家纺生产订单工艺单OK
工艺单范本

朴类及位置
车间注意事项: 领圈:
前领贴×2,后领贴×2(粘衬为纸朴) 针距:平缝1英寸不底于13针 拷边: 1英寸12针 缝头:下摆,袖口为3/4″,其余内缝为3/8″。
前片: 后片: 袖子:
侧缝: 下摆:
领贴高为2″,按各码实样包烫,前,后领贴的拼缝为分开缝,领贴面,里相合,修净内缝为1/4″, 领圈贴的边压1/16″助止口线。装领圈贴与领圈相合压1/16″止口线,领圈贴里的缝位要折光。前领 贴的外部要贴一层网眼布,网眼布上订带子盘花。订前领贴的花肩处跟肩缝相齐压1/16″止口线, 领贴上口边压1/4″单线,领贴下口边压1/2″单线,花边的边跟领贴上,下口边相齐。 前领圈按刀眼位折工字裥九只,两边裥深为1/4″(对折),裥位朝中间倒,两裥间距为1″. 后领圈按刀眼位折工字裥九只,两边裥深为1/4″(对折),裥位朝中间倒,两裥间距为1″. 袖子领圈处按刀眼位折工字裥五只,两边裥深为1/4″(对折),裥位朝中间倒,两裥间距为1″. 前片与袖子相合,缝为合缝拷边朝袖子倒。后片与袖子相合,缝为合缝拷边朝袖子倒。袖口卷边 宽为3/8″,要求宽窄一致,不可毛出。袖口中间要穿橡筋,橡筋做前须缩水,橡筋完成长度为 (S)8 3/4″,(M)9″,(L)9 1/4″,(XL)9 1/2″.橡筋的拼缝在袖口拼缝处。 拼侧缝为合缝拷边朝后片倒,袖底十字缝对准。 下摆卷边宽为3/8″要求宽窄一致,不拉开起扭,毛头不可外露。
吊牌用3″胶针打在穿起的左侧缝夹下1″ቤተ መጻሕፍቲ ባይዱ。折装,后背放拷贝纸。
3131PO#订单一件一个塑胶袋,6件(1-2-2-1)一个中胶袋,不同款号或颜色不能混装,尾箱尽量不 要混款号,外箱数量由工厂根据外箱尺寸自行决定。胶袋正面印商标,背面印警告语。 3130PO#订单吊牌上要加客人提供的价格贴签,包装同3131PO#相同。 3228PO#订单客供塑胶袋贴纸,要贴在塑胶袋的右上角。不同款号或颜色不能混装,外箱高,宽乘以 2+长的总和不能超过130″-165″之间,外箱重量不能超过150磅。
打样生产工艺单

打样生产工艺单SER/GR018款名:青蛙BF-T01帐篷尺寸:122CM*122CM*94CM前门转移印花树叶一裁剪1. 根据封样,对照彩图,核对样板块数,裁剪划样师划样,节约用料。
2. 拉布,检查门幅,布疵,段差,三齐一平。
3. 裁剪师裁片总刀数要正确,裁片与样板大小一致,刀眼小而清楚。
4. 编号要清楚正确,帐篷层数要求250层,网眼200层。
5. 搭包要准确,挂好标识。
二缝制:用线40S/3,针距:3CM-9针1.根据封样,前门巾装拉链缝位0.6CM,切线0.1-0.6CM双线,卷下脚边0.8CM宽单线,两边不能长短。
2.左侧有窗口直径30.5CM,窗帘卷边0.8CM宽,装窗帘切单线0.7CM,居中上下各半,夹装宽1CM,长40CM袢。
3.贴小三角缝位1CM,切线0.15-0.6双线。
