过程特殊特性初始清单
1.09-1初始特殊特性清单
目视
技术部
4
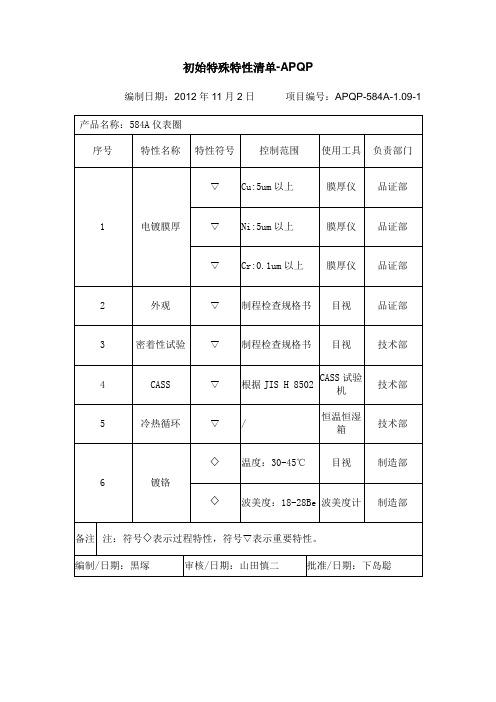
CASS
根据JIS H 8502
CASS试验机
技术部
5
冷热循环
/
恒温恒湿箱
技术部
6
镀铬
温度:30-45℃
目视
制造部
波美度:18-28Be
波美度计
制造部
备注
注:符号表示过程特性,符号表示重要特性。
编制/日期:黒塚
审核/日期:山田慎二
批准/日期:下岛聪
初始特殊特性清单-APQP
编制日期:2012年11月2日项目编号:APQP-584A-1.09-1
产品名称:584A仪表圈
序号
特性名称
特性符号
控制范围
使用工具
负责部门
1
电镀膜厚
Cu:5um以上
膜厚仪
品证部
Ni:5um以上
膜厚仪
品证部
Cr:0.1um以上
膜厚仪
品证部
2
外观
制程检查规格书
目视
品证部
产品和过程特殊特性初始清单

可以正常调节喷出油雾 查看启动指示灯 查看设变显示
产品可靠性测试报告
表面干净无污,无刮伤、刮花
41
QC全检
颜色、光泽、配对效果
移印/镭雕效果
尘点颗粒 产品结构
装配效果
入仓
数量
入库单
特殊特性符号:
符号
特性分类
!
致命性
●
关键性
〇
重要性
顾客指定的特殊特性同时加上顾客的表示符号
尺寸/MM
●
装配功能
22★ 调配油漆
15023 1: 0: 2
油漆规格编号
●
油漆使用记录
●
23 静电除尘 26 喷涂试喷
除尘程度
气压.5kg±0.1kg
静电发生器 喷涂环境 水淋设备
供风设备风压± 0.05kg
气压0.5kg±0.1kg
27
输送带输 送并烘烤
41
QC全检
喷枪雾化
设备开启 输送速度20转±5转/S
热风循环系统运转 15~45转/S
烘烤温度55~65
耐磨测试
〇
附着力测试
〇
硬度测试
〇
高低温测试
〇
盐雾测试
〇
外观
〇
符产品标签及对样板 查看产品标签记录
包装完整 查看设变显示 查看设变显示
注塑机成型参数表
无不良现象 X-MR 功能OK
核对油漆使用明细表 塑胶喷涂部日生产用油记录表
查看物件表面无粘尘 查看设变显示 静电发生状况 卫生清洁无脏污
编制:
审核:
批核:
符首件板/限度样板
符对首件板
符限度标准
产品和过程特殊特性的初始清单(APQP要求)
产品和过程特殊特性的初始清单(APQP要求)
定义/说明/要求/目的:
特殊特性是指:可能影响产品的安全性或法规符合性、配合、功能、性能或其后续过程的产品特性或制造过程参数。
传递特性是指:特性在供方制造过程制造,在组织不经修改或进一步的确认。
“产品和过程特殊特性的初始清单”是计划和确定项目阶段的输出,也是产品设计和开发阶段的输入。
特殊特性的来源包含由顾客,包括政府法规与安全所指定的产品和过程特性,和/或组织通过对产品和过程的认识而选择的特性。
检查表:。
产品和过程的初始特殊特性明清单
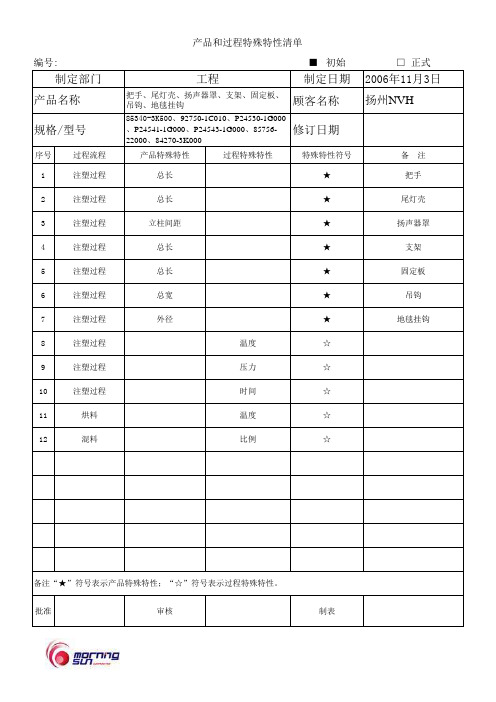
制定部门 产品名称 规格/型号
序号 1 2 3 4 5 6 7 8 9 10 11 12 过程流程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 烘料 混料
工程
把手、尾灯壳、扬声器罩、支架、固定板、 吊钩、地毯挂钩 85340-3K500、92750-1C010、P24530-1G000 、P24541-1G000、P24543-1G000、8575622000、84270-3K000 产品特殊特性 总长 总长 立柱间距 总长 总长 总宽 外径 温度 压力 时间 温度 比例 过程特殊特性
