大断面球铁的断口分析
球墨铸铁常见缺陷的分析与对策
球墨铸铁件常见缺陷的分析与对策一、常见的缺陷及分析球墨铸铁件常见缺陷的分析与对策 (1) 球铁是近40年来我国发展起来的重要铸造金属材料。
由于球状石墨造成的应力集中小,对基体的割裂作用也较小,故球铁的抗拉强度,塑性和韧性均高于其他铸铁。
与相应组织的钢相比,塑性低于钢,疲劳强度接近一般中碳钢,屈强比可达0 7~0 8,几乎是一般碳钢的2倍,而成本比钢低,因此其应用日趋广泛。
当然,球铁也不是十全十美的,它除了会产生一般的铸造缺陷外,还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。
这些缺陷影响铸件性能,使铸件废品率增高。
为了防止这些缺陷的发生,有必要对其进行分析,总结出各种影响因素,提出防止措施,才能有效降低缺陷的产生,提高铸件的力学性能及生产效益。
本文将讨论球铁件的主要常见缺陷:缩孔、缩松、夹渣、皮下气孔、石墨漂浮、球化不良及球化衰退。
1 缩孔缩松 1.1影响因素 (1)碳当量:提高碳量,增大了石墨化膨胀,可减少缩孔缩松。
此外,提高碳当量还可提高球铁的流动性,有利于补缩。
生产优质铸件的经验公式为C%+1/7Si%>3 9%。
但提高碳当量时,不应使铸件产生石墨漂浮等其他缺陷。
(2)磷:铁液中含磷量偏高,使凝固范围扩大,同时低熔点磷共晶在最后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。
一般工厂控制含磷量小于0 08%。
(3)稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。
而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。
由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会增加缩孔、缩松倾向。
(4)壁厚:当铸件表面形成硬壳以后,内部的金属液温度越高,液态收缩就越大,则缩孔、缩松的容积不仅绝对值增加,其相对值也增加。
另外,若壁厚变化太突然,孤立的厚断面得不到补缩,使产生缩孔缩松倾向增大。
厚大断面球墨铸铁的生产难点汇总,从化学成分的控制等四个方面来详细剖析

厚大断面球墨铸铁的生产难点汇总,从化学成分的控制等四个方面来详细剖析联合铸造 2022-01-14 11:01球墨铸铁是一种具有优良机械性能的灰口铸铁。
一般在浇注之前,在铁液中加入少量球化剂(通常为镁、稀土镁合金或含铈的稀土合金)和孕育剂(通常为硅铁),使铁水凝固后形成球状石墨。
此种铸铁的强度和韧性比其他铸铁高,有时可代替铸钢和可锻铸铁(malleablecastiron),在机械制造工业中得到了广泛应用。
球墨铸铁在国外是1947年用于工业生产的。
一、球铁件生产难点此类铸件因断面厚大冷却缓慢,金属液体凝固时间长,铸件内部很容易产生缩松。
生产铁素体球墨铸铁时,为了获得较高的抗拉强度、屈服强度和延伸率,以往均要进行铁素体化热处理,热处理温度是根据铸态组织中是否存在游离渗碳体或珠光体,而采用900-950℃的高温热处理。
但生产成本高,工艺复杂,生产周期长,给生产组织以及交货期带来非常大的困难,这就要求必须在铸态下获得铁素体基体。
因此生产这种材料的难点主要有以下几方面:a.铸件要进行指定区域的射线探伤,如何解决铸件的内部缩松;b.如何保证在铸态下获得铁素体基体90%以上;c.如何使材料有足够的抗拉强度和屈服强度;d.如何获得足够的延伸率(>18%),在合金化处理后,获得规定的延伸率;c.采用最优的合金化处理工艺。
二、厚大断面铸态铁素体球墨铸铁件的质量控制技术1.化学成份的控制(1)C、Si、CE的选择由于球状石墨对基体的削弱作用很小,故球墨铸铁中石墨数量的多少,对力学性能的影响不显著,当含碳量在3.2%~3.8%范围内变化时,对力学性能无明显的影响。
所以过程中确定碳硅含量时,主要考虑保证铸造性能,将碳当量选择在共晶成分左右。
具有共晶成分的铁液的流动性能最好,形成集中缩孔的倾向大,铸件组织的致密度高。
但碳当量过高时,容易产生石墨漂浮的同时,一定程度上对球化有影响,主要表现在要求的残余Mg量高。
使铸铁中夹杂物的数量增多,降低铸铁性能。
球铁试棒拉伸断口分析
维普资讯
3 2
内 燃 机 配 件
20 0 6年第 2期
1 1 以夹 渣 为 主 要 特 征 .