4.装网眼大三角大片包小片缝位1CM,切线0.8CM,面切0.15CM.5.帐管卷边0.8CM,短包长缝位1CM,切线0.8CM,面切0.15CM,居中装8CM环形配色小袢。
装帐管上下按刀眼,网眼与下段帐管上有刀眼。
6.拼帐篷0.8CM缝位,交接处缝位对齐,包边宽1CM,包边不能起劣形。
7.前门袢宽1CM,长40CM切单线,内外各半。
底边向上第二个刀眼装。
下脚织带上口缝1.5CM,斜下0.2CM直至下口,要缝双线,最长处是开口的。
装织带底边向上1CM。
8.装底两侧,后中间有刀眼。
缝位0.8CM,下脚包边1CM,切双线,四角缝制看样品,装商标在底边无窗口一侧居中装。
9.做帐顶,用双针喇叭,四角夹装1CM松紧,前松紧长18CM加钩后22CM,四周包边1CM宽。
装帐顶印花在两侧。
三包装根据封样,每套包装进一个彩盒,电筒上打吊牌。
6个彩盒包装进一个外箱中,纸箱用透明胶带封箱。
生技科2008-5-20生产工艺单SER/GR018款名:青蛙BF-01 蚂蚁BF-01一裁剪1. 根据封样,核对样板块数,裁剪划样师划样,节约用料。
横机工艺单
实际 备注 制表:
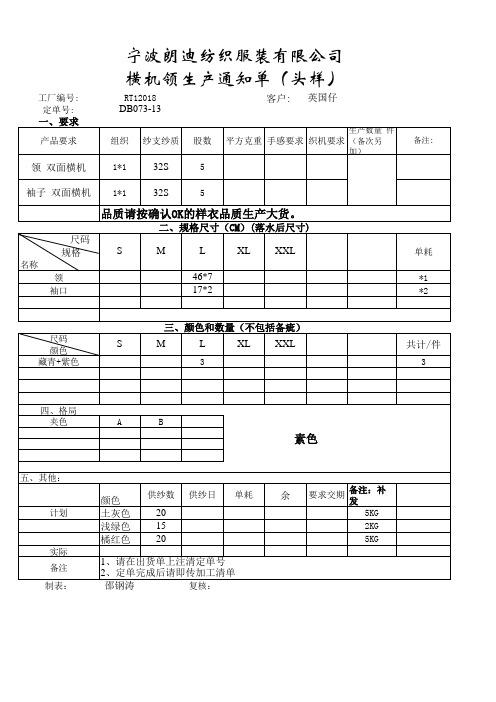
1、请在出货单上注清定单号 2、定单完成后请即传加工清单 复核: 邵钢涛
二、规格尺寸(CM)(落水后尺寸) 尺码 规格
名称 领 袖口
S
M
L 46*7 17*2
XL
XXL
单耗 *1 *2
三、颜色和数量(不包括备疵)
尺码 颜色 藏青+紫色
S
M
L
3Hale Waihona Puke XLXXL共计/件
3
四、格局 夹色
A
B
素色
五、其他: 计划
颜色 土灰色 浅绿色 橘红色
供纱数
供纱日
单耗
余
20 15 20
要求交期 备注:补发 5KG 2KG 5KG
宁波朗迪纺织服装有限公司 横机领生产通知单(头样)
工厂编号: 定单号: RT12018
客户:
英国仔
DB073-13
组织 1*1 1*1 纱支纱质 股数 5 5 平方克重 手感要求 织机要求 件(备次另
加) 生产数量 备注:
一、要求
产品要求
领 双面横机 袖子 双面横机
32S 32S
品质请按确认OK的样衣品质生产大货。
纺织厂工艺单格式表格
纺织厂工艺单格式表格篇一:纺织织造工艺流程纺织织造工艺流程1.整经:这道工序一般按产品特点,可分为分轴整经和分条整经两种。
分轴整经是把一个整轴分成几个来整,通过浆丝后再合并成一个整轴。
如:一个整轴的总经是10000根。
上排筒子只有1000个,那么就要分10个分轴。
每个分轴的经线根数为1000根。
每个分轴的门幅都要一样宽。
如果产品要求的门幅是170CM。
那分轴的门幅也是170CM。
分条整经:这是应用比较多铁整经方式。
如上面说的,一个整轴的总经是10000根,上排的筒子是1000个,那么整轴就要分10条来完成。