制定日ቤተ መጻሕፍቲ ባይዱ 顾客名称 修订日期
特殊特性符号 ★ ★ ★ ★ ★ ★ ★ ☆ ☆ ☆ ☆ ☆
2006年11月3日 扬州NVH
备
注
把手 尾灯壳 扬声器罩 支架 固定板 吊钩 地毯挂钩
备注“★”符号表示产品特殊特性;“☆”符号表示过程特殊特性。 批准 审核 制表
产品和过程特殊特性的初始清单
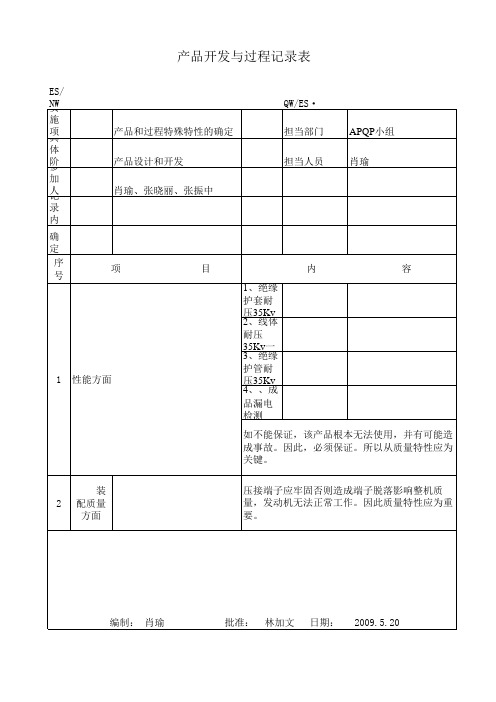
如不能保证,该产品根本无法使用,并有可能造 成事故。因此,必须保证。所以从质量特性应为 关键。
装 2 配质量
方面
压接端子应牢固否则造成端子脱落影响整机质 量,发动机无法正常工作。因此质量特性应为重 要。
编制: 肖瑜
批准: 林加文 日期: 2009.5.20
产品开发与过程记录表
ES/
N实W
QW/ES·
施
项具
产品和过程特殊特性的确定
担当部门
体
阶参
产品设计和开发
担当人员
加人记ຫໍສະໝຸດ 肖瑜、张晓丽、张振中录
内
确 定
序 号
项
1 性能方面
目
内
1、绝缘 护套耐 压35Kv 2、线体 耐压 35Kv一 3、绝缘 护管耐 压35Kv 4、、成 品漏电 检测
APQP小组 肖瑜
产品过程特殊特性初始清单(示例)

产品/过程特殊特性初始清单(示例)
客户名称: 产品名称: 图号: 特性类别
序
号 特性项目 特性符号
特性影响
测量控制方法 产品
特殊
特性 1 硬度HRC23-28
影响产品性能、寿命 硬度仪材质测试 2 齿部表面硬度HRC45-50
淬硬层深≥2mm 影响产品性能、寿命 硬度仪淬火后测试 3 轴承位外圆φ35 影响配合及性能 制程中控制图控制 4 轴承位外圆φ30 影响配合及性能 制程中控制图控制 5 外圆φ40 影响配合 外径数显千分尺,首检、自检和巡检 6
外圆φ12.7
影响配合
外径数显千分尺,首检、自检和巡检 7 内花键与轴承位同轴度≤0.02
影响性能 偏摆仪测量 8
φ40外圆全跳动0.03 影响性能 偏摆仪测量 9
槽深尺寸11±0.08
影响配合 卡尺(精度0.02)首检、自检和巡检 10 长度26.5±0.1 影响配合 卡尺(精度0.02)首检、自检和巡检 11 总长度 293±0.15 影响配合 高度尺(精度0.01),首检、自检和巡检 12 齿位有效长度35 影响配合 卡尺(精度0.02)首检、自检和巡检 13 长度60.5 影响配合 高度尺(精度0.01),首检、自检和巡检 过程特殊特性
1 校正插齿位外圆跳动≤0.01mm
影响插齿精度
百分表
2 高频电流、电压、时间 影响产品性能,寿命 高频淬火操作规程 3
回火温度、时间
影响产品性能,寿命
回火操作规程
备注:以 “ ”表示“产品特殊特性”,用符号“ ”表示“过程特殊特性”。
跨功能小组成员:
编制日期:
A
B A B。
产品和过程特殊特性清单(初始)

表单编号:CN-QR-4025
产品和过程特殊特性清单
Product and process special charactristics list(initial)
料号
客户名称
制定日期
品名
更新日期
状态
■初始
□正式
序号
特性名称
特性符号
产品特性
特殊特性描述 过程特性
安全特性
控制方法
1 PIN针尺寸
短PIN:20.70±0.15mm/ ★ 中PIN:27.60±0.15mm/
☆
符合有害物质管理规范
评估供方HS检验报告
7 成品高温高压
☆
8 材料阻燃
☆
9
高温270 评估供方材料阻燃试验报告
以下空白
特性来源
自定
自定 自定 自定 自定 法律规定 产品国际标准 法律规定
