特殊特性清单
特殊特性清单
产品 名称 No
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
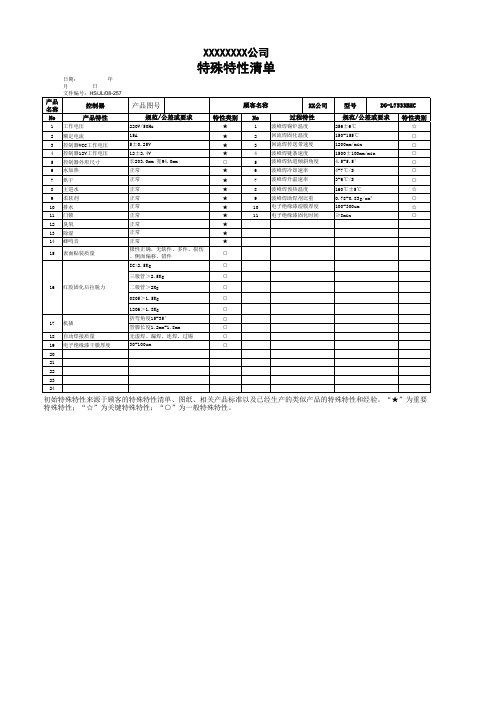
控制器 产品特性
工作电压 额定电流 控制器VCC工作电压 控制器12V工作电压 控制器外形尺寸 水加热 烘干 主进水 柔软剂 排水 门锁 臭氧 除湿 蜂鸣音 表面贴装质量
产品图号
规范/公差或要求
220V/50Hz 15A 5±0.25V 12±2.4V 长203.0mm 宽94.0mm 正常 正常 正常 正常 正常 正常 正常 正常 正常 极性正确,无缺件、多件、损伤 、侧面偏移、错件 IC>2.5Kg 三极管>2.5Kg
顾客名称 特性类别
★ ★ ★ ★ ○ ★ ★ ★ ★ ★ ★ ★ ★ ★ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
规范/公差或要求
256±6℃ 150-155℃ 1200mm/min 1500±100mm/min 4.5-5.5° 4-7℃/S 3-6℃/S 160℃±5℃ 0.78-0.83g/cm³ 100-300um ≥8min
16
红胶固化后拉脱力
二极管>2Kg 0805>1.5Kg 1206>1.8Kg
XX公司 过程特性
波峰焊锡炉温度 回流焊固化温度 回流焊传送带速度 波峰焊链条速度 波峰焊轨道倾斜角度 波峰焊冷却速率 波峰焊升温速率 波峰焊预热温度 波峰焊助焊剂比重 电子绝缘漆湿膜厚度 电子绝缘漆固化时间
型号
DG-L7533BHC 特性类别
☆ ○ ○ ○ ○ ○ ○ ☆ ○ ☆ ○
No
1 2 3 4 5 6 7 8 9 10 11
17 18 19 20 21 22 23 24
机插 自动焊接质量 电子绝缘漆干膜厚度
产品和过程特殊特性清单
产品和过程特殊特性清单一、产品特殊特性清单:1.创新性:产品具有创新性特点,能够解决市场中的新问题或满足用户对新产品的需求。
2.可靠性:产品在使用过程中能够持续稳定地工作,减少故障和维修次数。
3.安全性:产品设计符合安全标准和法规要求,能够保护用户的安全和健康。
4.耐久性:产品寿命长,能够经受长时间使用和各种环境条件的考验。
5.环保性:产品设计符合环境保护要求,能够减少对环境的污染和资源的消耗。
6.可维护性:产品易于维护和修理,减少维修时间和成本。
7.灵活性:产品具有多种用途和适应不同环境的能力,能够满足用户的不同需求和偏好。
8.个性化:产品能够根据用户的需求进行定制和个性化设计。
9.可升级性:产品具有可升级的特点,能够随着技术的发展和用户需求的变化进行升级和改变。
10.品质保证:产品具有高品质和可靠性,能够满足用户对产品质量的要求和期望。
二、过程特殊特性清单:1.效率:过程能够高效地完成任务,减少时间和资源的浪费。
2.精确性:过程能够准确地执行任务,避免错误和失误。
3.灵活性:过程能够适应不同的需求和变化,灵活调整和改变。
4.可控性:过程能够被有效地监控和控制,减少风险和不确定性。
5.自动化:过程能够通过自动化技术和系统来实现自动化执行和管理。
6.标准化:过程具有标准化和规范化的特点,能够保证过程的一致性和质量。
7.透明度:过程的执行和结果能够被清晰地展示和理解,方便监督和评估。
8.协同性:过程能够促进不同部门和人员之间的有效协作和沟通。
9.持续改进:过程能够不断地进行改进和优化,提高效率和质量。
10.风险管理:过程能够有效地识别和管理风险,减少潜在的损失和影响。
总结:产品和过程的特殊特性对于企业和组织来说至关重要。