每条经的宽度为17CM,总门幅为170CM整经的长度一般按大园框的转数来计算经丝的长度。
这样的长度计算方式不是很标准,因为随着转数的增加,大园框的外面直径在变大,同时周长也在增加。
大园框的周长一般有2。
5米、4米、5米的。
以4米的为多。
如第一条经的转数是100转。
那么后面的同样也要是100转了,不能有多或少的,多的叫长挂,少的叫短挂。
长了只能剪掉,就要浪费原料,短了就要接上去,上机时织到这个位置。
因为有很多结子,就很难织造了。
那怕织过了,布面也是疵品了。
两种整经方式的共同点是经丝先整到大园框上,再从大园框上盘到空盘片内。
2.浆丝:把整好的经轴拉到放上浆丝机,让经面通过浆料槽吸浆,通过烘箱烘干。
再盘到空盘片上。
浆丝的目的是为了让丝的单纤相互粘结,增加丝的断裂强度,以利于上机的顺利织造。
随着纺织机械的发展,现在已有了整浆联合的机器了,就是在分轴整经时,不再通过在园框和盘片的周转了,从筒子架上出来的丝形成经面后直接进入浆槽和烘箱。
直接盘入空盘片。
这样就简化了工序的同时,提高了效益,也提高了产品质量。
但投资较大。
3.并轴;把上过浆料的分轴按要求进行合并。
这样轴与轴之间的长度会能整经和上浆时的张力等因素的影响,而发生变化,那就只有按最短的来做了,长的就只能剪掉了。
4.分绞:为便于织造时的顺利,用分绞机把经丝分上下两层,分好后用绳子穿入绞口。
家纺产品生产工艺单
63cm
6.5cm
26cm
枕 8cm
里 小 片 定 位 示
意 8cm
图
51cm
3
3
6
6
21cm
圆抱枕里小片 定位示意图
6.5cm
“B”代 表 白 色1 3 0 c m门 幅 特 殊 面 料 “D”代 表 鹅 黄 色1 5 0 c m门 幅 麂 皮 绒 面 料 “E”代 表 浅 灰 色1 5 0 c m门 幅 仿 皮 面 料
75/55cm
护单头
距 边4 c m绣 花 610cm
51cm
51cm
68cm
上下居中绣
居中绣
大 方 垫 面3 0 c m头 头 绣 花 、 绣 花 后 开4 . 5对 。
生产编号
规格
名称
针数 价格/千针 元/米或元/组 数量/组 总金额元/条
备注
260*220cm 被套
6446
1.5元/米 7.6米
质 量 要 求; 1 卷边、嵌条宽窄要一致。压线止口不可滑针、跳针、浮针,针距一定符合要求,
线要均匀、平直、宽窄一致(1.5Cm) 。起止要打倒回针。装拉链需平服,商标要端正。成品保证尺寸不可纬斜。 2 整烫要平整,包装要整洁美观,面料上不可出现任何污迹。
生产单号: 产品编码: 件 数: 件 备注:
300/260cm
35/25m
护 单 面 嵌 与 护 单 头,上 下0 . 1 c m明 线
三 边1 c m卷 边
280/270cm
1床 单: 2 4 0 * 2 6 0 c m
240cm
距边20 c m装洗标
20cm
床 单 头1cm卷边
床单面果绿色斜纹 床单边印花布
服装生产工艺单

手工部位
入, 不能起扭.