备注 ★产品与过程特殊特性;☆产品与过程安全特性
核准:
审核:
制定:
长PIN:34.50±0.15mm
均值-极差图
2 塑胶尺寸(主体)
★ 52.18±0.08mm
均值-极差图
4 成品尺寸
★ 7.00±0.30mm
均值-极差图
3 注塑保压值
★
保压值:5.0+/-2.0mm
每2H观察压力表
5 烘料
★
烘烤温度130±10℃及 时间5H
每3H观察温度表/进出记录
6 原辅材料
过程特殊特性清单

⊕
压射速度:3.3—5.25m/s
特殊特性
符号说明
⊕—重要特性:①间接影响产品的配合/功能/安装/外观特性;
②间接影响产品的安全/排放/节能/法规/防盗特性;
▽—法规特性:①直接影响产品的燃烧特性/车内人员保护/转向控制/制动特性的;
②直接影响产品的安全/排放/节能/法规/防盗特性的。
◇—关键特性:①直接影响配合/功能/外观/装配特性。
3
⊕
脱膜剂配比: 1:140----180
4
⊕
冲头润滑: 10----15粒
5
⊕
精炼剂用量:添加铝合金炉料重量的0.3%---0.5%
覆盖剂用量:添加铝合金炉料重量的0.25%--0.5%
6
⊕
铝液静置时间:8—10分钟
7
⊕
料柄厚度:20—45mm
8
⊕
铸造周期:120--135S
9
⊕
炉料配比:铝锭≥70%,回炉料≤30%。
□初始■最终第1页共1页
产品/过程
图号
产品/过程
ห้องสมุดไป่ตู้名称
序号
特殊特性符号
设计要求
1
⊕
温度:熔化温度:780℃--800℃精炼温度:710℃---730℃保温温度:650℃---690℃
2
⊕
压力:系统工作压力: 130---150bar;压射氮气压力:118—130bar;
增压氮气压力:115—125bar;压射力:270--350bar
编制/日期:审批/日期:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紧固力矩:750-900Nm
桁架
后板簧
16×M30U形螺栓力矩:
900-1000Nm
上反作用杆与中后桥连接4×M24螺栓紧固力矩:750-900Nm
桁架
前桥预装及轮胎装配
前桥板簧座4×M24U形螺栓紧固力矩:
650-850Nm
前桥轮胎72×M24
紧固力矩:750-900Nm
驾驶室装配
行车
多方论证小组人员签字:
离合器总泵制
动液加注量:
1.5L
离合器踏板外端面至驾驶室前面板间距间距为255±5mm
左转向角螺栓从螺母处露出长度:
22±0.5mm
右转向角螺栓从螺母处露出长度:
28±0.5mm
前轮胎打正后转向直拉杆两端销轴中心距:
1000±2mm
手动泵液压油加注量:
5L
落装大箱
传动轴套外端面与油泵前端面间距:10±2mm
1、过程特殊特性
产品名称
图号01104570特性 Nhomakorabea参数
过程(工序)
力矩、油量、尺寸
(Nm)、(L)、(mm)
设备
板簧座装配
板簧座加注齿轮油升数1.2-1.5L
未安装板簧前板簧座晃动量:人工手工晃动可以左右晃动,所需力气较大
发动机预装
发动机与变速箱连接螺栓力矩:58-71Nm
发动机内润滑机油升数35L
变速箱内加注齿轮润滑油升数22L
中桥主减速器加油量:21L
行车
后桥主减速器加油量:19L
中后桥单侧轮边加油量:5L
中后桥加油顺序:先轮边后主减
前中后桥装配
下反作用杆与中后桥下部连接8×M22螺栓紧固力矩:600-670Nm
上反作用杆与上反作用杆支架
2×M24螺栓紧固力矩:750-900
将下反作用杆与平衡悬挂反作用连接块
4×M22螺栓紧固力矩:600-670