这些特性能够赋予产品和过程独特的竞争力和价值,帮助企业在市场中取得优势地位。
因此,企业和组织应该充分认识和理解这些特性,并努力将其应用于产品和过程的设计和实施中,以提高竞争力和市场份额。
过程特殊特性初始清单

紧固力矩:750-900Nm
桁架
后板簧
16×M30U形螺栓力矩:
900-1000Nm
上反作用杆与中后桥连接4×M24螺栓紧固力矩:750-900Nm
桁架
前桥预装及轮胎装配
前桥板簧座4×M24U形螺栓紧固力矩:
650-850Nm
前桥轮胎72×M24
紧固力矩:750-900Nm
驾驶室装配
行车
多方论证小组人员签字:
离合器总泵制
动液加注量:
1.5L
离合器踏板外端面至驾驶室前面板间距间距为255±5mm
左转向角螺栓从螺母处露出长度:
22±0.5mm
右转向角螺栓从螺母处露出长度:
28±0.5mm
前轮胎打正后转向直拉杆两端销轴中心距:
1000±2mm
手动泵液压油加注量:
5L
落装大箱
传动轴套外端面与油泵前端面间距:10±2mm
1、过程特殊特性
产品名称
图号01104570特性 Nhomakorabea参数
过程(工序)
力矩、油量、尺寸
(Nm)、(L)、(mm)
设备
板簧座装配
板簧座加注齿轮油升数1.2-1.5L
未安装板簧前板簧座晃动量:人工手工晃动可以左右晃动,所需力气较大
发动机预装
发动机与变速箱连接螺栓力矩:58-71Nm
发动机内润滑机油升数35L
变速箱内加注齿轮润滑油升数22L
中桥主减速器加油量:21L
行车
后桥主减速器加油量:19L
中后桥单侧轮边加油量:5L
中后桥加油顺序:先轮边后主减
前中后桥装配
下反作用杆与中后桥下部连接8×M22螺栓紧固力矩:600-670Nm
产品过程特殊特性清单

总成/零部件名称:
序号
特性描述 A00 保存期限:产品生命周期+1年
特殊特性 类别
□产品特性 □过程特性
编制日期
总成/零部件代号:
规范/公差
特殊特性符号 CC/SC
控制方法
频次
特殊特性符号说明: ① 与安全或法规有关的特殊特性即为关键特性,用字母“CC”标识,指合理预期的变差会显著影响顾客对产品的安全特性 或政府法规的符合性,如:易燃性、乘员保护、转向控制、制动、排放、噪声、无线电干扰等。(图纸的关键尺寸用“ ” 标识) ② 与安全或法规无关的特殊特性即为重要特性,用字母“SC”标识,指合理预期的变差可能显著影响顾客对产品的满意程
◇ 度,如:功能、性能、可靠性、安装配合尺寸、外观件的外观特性等。(图纸的重要尺寸用“ ”标识)
编制:
核对:
会签:
批准:
:产品生命周期+1年 备注
影响顾客对产品的安全特性 (图纸的关键尺寸用“ ” 著影响顾客对产品的满意程
标识)
准:
特殊特性清单

特殊特性清单:
1.特殊特性-
如果产品特性/属性能够使得正常变差超出设计预期的稳定范围,从而导致重大影响的话,那么这些特性/属性就被指定为特殊的,必须通过特殊的控制方法加以控制。
2.特殊要求:顾客采购订单/顾客特殊要求
特殊要求的更新包括:
设计记录中的材质报告和聚合物标示的要求;
过程能力指数的使用(Cpk和Ppk);
标准目录零件的定义和批准,以及黑盒子零件的定义。
3.顾客指定的特殊特性的符号组织在他们的作业文件中(图纸,生产规程/SOP等)可以对特殊特性指定他们自己的内部符号。
对于顾客指定/确定的特殊特性,在顾客要求的文件(control plan,process flow diagram,FMEA等)和要求的交运标签上,将使用顾客规定的符号。
举例:
组织可选择用“S”(安全)或“SP”(特殊),或“K”(关键),等等。
当要求对顾客确认的特殊特性进行标示时,要使用顾客指定的盾形、倒三角、菱形等符号。