门襟纽扣及平眼扣钉法 : 六股四针绕四圈后打结 , 再倒回针
6领:上下领面里分别贴衬 , 上领略翻折量即可 . 上领一周切 0.12*0.6CM双线 . 上领下
两次 , 固定不散 . 反面加 0.9CM小垫扣
口修好 , 领座二片修剪大小一致 , 领座反面用回纹带 , 在装领线一周切 0.1CM,领座中间均
小计
30 30
60
1. 商标车于后中领里居中四周压 0.1CM; 2. 尺码标居中夹于商标下口。
3. 洗标对折订光车于左侧缝底边上 20CM倒, 向后身 , 成份朝上。
成品质量要求
1:成品规格符合工艺单要求。 2:成衣平整无极光,无死活线头,无污迹。 3:细部均以样板,实样为准。 4. 各标端正,各对称部位要对称。
36#
38#
40#
80.7
16- 米色
10
20
37.5
21- 黑色
10
20
98
85
123
合计:
0
20
40
62
17
13.1
41
特殊
16.5
部位
工艺
23.4
示图
23.2
33
36.6 特殊工艺备注说明
1. 所有面线倒针部位牢固,来回 3针,线头干净。 2. 所有接线须在同针同线上不易拉脱。 3. 所有拼缝拉伸时确保线迹不可断裂。
尺码标 *1 洗标 *1
第3/3 页
上 海YE 实 业 有 限 公 司
工厂产前样确认单
款号 :
品名:
主面料:
颜色:
工厂名称 :
单位: CM
纺织生产以及工艺单
纺织生产以及工艺单“哎,说起纺织啊,真是咱日常生活里的大事儿。
咱村头那纺织厂,我可是亲眼见过怎么一针一线地织出漂亮的布匹。
”想象一下,清晨的阳光洒在村头的纺织厂上,机器轰鸣声中,工人们忙碌着。
张阿姨正手把手教新来的小徒弟如何操作那台老式织布机。
“张阿姨,这线怎么老是断啊?”小徒弟有些着急。
张阿姨笑着回答:“别急,刚开始学都是这样。
来,你看看这线的粗细得跟机器的针眼配得刚刚好,要不然就会卡住或者断线。
”随着张阿姨的耐心指导,布匹在机器上慢慢铺展开来,如同彩虹般绚丽。
这时,一旁的李叔叔插话了:“这纺织啊,可不只是机器的事儿,还得看原料。
”“对啊,李叔叔说得对。
”张阿姨接着说,“就像咱们做饭用的米,好的原料才能做出好的布。
”原料的挑选、纱线的编织、色彩的搭配……每一个环节都离不开工人们的辛勤劳动。
而在这其中,最让人期待的莫过于那道道工艺单了。
“你知道吗?这工艺单上写得清清楚楚,从选材到成品的每一步都有讲究。
”李叔叔翻开一本工艺单,给旁边的孩子们看,“你看这上面的指示,像做菜一样细致。
”孩子们聚精会神地听着,眼中闪烁着好奇的光芒。
其中一个小男孩忍不住问:“那这么多步骤,得做多久啊?”李叔叔笑了笑说:“时间嘛,就像磨刀不误砍柴工。
虽然步骤多,但每一步都为了最后的完美。
就像咱们村里的老话说的‘慢工出细活’嘛。
”确实如此,从原料到成品,每一个环节都凝聚了工人们的汗水和智慧。
而这正是我们日常生活中不可或缺的一部分,也是我们生活的艺术。
你说呢?纺织不仅仅是生产,更是一种情感的传递和文化的延续。
所以啊,下次当你穿上那件由我们村里纺织出来的衣服时,不妨想一想那些辛勤工作的工人们和那本详细的工艺单吧。
它们都是为了让我们的生活更加美好和多彩。
家纺生产订单工艺单OK
纬斜,花斜/ % ≤
色花,色差/级 ≥ 破损,针眼
2
3
4-5级
4级
不允许 不允许
水洗尺寸变化±0.2%
色斑,污渍
不允许 不允许
干洗尺寸变化±0.2%
线状疵点
不允许 轻微允许1处/面
条块状疵点
不允许 轻微允许1处/面
设计
