螺纹塞规中径
用外径千分尺加三针测量。
尺寸符合《螺纹塞规中径<三针>检定M表》、《校对塞规中径<三针>检定M表》规定生产线螺纹塞规在检测500--600件产品进行清洗后、并交品管部进行数据值测量与判定是否有效。
10、校准记录
将校准过程形成记录。
螺纹塞规&螺纹环规
螺纹塞规&螺纹环规符号螺纹种类规范牙型角M 公制粗牙ISO 261 60° S 细小螺丝ISO R1501 60° UNC 统一牙粗牙ISO 263 60°UNF 统一牙细牙ISO 263 60°UNEF 统一牙特细牙ISO 263 60°UN 统一牙固定牙ISO 263 60°UNS 统一牙特殊牙----- 60°NC 美制牙粗牙ANSI B1.1 60°NF 美制牙细牙ANSI B1.1 60° NEF 美制牙特细牙ANSI B1.1 60° N 美制牙固定牙ANSI B1.1 60° NS 美制牙特殊牙ANSI B1.1 60°BSW 英制牙粗牙BS 84 55°BSF 英制牙细牙BS 84 55°BC 自行车牙JIS B0225 60°SM 针车用JIS B0226 60°CTV 自行行车用风嘴JIS D9422 60°TV 汽车用风嘴JID D4207 60°BSC 英制自行车BS 811 60° BA 英制小螺丝BS 93 30°47° Tr 公制爱克母牙ISO 2902 30° TW 爱克姆牙JIS B0222 29° ACME 爱克姆牙ANSI B1.5 29°STUB-ACME 浅牙爱克姆ANSI B1.8 29°C 平行管用螺纹ISO 228/1 55°BSPF 英制平行管螺纹BS 2779 55° PF 英制平行管螺纹IS B0202 55° R 管用推拔管用ISO 7/1 55°1/16 Rc 管用推拔内螺纹ISO 7/1 55°1/16 Rp 管用平行内螺纹ISO 7/1 55° PT 推拔管用JIS B0203 55°1/16 PS 平行内螺纹JIS B0203 55° BSP 英制管牙BS 21.2779 55° NPT 美制一般推拔管用ANSI B2.1 60°1/16 NPTR 美制栏杆接头用ANSI B2.1 60°1/16 NPS 美制一般平行管用ANSI B2.1 60° NPSM 美制平行管用装配器用ANSI B2.1 60°NPSL 美制锁紧螺帽用ANSI B2.1 60°NPSH 美制水管用ANSI B2.1 60°NPSC 美制管接头用ANSI B2.1 60° NH 美制消防水管用ANSI B2.1 60° NPSF 美制干封管用平行内螺纹ANSI B2.1 60° NPTI 美制干封管用平行ANSI B2.1 60° NPTF 美制干封管用推拔ANSI B2.1 60°1/16 NGT 美制瓦斯用推拔ANSI B57.1 60°1/16 NGS 美制瓦斯用平行ANSI B57.1 60° NGO 美制瓦斯用出口ANSI B57.1 60°SGT 美制瓦斯用特殊ANSI B57.1 60°1/8 E 电灯泡用JIS C7709 圆V 瓦斯桶凡而用JIS B8245/6 55°3/26 C 薄铜电线管用JIS B0204 80°使用上应注意事项:1.螺纹规使用时,应注意洗涤防锈油及灰尘杂物.2.被测定物也应洗涤干净,以防附着切屑,毛边及杂物.3.螺纹规栓入螺纹时应轻轻地很顺畅进入,不可用力,无理的栓入.4.使用时应注意放置,以防止掉落及碰伤.使用后之处理:1.切屑杂物之清洗,涂抹防锈油.2.再使用保护膜,以期安全保存.3.请存放于温度差小及湿度少的场合.。
螺纹规量具