石墨 。断 口上 出现 此类 黑 灰 区时 由 于基 体的有 效 面
察 以及借 助扫 描 电 镜作 微 区 分 析 , 出其 影 响 力 学 找
定 长度后 , 迅 速 扩 展造 成 脆 断 。 由于 珠光 体 的 便
断裂是 沿铁 素体 和渗 碳 体 片 内部 的某些 晶面 劈开 ,
而石墨球只有一 少部分保留在断而上 。 因此断口对
光 的反射 作用 较强 , 观表 现为银 灰色 , 色泽 均匀 宏 且
[ i s] h ae aa s n dd steBakr i ra ei i nt sef c r o Dg tT i ppr nl e ad su i h l . g n a e x t g i e i at e f e s ys e c e o e sn n l r u
一
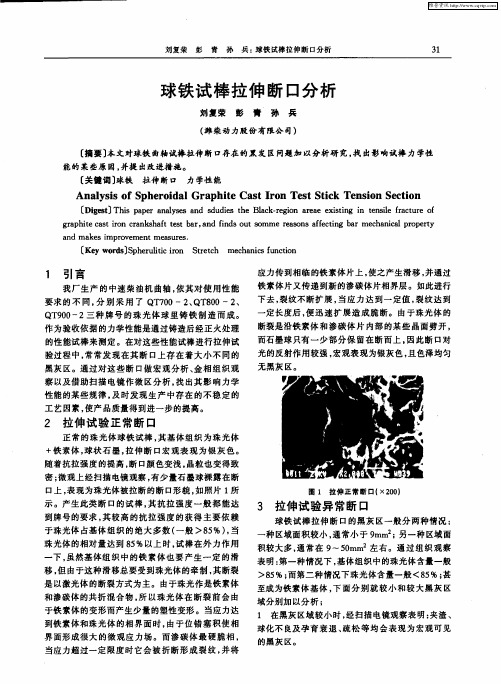
圈 1 拉伸 正 常 断 口( 0 ) ×2 0
3 拉伸 试 验 异 常 断 口
球 铁 试棒 拉 伸 断 口的黑 灰 区一般 分 两种 情况 :
一
种 区域面 积较 小 。 通常 小 于 9 mm2 另一 种 区域 面 ;
积较 大多 , 常 在 9 0 通 ~5 mm2左右 。通 过组 织 观 察 表明: 第一种 情 况下 , 基体 组织 中 的珠光体 含量一 般 >8 %; 5 而第 二 种情况 下 珠光 体含量 一般 <8 %; 5 甚
a d ma s i r v me tm e s r s n ke mp o e n a u e .