4.在设计阶段,产品特性可以作为最终产品属性的控制。
(这并不意味者他们是控制特性)。
在散装材料制造过程中的参数是控制特性。
举例:制造过程参数(控制特性)的例子是:温度、压力、混合比、试验规则。
产品特性的例子是:结合剂、﹪NV固体、﹪树脂“A”。
最终产品属性的例子:外观、形体薄膜、FMVSS安全性、耐久性。
特殊特性清单内容:
依据客户的要求做好清单管控(如:特殊尺寸,Rohs,硬度,扭力,镀层厚度......)。
产品过程特殊特性初始清单(示例)

产品/过程特殊特性初始清单(示例)
客户名称: 产品名称: 图号: 特性类别
序
号 特性项目 特性符号
特性影响
测量控制方法 产品
特殊
特性 1 硬度HRC23-28
影响产品性能、寿命 硬度仪材质测试 2 齿部表面硬度HRC45-50
淬硬层深≥2mm 影响产品性能、寿命 硬度仪淬火后测试 3 轴承位外圆φ35 影响配合及性能 制程中控制图控制 4 轴承位外圆φ30 影响配合及性能 制程中控制图控制 5 外圆φ40 影响配合 外径数显千分尺,首检、自检和巡检 6
外圆φ12.7
影响配合
外径数显千分尺,首检、自检和巡检 7 内花键与轴承位同轴度≤0.02
影响性能 偏摆仪测量 8
φ40外圆全跳动0.03 影响性能 偏摆仪测量 9
槽深尺寸11±0.08
影响配合 卡尺(精度0.02)首检、自检和巡检 10 长度26.5±0.1 影响配合 卡尺(精度0.02)首检、自检和巡检 11 总长度 293±0.15 影响配合 高度尺(精度0.01),首检、自检和巡检 12 齿位有效长度35 影响配合 卡尺(精度0.02)首检、自检和巡检 13 长度60.5 影响配合 高度尺(精度0.01),首检、自检和巡检 过程特殊特性
1 校正插齿位外圆跳动≤0.01mm
影响插齿精度
百分表
2 高频电流、电压、时间 影响产品性能,寿命 高频淬火操作规程 3
回火温度、时间
影响产品性能,寿命
回火操作规程
备注:以 “ ”表示“产品特殊特性”,用符号“ ”表示“过程特殊特性”。
跨功能小组成员:
编制日期:
A
B A B。
特殊特性清单
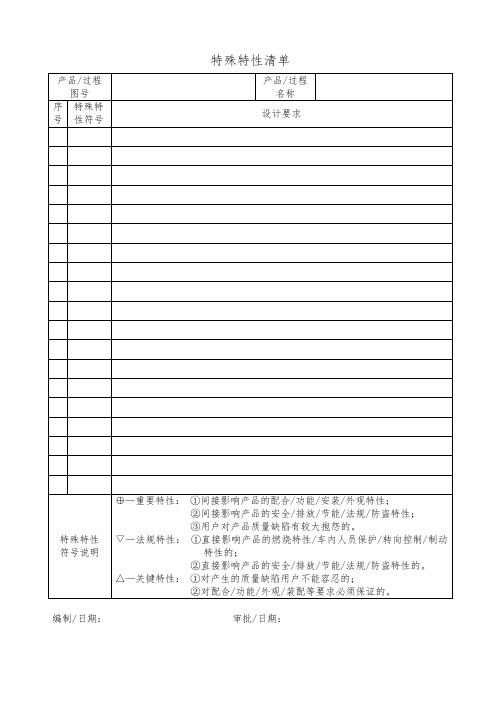
△—关键特性: ①对产生的质量缺陷用户不能容忍的;
②对配合/功能/外观/装配等要求必须保证的。
编制/日期: 审批/日期:
特殊特性清单
产品/过程
图号
产品/过程
名称
序号
特殊特性符号
设计要求
ห้องสมุดไป่ตู้特殊特性
符号说明
⊕—重要特性: ①间接影响产品的配合/功能/安装/外观特性;
②间接影响产品的安全/排放/节能/法规/防盗特性;
③用户对产品质量缺陷有较大抱怨的。
▽—法规特性: ①直接影响产品的燃烧特性/车内人员保护/转向控制/制动特性的;
产品和过程特殊特性清单(初始)

表单编号:CN-QR-4025
产品和过程特殊特性清单
Product and process special charactristics list(initial)
料号
客户名称
制定日期
品名
更新日期
状态
■初始
□正式
序号
特性名称
特性符号
产品特性
特殊特性描述 过程特性
安全特性
控制方法
1 PIN针尺寸
短PIN:20.70±0.15mm/ ★ 中PIN:27.60±0.15mm/
☆
符合有害物质管理规范
评估供方HS检验报告
7 成品高温高压
☆
8 材料阻燃
☆
9
高温270 评估供方材料阻燃试验报告
以下空白
特性来源
自定
自定 自定 自定 自定 法律规定 产品国际标准 法律规定
备注 ★产品与过程特殊特性;☆产品与过程安全特性