螺纹规螺纹规标准公制螺纹规,依据DIN13公制螺纹标准英制惠氏螺纹规圆柱管螺纹公制梯形螺纹DIN103球形螺纹DIN405-1,405-2美标螺纹规ANSI B1.1极限螺纹塞规名义直径1-200mm 通/止螺纹环规极限螺纹卡规螺纹校对环规 DIN 2241极限螺纹校对规检测螺纹小径的极限塞规梯形极限螺纹规美制螺纹规惠氏管螺纹DIN 2999标准通/止塞规,可检测公称尺寸在0.5mm-250mm的孔径设计尺寸依据标准DIN2245 / 2246 / 2247 / 2248 / 2249通/止环规适用于公称直径1mm-500mmDIN2250 / 2254标准板形孔径极限量规检测公称直径8mm-500mm的孔径制造精度依据标准DIN7162 / 7164测量表面经过硬化、磨削及研磨处理公称尺寸0.5mm-520mm键槽规用于测量键槽宽度的通、止;槽的中心位置;轴和毂上槽的深度专用于检测轴和毂上槽的平面配合莫氏锥度规公制锥度规,适用于公称尺寸1mm-500mm锯齿量规 DIN5841针规公称直径范围0.1-20mm经过仔细的硬化、时效处理、磨削及超精研磨加工正弦规通/止花键环规符合如下标准: ISO (国际标准) DIN (德国标准) AGMA (美国标准) JIS (日本标准)范围:最大直径500mm 最小直径5mm 最多齿数500 最大节距25.4M 最小节距0.1M 最大齿长150 通/止花键塞规符合如下标准: ISO (国际标准) DIN (德国标准) AGMA (美国标准) JIS (日本标准)范围:最大直径500mm 最小直径5mm 最多齿数500 最大节距25.4M 最小节距0.1M 最大齿长300花键通环规&锥型校准塞规锥型校准塞规上有磨损线,可用于在加工制造过程中检测环规的磨损情况。
全形花键通规检测外花键的最大/最小直径及齿厚螺旋标准齿轮符合如下标准:ISO (国际标准)DIN (德国标准) AGMA (美国标准) JIS(日本标准)范围:最大直径300mm 最小直径6mm 最多齿数550 最大节距25.4M 最小节距0.1M 最大齿长150花键测量仪花键测量仪具有两个相对的测点,可用于检测花键的齿厚或齿槽宽。
螺纹量规使用检定规程[1]
一.目的为确保我厂液压管件产品之螺纹精度,对在用或新购螺纹量规的精度检定、精度评定依据、螺纹量规的使用范围及其流转程序、周期检定日期等做如下规定。
二.适用范围本公司螺纹类工作规和校对规的检定、维护、管理。
三.职责1.由质量部根据检验的实际要求,制定本规程。
2.由质量部计量人员负责依照本规程对公司在用或新购螺纹量规进行检定维护和管理。
四.螺纹量规的精度检定1.校对螺纹塞规、工作螺纹塞规(1)检定参数项目A)齿形半角(左、右)B)齿距(单个齿,相邻误差、累积误差)C)小径、中径、大径(2)各螺纹参数之检定方法A)齿形半角、齿距、小径:在万能工具显微镜上用轴切法、影像法测量B)大径:用外径千分尺测量C)中径:(i)校对螺纹塞规:用三针法在立式光学计或卧式测长仪上与组合量块规标准量作比较测量(ii)工作螺纹塞规:三针法用外径千分尺测量2.螺纹环规(1)检定参数项目:综合螺纹参数。
(2)检定方法:用相应规格的经检定合格并在合格有效期内的校对螺纹塞规作内螺纹参数的综合检定。
A)螺纹环规通规(i)用通--通校对螺纹塞规,必须在通规螺纹环规的两端均能全部旋入。
(ii)用通--损校对螺纹塞规,只允许在通端螺纹环规之两端各旋入1-1/2牙,超过2牙旋合长度的,则该通端螺纹环规为不合格品。
B)螺纹环规止规(i)用止--通校对螺纹塞规,必须在止规螺纹环规的两端均能全部旋入。
(ii)用止--损校对螺纹塞规,只允许在止端螺纹环规之两端各旋入1-1/2牙,超过2牙旋合长度的,则该止规螺纹环规为不合格品。
五.螺纹量规之精度评定依据按成都量具研究所发行,成都中学印刷厂印刷。