球墨铸铁常见缺陷的分析与对策
球墨铸铁件常见缺陷的分析与对策一、常见的缺陷及分析球墨铸铁件常见缺陷的分析与对策 (1) 球铁是近40年来我国发展起来的重要铸造金属材料。
由于球状石墨造成的应力集中小,对基体的割裂作用也较小,故球铁的抗拉强度,塑性和韧性均高于其他铸铁。
与相应组织的钢相比,塑性低于钢,疲劳强度接近一般中碳钢,屈强比可达0 7~0 8,几乎是一般碳钢的2倍,而成本比钢低,因此其应用日趋广泛。
当然,球铁也不是十全十美的,它除了会产生一般的铸造缺陷外,还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。
这些缺陷影响铸件性能,使铸件废品率增高。
为了防止这些缺陷的发生,有必要对其进行分析,总结出各种影响因素,提出防止措施,才能有效降低缺陷的产生,提高铸件的力学性能及生产效益。
本文将讨论球铁件的主要常见缺陷:缩孔、缩松、夹渣、皮下气孔、石墨漂浮、球化不良及球化衰退。
1 缩孔缩松 1.1影响因素 (1)碳当量:提高碳量,增大了石墨化膨胀,可减少缩孔缩松。
此外,提高碳当量还可提高球铁的流动性,有利于补缩。
生产优质铸件的经验公式为C%+1/7Si%>3 9%。
但提高碳当量时,不应使铸件产生石墨漂浮等其他缺陷。
(2)磷:铁液中含磷量偏高,使凝固范围扩大,同时低熔点磷共晶在最后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。
一般工厂控制含磷量小于0 08%。
(3)稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。
而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。
由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会增加缩孔、缩松倾向。
(4)壁厚:当铸件表面形成硬壳以后,内部的金属液温度越高,液态收缩就越大,则缩孔、缩松的容积不仅绝对值增加,其相对值也增加。
另外,若壁厚变化太突然,孤立的厚断面得不到补缩,使产生缩孔缩松倾向增大。
球铁铸件断口灰斑分析_蔡一法

笔者公司在生产球铁凸轮轴过程中,偶尔发生过凸轮轴毛坯断裂,断口上也有“灰斑”出现,于是对该“灰斑”的性质及产生原因进行了详细的分析。
1铸件断口“灰斑”特征笔者公司生产的铸态球铁凸轮轴牌号为QT700-2,实际抗拉强度很高,一般为800~900MPa ,珠光体体积分数在90%以上,伸长率在3%~6%,正常断口呈银色。
凸轮轴断裂件“灰斑”断口如图1所示,上部外圆处有一扇形区域呈灰色,其他区域为正常断口颜色(银色)。
为了查明“灰斑”的缺陷性质及产生原因,对断口进行了详细的检查分析。
收稿日期:2009-11-02修定日期:2009-12-09作者简介:蔡一法(1962-),男,高工,从事铸造工艺、熔炼工作。
球铁铸件断口灰斑分析蔡一法,郜洪富,逯英杰,李曙光,袁珍(上海通用东岳动力总成有限公司铸锻技术部,山东烟台264006)摘要:QT700铸态球铁凸轮轴断口出现灰斑,扫描电镜观察发现灰斑区石墨球数量和w (C )量明显高于银色区,但金相组织观察显示,黑斑区球化情况良好,无组织缺陷。
断口扫描电镜确定灰斑区断口为韧性断裂,银色区断口为解理或准解理脆性断裂。
断口灰斑再现试验证明,球铁铸件断口上的灰斑说明该区域是韧性断裂区域,并非组织异常,也并非是铸造缺陷。
关键词:球铁;灰斑;韧性断裂中图分类号:TG250.6文献标识码:B文章编号:1003-8345(2010)01-0078-04Analysis of Gray Spot in Fracture of Nodular Iron Casting CAI Yi-fa,GAO Hong-fu,LU Ying-jie,LI Shu-guang,YUAN Zhen(Foundry &Forging Technology Department,Dongyue Power Assembly Co.Ltd.,Shanghai General Motor