核准:
审核:
制定:
长PIN:34.50±0.15mm
均值-极差图
2 塑胶尺寸(主体)
★ 52.18±0.08mm
均值-极差图
4 成品尺寸
★ 7.00±0.30mm
均值-极差图
3 注塑保压值
★
保压值:5.0+/-2.0mm
每2H观察压力表
5 烘料
★
烘烤温度130±10℃及 时间5H
每3H观察温度表/进出记录
6 原辅材料
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
●
内部无任何危及乘客安全的尖锐突出物;
10─3 10─4
25
裁剪 缝纫 装配
走刀匀速、弧度光顺;
○
缝纫针距3-5mm,缝合边距6±1mm;
○
外观饱满、挺括、整洁,无变形、破损及机械 划伤的缺陷,内部无尖锐突出物;
○
备注
20
铆接
装配到位、铆接牢靠、间隙适中、作动灵活; ○
2
座椅满足15083要求
25
焊接 / 检验
○
面料需和华泰基本一致
5 (靠背、坐垫中间面料颜色编号:09018-2
●
10─3
裁剪
两侧及背部面料颜色编号:09019-2)
10─4
缝纫
按裁剪工艺要求面料裁剪
○
按缝纫工艺要求执行
○
6
座椅骨架油漆 Q/CQ31009
●
35
喷涂 / 检验
漆膜厚度≥50μm / 划格法
○
7
安装尺寸:344*220*ø9
编制/日期:
审批/日期
●
25
焊接 / 检验
焊接工装定位销尺寸(344*220)±0.1
○
8
安全带采用泊头市华兴汽车部件有限公司、 带未系报警功能
●
O5 25
入厂检验 装配
检验报告、型号及报警功能是否匹配
☆
按装配工艺要求规格装配
○
9
气弹簧 及高度阀从康迪泰克采购
●
O5
●
30
入厂检验 成品检验
每批次附检验报告或出厂检验记录
○
按顾客要求装配康迪泰克气囊及气阀
○
10
说明
产品特殊特性: 重要项 ● 关键项 ★
过程特殊特性: 重要项 ○ 关键项 ☆
关键特性(与安全或法规有关):合理预期的变差会显著影响顾客对产品的安全特性或政府法规的符合性(如:易燃性、乘员保护、转向控制、制动等)、排放、 噪声、无线电干扰等等。 重要特性(与安全或法规无关):合理预期的变差可能显著影响顾客对产品的满意程度(非安全性/符合性),例如:配合尺寸、功能、安装或外观Байду номын сангаас或者加工或制 造此产品的能力。 注:非主要特性无符号。
制定部门: 技术部 /
特殊特性清单
制定日期: 2017.12.29
产品名称
座椅总成
供方名称
零部件有限公司
产品图号
版本
A0
序号
产品特殊特性
特殊特性 符号
过程
工序号
工序名称
过程特性
特殊特 性符号
外观饱满、挺括、整洁,无脱线、漏线、开缝
1
、跳线、变形、变色、破损及机械划伤等缺 陷,缝合牢固,缝合力≥30N、针距3-5mm,
☆
3
所有非金属件燃烧特性满足GB8410要求
★
15─1
泡沫原料勾兑
阻燃剂添加比值符合工艺要求并记录在 《泡沫原料勾兑记录》
☆
4
零件永久性标识 SIH-02-19-G/B要求
面料需和华泰基本一致
●
20─14/15 分装底座/副底座
按SIH-02-19-G/B要求铭牌打印、铆接
○
O5
面料入厂检验
与样块比对并记录在进货检验单
焊点牢靠,无脱焊、漏焊、虚焊等缺陷
☆
★
25
装配
装配到位、间隙适中、锁止牢靠、运转灵活;
M6螺栓拧紧力矩:9-13M/N.m
M8螺栓拧紧力矩:21-25M/N.m
○
M10螺栓拧紧力矩:41-45M/N.m
7/16螺栓拧紧力矩:61-65M/N.m
O5
面料入厂检验
每批次附出厂检验报告,供应商每年提供第三 方面料阻燃试验报告一份