于1993年12月出版的由刘远模主编的《常用螺纹量规使用尺寸手册》中之有关项目标准。
校对规使用标准:H-28。
六.螺纹量规之使用范围1.校对螺纹塞规只用作检定判别螺纹环规之精度合格与否,而不能直接用作检定产品工件使用。
凡非有关计量人员擅自使用者一律作罚款处理,若因此而造成校对螺纹塞规之几何精度走失及损坏的,除罚款外按有关赔偿条律处理。
螺纹量规的基本知识【史上大全】
螺纹量规概述内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.螺纹量规根据使用性能分:工作规、验收规、校对规和基准规。
工作规:制造和检验工件螺纹所用螺纹量规。
验收规:检验部门或用户代表验收工件螺纹时所用的螺纹量规。
校对规:制造和检验工作规所用的螺纹量规。
对于圆柱螺纹,通常只有校对塞规,用于工作环规的检验。
某些圆锥螺纹(如石油专用螺纹),有校对塞规和校对环规,分别用于检验工作环规和工作塞规。
基准规:某些圆锥螺纹(如石油钻杆接头螺纹和NPT螺纹)需要基准规,用于检验校对规。
用圆柱螺纹量规检验螺纹时,通端螺纹量规应完全旋入通过,止端螺纹量规不应旋入或允许部分旋入,则被检螺纹合格。
当发生争执时,按有关规定处理。
用圆锥螺纹量规检验螺纹时,有下述情况:用极限量规检验被检螺纹测量面(内螺纹为大端,外螺纹为管端平面)位置是否在规定上、下限内;用标准式量规(如石油专用螺纹量规)检验被检螺纹测量面是否在规定范围内(石油专用螺纹检测紧密距是否合格)。
对于石油专用螺纹还要检测螺纹单项要素是否合格。
一、圆柱螺纹量规l、普通螺纹量规新标GB 3934,旧标JB 785-70。
新标普通螺纹标志中径公差带代号和顶径公差带代号(若两者相同,只标前者)。
而普通螺纹量规只标被检螺纹中径公差带代号。
这是因为螺纹量规的直径是根据被检螺纹的中径公差带计算的,与被检螺纹的顶径公差带无关。
螺纹公差带代号与螺纹量规的对应标志见表1-1-1和表1-1-2。
螺纹中径合格性的判断原则:实际螺纹的作用中径不能超出最大实体牙型的中径,而实际螺纹上任何部位的单一中径不能超出最小实体牙型的中径。
用螺纹圈数较多的全牙型的通端螺纹塞规或环规(标有字母T)检验工件螺纹的作用中径。
螺纹塞规、环规校验规范
合一(惠州)电子科技有限公司
标题
螺纹塞规、环规校验规范
文பைடு நூலகம்编号
ATI-3-QA3-018
版本
A0
页次
2of3
1、目的:明确校验规范,标准化作业。
2、范围:公司所有螺纹塞规、环规。
3、程序:
3.1校验设备
3.2.1卡尺
3.2.2千分尺
3.2校验项目
3.2.1外观
3.2.2特性尺寸
3.3 校验方法
c.用标准件卡尺、千分尺测量塞规的外径,环规的内径。
d.将测量读数值,减去规格值,即为误差值。
e.测量时,注意卡尺施力大小,并保持标准件测量面与被测量面垂直.。
3.3.2.2 塞规与环规配合测试
检查时,只有当通规能与工作螺纹旋合通过,而止规只与工作螺纹部分旋合,且旋合量不超过两个螺距时,可判定该螺纹合格,除此之外可判定螺纹尺寸不合格。
3.4 注意事项
3.4.1校验环境:常温,常湿。
3.4.2校验周期:1年。
合一(惠州)电子科技有限公司
标题
螺纹塞规、环规校验规范
文件编号
ATI-3-QA3-018
版本
A0.
页次
3of3
3.5校验后
3.5.1将标准值减去测量值计算出误差值,并确认误差值是否在允许误差内,并将结果记录于《仪器校验报告内》。
3.3.1外观
校验方法:目测
要求:检具测量面不应有锈蚀、磁性、碰伤、裂纹、毛刺、损坏等缺陷。使用中的检具允许存在不影响使用准确度的缺陷。标记应清晰、明白。
3.3.2特性尺寸校验方法.