Group,Yantai264006,China )Abstract:There was gray spot appearing in the fracture of QT 700-2grade as -cast nodular iron camshaft and SEM observation revealed that the nodule count and w (C )in the gray spot area was obviously higher than the silver area.However,the metallographical observation showed that the nodularity of the gray area was all right and no structure defect was found.Based on the SEM analysis inspection,it was considered that the fracture of the gray area was of the tough fracture,and the fracture of the silver area was of the cleavage or quasi-cleavage fracture.By the gray spot reappearing test,it was testified that gray spot appearing in the fracture of the nodular iron casting only indicated that the area is of the tough fracture area,but not the abnormal structure area,and also not casting defects.Key words:nodular iron;gray spot;tough fracture2断口“灰斑”分析进行断口灰斑分析时,先进行断口原貌检查(扫描电镜分析)、再进行断口金相分析,以保证同一个断口可以得到全面的检测分析。
生产厚大断面球磨铸铁的关键控制点
生产厚大断面球磨铸铁的关键控制点1 如何防止厚大断面球铁的石墨畸变和球化衰退石墨形态是影响球铁铸件性能的关键性因素,厚大断面球铁件断面厚、热节多、凝固时间长,极易发生石墨畸变,一般有以下几种石墨形态:不规则的球状石墨、团絮状石墨、片状石墨、蠕虫状石墨、开花状石墨、碎块状石墨。
球化衰退也就是绝大数石墨成球失败,出现求化衰退的原因是镁量和稀土随着铁液停置时间的延长而发生衰减。
镁和稀土与氧的亲和力大于与硫的亲合力,所以浮在铁液表面的 MgS、Ce 2 S 3 夹杂物与空气中的氧反应生成S,S 与 Mg 和 Ce 反应消耗镁量和稀土,出现回硫现象,使铁液中球化元素的残留量低于石墨化所需的临界值时而产生球化级别严重下降。
减少球化衰退的措施有以下几点:1)通过合理的生产组织安排,缩短铁液停置时间;2)降低原铁液含硫量(<0.012%);3)转运铁水过程中合理覆盖液面;4)适当增加球化剂加入比例。
开花状石墨是厚大断面球墨铸铁中最常见的畸变石墨,开花状石墨恶化了铸件上表面的质量和力学性性,增加了铸件装机后运转的风险。
开花状石墨的形成机理如下:共晶前期形成的石墨球在浮力作用下向上漂浮,聚集在铸件的上表面形成开花石墨。
当石墨的固-液界面前沿存在过量的Ce、Mg 的不均匀吸附时,破坏规则分支的生长,使石墨分支的基面生长速度远大于石墨分支柱面的生长速度,造成石墨在过冷区发生不均匀的包状分叉,导致开花石墨形成。
厚大铸件的上表面往往 RE、Mg 偏高,容易提供漂浮的生长环境。
开花状石墨与碳当量和铁液的冷却速度有关,还与浇注温度有关。
碳当量越高、铁液冷却速度越慢、浇注温度越高石墨漂浮开花的可能性就越大;中小型铸件的碳当量4.3%-4.7%,但是对于厚大断面的球铁碳当量控制在4.3%-4.4%,浇注温度在不影响铁水流动性的条件下尽可能低,一般在1300℃-1360℃为宜;控制碳硅与残余稀土的含量以及提高冷却速度可以减少漂浮石墨形成。
球铁的缺陷和防治
一、概述复相球墨铸铁磨球是我厂于2000年开发的新产品,用于原低合金磨球的升级换代。
我厂年产该类磨球量近万吨,在实际生产中,由于不同种类缺陷的存在,使磨球在实际工况条件下常出现不耐磨、失圆等影响磨球使用寿命的不利因素,为此有必要对各类缺陷进行分析,并制定相应的防止方法,用于指导生产实践。
二、常见缺陷及特征1.球化不良和球化衰退二者缺陷特征相同。
(1)宏观特征铸件断口为银灰色上分布芝麻状黑色斑点,其数量多、直径大,表明程度严重。
若全部呈暗灰色粗晶粒,表明球化不完全。
(2)金相组织集中分布大量厚片状石墨,其数量越多、面积越大,表明程度越严重,球化不完全时呈片状石墨。
(3)产生原因原铁液含硫高,以及严重氧化的炉料中含有过量反球化元素;处理后铁液残留镁和稀土量过低。
铁液中溶解氧量偏高是球化不良的重要原因。
选用低硫焦炭和金属炉料,必要时进行脱硫处理。
另外,应进行废钢除锈,以及增加球化剂中稀土元素用量,严格控制球化工艺。
2.缩孔和缩松特征和产生原因:缩孔产生于铁液温度下降发生一次收缩阶段。
如大气压把表面凝固薄层压陷,则呈现表面凹陷及局部热节凹陷,否则铁液中气体析出至顶部壳中聚集成含气孔的内壁光滑的暗缩孔,有时也与外界相通形成明缩孔,则内表面虽也光滑,但已被氧化。
球墨铸铁共晶凝固时间比灰铸铁长,呈粥状凝固,凝固外壳较薄弱,二次膨胀时在石墨化膨胀力作用下使外壳膨胀,松弛了内部压力。
因此在二次收缩过程中,最后凝固的热节部位内部压力低于大气压,被树枝晶分隔的小熔池处成为真空区,完全凝固后成为孔壁粗糙且排满树枝晶的疏松孔,即缩松缺陷。
宏观缩松产生于热节区残余铁液开始大量凝固的早期,包括了残余铁液的一次收缩和二次收缩,因而尺寸略大且内壁排满枝晶,呈灰暗疏松孔或蝇脚痕状黑点;微观缩松产生于二次收缩末期,共晶团或其集团间的铁液在负压下得不到补缩凝固收缩而成,常见于厚断面处。
3.皮下气孔(1)形貌特征铸件表皮下2~3mm处均匀或蜂窝状分布的球形、椭圆状或针孔状内壁光滑孔洞,直径0.5~3mm,可在热处理和抛丸清理后暴露或机加工时发现,小件中较多。
大断面球墨铸铁国内外现状与发展趋势_概述及解释说明
大断面球墨铸铁国内外现状与发展趋势概述及解释说明1. 引言1.1 概述大断面球墨铸铁是一种高性能铸造材料,具有出色的力学性能和良好的加工性能。
它在多个领域得到广泛应用,如机械制造、汽车工业、公路桥梁建设等。
随着现代工业技术的不断发展,大断面球墨铸铁的需求量逐年增加,同时市场竞争也日趋激烈。
1.2 文章结构本文将从以下几个方面探讨大断面球墨铸铁的国内外现状和发展趋势:引言部分对本文进行了概述;然后分别介绍了大断面球墨铸铁在国内的现状,包括原材料供应情况、生产技术水平以及应用领域和市场需求;接着介绍了大断面球墨铸铁在国外的现状,包括主要生产国家和地区、技术水平和产品质量标准以及市场竞争态势和趋势;最后对大断面球墨铸铁的发展趋势进行了分析,包括技术革新与创新发展、环保与可持续发展要求以及国内外市场前景分析;最后在结论与展望部分对本文的主要内容进行总结,并提出了对未来发展的建议和展望。
1.3 目的本文旨在全面了解大断面球墨铸铁在国内外的现状和发展趋势,为相关领域的企业和从业者提供参考,帮助他们准确把握市场需求,推动行业的创新发展。
同时,通过对技术、市场和环境等方面的分析,为大断面球墨铸铁行业未来的可持续发展提出建议。
2. 大断面球墨铸铁的国内现状:2.1 原材料供应情况:大断面球墨铸铁是一种采用球墨铸铁工艺制造的大尺寸、高强度和高韧性的铸件。
其主要原材料为生铁、废钢杂碳、石膏和球化剂等。
在国内,这些原材料的供应相对充足,保证了大断面球墨铸铁的生产稳定性和质量。
2.2 生产技术水平:国内大断面球墨铸铁的生产技术水平不断提高。
随着科技进步和设备更新换代,许多企业引进了先进的自动化生产线和精密加工设备,并且采用了先进的控制技术,使得产品质量更加稳定可靠。
同时,生产过程中还广泛应用计算机辅助工艺仿真和优化技术,以提高生产效率和产品质量。
2.3 应用领域和市场需求:大断面球墨铸铁在国内市场需求巨大,并且应用领域广泛。