3.3.2.1 使用卡尺、千分尺校验.
a.清洁塞规、环规丈量面。
b.取塞规、环规,要戴洁净棉手套,并小心不可掉落地上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.问题的提出根据国家标准GB/T 3934-2003(审查稿)[2]的前言,它与ISO 1502的主要差异有两点:1.按GB/T 1.1-2000对编排格式进行了修改;2.增加了止端螺纹环规的牙型高度。
与GB/T 3934-1983的主要变化是:1.修改了标准名称;2.增加了验收及检验(2003年版第9条);3.螺纹的判定放入附录(1983年版第14、15、16条;2003年版的附录B)。
螺纹环规与校对螺纹塞规的螺纹中径公差带位置图如图1所示;螺纹塞规的螺纹中径公差带位置图如图2所示。
l螺纹塞规、螺纹环规及其校对螺纹塞规的螺纹中径公差值、允许磨损值应不大于表1的规定。
表1 螺纹量规螺纹中径公差值、允许磨损值表μm文献[1]最先指出GB/T 3934-1983螺纹量规公差存在问题,文献[2]在其标准编制说明中指出标准不完善,希望在标准在审定过程中得以解决。
文献[1]、[2]都给出表2的数据来说明公差的不完善。
表2给出螺纹环规与校对螺纹塞规公差带之间的最小距离。
其主要观点如下:表2 螺纹环规与校对螺纹塞规公差带之间的最小距离表μm1. T和TT、Z和ZT公差带中心距离m相同,见图1。
因T和TT是完整牙型,且旋合长度较长,而Z是截短牙型,螺纹长度短,因而T和TT旋合时半角误差和螺距误差对作用中径的影响比Z和ZT旋合时的影响大,而用相同的m值作补尝是不恰当的。
并且m的大小也值得探讨。
2. ZS和ZZ公差带间的最小距离(WNG-TR/2-TCP)为负值,表明两公差带有部分重叠。
这样将导致ZS中径小于ZZ中径,以致产生ZZ能止住的Z环规,ZS却不能止住的不合理现象。
TS和TZ公差带间的最小距离(WGO -TR/2-TCP)偏小,可能由于半角误差和螺距误差对作用中径的影响,产生TZ能止住的T环规,TS却不能止住的不合理现象。
也可能产生T环规并未显著磨损,而TS却能通过。
3. 实践表明用校对螺纹塞规检验合格的螺纹环规,其单一中径不一定合格;而单一中径合格的螺纹环规用校对螺纹塞规检验不一定合格。
要作到螺纹环规的单一中径与作用中径同时都合格,一般要进行挑选。
常常很难在一批用校对螺纹塞规检验合格的螺纹环规中挑选出单一中径也合格的螺纹环规。
实践也验证了GB/T 3934-1983标准不完善。
上述事实表明螺纹环规的检验,必须进行研究和改进。
另外还有一个现象非常值得研究,就是检验螺纹环规时,若用螺纹环规同一生产厂的校对螺纹塞规检验,合格的概率就大得多;而用不同生产厂的校对螺纹塞规检验,合格的概率就小得多。
这是因为同一生产厂的螺纹环规与校对螺纹塞规在工艺上考虑了它们半角和螺距的误差的同一性,本来用于补尝半角和螺距误差的m,由于它们半角和螺距的误差的同一性而扩大了螺纹环规的中径公差,使一部分不合格的螺纹环规误判为合格。
当半角和螺距的误差的同一性不存在时,这些不合格的环规便被暴露出来。
本来应该将它们剔除出去,却因文献[2]中的9.1.2及9.2.2两条又将它们放回合格的螺纹环规中。
9.1.2条使本来只适用于工件螺纹合格与不合格的判定的附录B,扩大到螺纹环规的检验。
这样前面第3点的问题就更加突出。
要解决螺纹环规的检验问题,还必须从根本的出发点来探讨。
2.问题的实质首先要认清工件螺纹中径公差与螺纹环规的中径公差的区别。
前者规定的是作用中径的公差,它除了包括中径公差,还包括有半角和螺距的公差所引入的中径当量公差。
而螺纹环规的中径公差就是单一中径公差,它不是作用中径公差[3]。
因为螺纹环规还另外有半角公差和螺距公差。
在检验外螺纹制件的作用中径时,通端螺纹环规T是作为体现最大实体牙型的中径。
止端螺纹环规Z是用来控制外螺纹制件的实际中径。
检验时,应不能与工件螺纹旋合,表明工件的实际中径不超出螺纹中径的最小实体尺寸。
由于螺纹环规的半角和螺距的误差的影响也能使止端螺纹环规Z不能与工件螺纹旋合,以致造成错判。
为减小这种影响,而将止端螺纹环规Z的螺纹减少到2~3圈,并将牙型截短。
既是如此也不能完全消除这种影响。
通端和止端的螺纹塞规与螺纹环规也有相同的功能,而螺纹塞规却没有用校对量规检验,而是用分项检验螺纹中径、半角及螺距。
螺纹环规却用校对螺纹塞规检验,而没有用分项检验。
这是因为螺纹环规分项检验较螺纹塞规分项检验的难度更大一些,效率更低一些。
用校对螺纹塞规检验螺纹环规虽然效率很高,但它是检验螺纹环规的作用中径,没有检验螺纹环规的单一中径,因此它不符合螺纹环规检验的功能要求,它也就无法控制螺纹环规的质量。
因此用分项检验螺纹环规取代用校对螺纹塞规检验螺纹环规才是从根本上解决螺纹环规质量问题的方法。
只要分项测量的扩展不确定度(置信系数k=3)小于或等于被检螺纹环规各参数公差带的1/3即可。
然而分项测量还存在一些问题:1.无论是用挂钩测量法或用双球测量头测量法,都有一个最小被测中径的极限尺寸,小于这个尺寸的环规都无法测量。
2.由于测量仪器所附测量头的测球直径系列不齐全,不能满足螺纹环规各种规格的需要,更缺少最佳尺寸的测头。
3.内螺纹的螺距及其牙形角的测量较困难,特别是牙形角的测量更困难。
因此分项测量只能解决部分尺寸较大的螺纹环规的检测,另外一部分尺寸较小的螺纹环规还只能用校对螺纹塞规检验。
3.解决问题的措施上面已把问题分析得很清楚了。
下面作者提出下列解决措施。
1.提高校对螺纹塞规的制造精度,缩小它的制造公差。
校对螺纹塞规中径的制造公差应小于螺纹环规中径制造公差的三分之一,即Tcp≤TR/3;校对螺纹塞规的螺距以及半角的制造公差应小于一般螺纹塞规的一半。
这样就消除了表2中的负数,也消除了TS和TZ的矛盾。
这也符合测量工具的总不确定度应小于被测产品制造公差的三分之一的原则。
2.按一定的关系缩减Z和ZT间的m值,这样可以防止合格螺钉的中径小于公差下限过多,而提高螺钉的机械强度。
3.将国家标准GB/T 3934-2003(审查稿)中的9.1.2及9.2.2两条中关于螺纹环规合格的判定应改为,凡判定螺纹环规为不合格的校对螺纹塞规均符合本标准要求的,该环规应判为不合格。
而不是原来的“凡判定螺纹环规为合格的校对螺纹塞规均符合本标准要求的,该环规应判为合格”。
这样可以扩大螺钉的制造公差,降低螺钉的制造成本,还可以提高螺钉的机械强度。
只是这样要提高环规的制造成本,包括容易引起质量纠纷,只要出厂前用两个不同批次的校对螺纹塞规进行检验,就可以减少这种纠纷。
对于螺钉合格判定应仍按标准原来的阐述。
4.开发系列最佳尺寸球测头(挂钩用及双球测头)供中径测量用。
5.研究内螺纹半角测量方法,包括超声波、CT…等成像技术用于内螺纹半角的测量。
改善模印法的材料和工艺方法以提高螺距和半角的测量精度。
6.在分项检验与用校对螺纹塞规检验发生矛盾时,应以分项检验为准。
另外还有一个现象非常值得研究,就是检验螺纹环规时,若用螺纹环规同一生产厂的校对螺纹塞规检验,合格的概率就大得多;而用不同生产厂的校对螺纹塞规检验,合格的概率就小得多。
这是因为同一生产厂的螺纹环规与校对螺纹塞规在工艺上考虑了它们半角和螺距的误差的同一性,本来用于补尝半角和螺距误差的m,由于它们半角和螺距的误差的同一性而扩大了螺纹环规的中径公差,使一部分不合格的螺纹环规误判为合格。
当半角和螺距的误差的同一性不存在时,这些不合格的环规便被暴露出来。
本来应该将它们剔除出去,却因文献[2]中的9.1.2及9.2.2两条又将它们放回合格的螺纹环规中。
9.1.2条使本来只适用于工件螺纹合格与不合格的判定的附录B,扩大到螺纹环规的检验。
这样前面第3点的问题就更加突出。
要解决螺纹环规的检验问题,还必须从根本的出发点来探讨。
2.问题的实质首先要认清工件螺纹中径公差与螺纹环规的中径公差的区别。
前者规定的是作用中径的公差,它除了包括中径公差,还包括有半角和螺距的公差所引入的中径当量公差。
而螺纹环规的中径公差就是单一中径公差,它不是作用中径公差[3]。
因为螺纹环规还另外有半角公差和螺距公差。
在检验外螺纹制件的作用中径时,通端螺纹环规T是作为体现最大实体牙型的中径。
止端螺纹环规Z是用来控制外螺纹制件的实际中径。
检验时,应不能与工件螺纹旋合,表明工件的实际中径不超出螺纹中径的最小实体尺寸。
由于螺纹环规的半角和螺距的误差的影响也能使止端螺纹环规Z不能与工件螺纹旋合,以致造成错判。
为减小这种影响,而将止端螺纹环规Z的螺纹减少到2~3圈,并将牙型截短。
既是如此也不能完全消除这种影响。
通端和止端的螺纹塞规与螺纹环规也有相同的功能,而螺纹塞规却没有用校对量规检验,而是用分项检验螺纹中径、半角及螺距。
螺纹环规却用校对螺纹塞规检验,而没有用分项检验。
这是因为螺纹环规分项检验较螺纹塞规分项检验的难度更大一些,效率更低一些。
用校对螺纹塞规检验螺纹环规虽然效率很高,但它是检验螺纹环规的作用中径,没有检验螺纹环规的单一中径,因此它不符合螺纹环规检验的功能要求,它也就无法控制螺纹环规的质量。
因此用分项检验螺纹环规取代用校对螺纹塞规检验螺纹环规才是从根本上解决螺纹环规质量问题的方法。
只要分项测量的扩展不确定度(置信系数k=3)小于或等于被检螺纹环规各参数公差带的1/3即可。
然而分项测量还存在一些问题:1.无论是用挂钩测量法或用双球测量头测量法,都有一个最小被测中径的极限尺寸,小于这个尺寸的环规都无法测量。
2.由于测量仪器所附测量头的测球直径系列不齐全,不能满足螺纹环规各种规格的需要,更缺少最佳尺寸的测头。
3.内螺纹的螺距及其牙形角的测量较困难,特别是牙形角的测量更困难。
因此分项测量只能解决部分尺寸较大的螺纹环规的检测,另外一部分尺寸较小的螺纹环规还只能用校对螺纹塞规检验。
3.解决问题的措施上面已把问题分析得很清楚了。
下面作者提出下列解决措施。
1.提高校对螺纹塞规的制造精度,缩小它的制造公差。
校对螺纹塞规中径的制造公差应小于螺纹环规中径制造公差的三分之一,即Tcp≤TR/3;校对螺纹塞规的螺距以及半角的制造公差应小于一般螺纹塞规的一半。
这样就消除了表2中的负数,也消除了TS和TZ的矛盾。
这也符合测量工具的总不确定度应小于被测产品制造公差的三分之一的原则。
2.按一定的关系缩减Z和ZT间的m值,这样可以防止合格螺钉的中径小于公差下限过多,而提高螺钉的机械强度。
3.将国家标准GB/T 3934-2003(审查稿)中的9.1.2及9.2.2两条中关于螺纹环规合格的判定应改为,凡判定螺纹环规为不合格的校对螺纹塞规均符合本标准要求的,该环规应判为不合格。
而不是原来的“凡判定螺纹环规为合格的校对螺纹塞规均符合本标准要求的,该环规应判为合格”。
这样可以扩大螺钉的制造公差,降低螺钉的制造成本,还可以提高螺钉的机械强度。
只是这样要提高环规的制造成本,包括容易引起质量纠纷,只要出厂前用两个不同批次的校对螺纹塞规进行检验,就可以减少这种纠纷。