印花不良
制单
不允许 轻微搭,沾,渗色,漏印,品有限公司生产单
订单号 产品类别
家纺
包装要求
数量
产品名称
部位 面料 镶边 衬布
部位 内心
品名 主唛 尺唛 洗水唛(成分
标)
缝纫线 挂牌 其他
生产厂 家
产品编 号
颜色
面料表 材质
填充物
材质
等级
辅料表
材质
规格
下单日期 交货日期
用料
用量 数量
成品尺寸:
项目
优等品
工艺质量要求
合格品
填充物均匀程度 厚薄均匀充实,四角方正
厚薄基本均匀,四方方正,不匀不明显允许1处以内
图案质量
图案整体位正不 偏
图案整体位偏,大件不超过3CM,小件不超过2CM
缝针质量:缝纫针
无跳针,浮针,漏针,偏针,脱 线
无跳针,浮针,漏针,脱线,偏针不超过0.5CM/20CM
备注
备注 备注
绗缝针
跳针、浮针、漏针每处不超过3针,不允许超过5处/件;脱线处不超过1CM,不允许超过3处/件
绗缝质量 刺绣质量
轨迹流畅,平服,无折皱夹布;绗缝起止处应打回针,接针套正,无线头;针迹整齐均匀 平:针码平服,绣面平整 齐:图案花型变化自然,绣边轮廓齐整 匀:针码均匀细薄,细密适当 活:行针流畅,渗色自然,富有立体感 净:绣面洁净无沾污
纺织工艺单样本
纺织工艺单样本纺织工艺单是纺织行业中一个重要的文件,它记录了特定产品的生产工艺、材料配方和质量要求等信息。
纺织工艺单样本的内容通常包括以下几个方面:1. 产品信息:包括产品名称、编号、规格和数量等。
2. 工艺流程:详细描述了生产该产品所需的各个工艺环节,包括原材料的准备、纺织方式、织造工艺、染色方法以及后续的整理和包装等。
3. 材料配方:列出了制作该产品所需的原材料和配方比例,以确保产品质量的稳定性和一致性。
4. 质量要求:规定了纺织品在外观、尺寸、重量、颜色、柔软度等方面的标准和要求,确保产品符合客户的要求和行业标准。
5. 工艺参数:包括温度、湿度、时间等一些关键的工艺参数,以确保产品在制作过程中的质量稳定。
6. 技术要求:对纺织品的某些特殊技术要求进行说明,如特定的纺织结构、防水性能、防火性能等。
7. 安全注意事项:提醒生产人员在操作过程中特别注意的安全事项,以避免事故发生。
扩展和深入分析:纺织工艺单样本的制作通常需要由技术人员和质量控制人员等共同参与。
他们会根据产品的特点和客户的要求设计和制定工艺单,并确保其中的每一项都是准确和可操作的。
在工艺流程的描述中,每个工艺环节都需要明确指明所需要的操作步骤和注意事项。
例如,在染色工艺中,应包括染色温度、时间、染料配方和搅拌方法等详细说明,以确保染色的质量稳定性和一致性。
材料配方是纺织工艺单中的一个重要部分,它直接决定了产品的质量和外观。
在编制材料配方时,需要根据产品的特性选择合适的原材料,并确保它们的配比准确。
如果配方不正确,可能会导致产品颜色不一致、质量不稳定等问题。
质量要求是纺织工艺单中的另一个重要方面,它是生产过程中的一个指导标准。
质量要求通常包括外观要求、尺寸要求、重量要求等,以确保产品达到客户的期望和行业标准。
工艺参数是指在生产过程中需要控制和调整的一些关键参数,如温度、时间、湿度等。
这些参数的准确控制可以确保纺织品的质量稳定和一致性。
家纺生产流程及表单操作
1 2
玫瑰 皇后6
伊利 亚-4 爱情 诺曼 帝-6
1.8 1.5
115 180
OK OK
5.20 5.20
5.22 5.22
5.30 5.30
6.1 6.1
6.3 6.3
无 无
6.5 6.5
6.6 6.6
3 4 5 6 7
1.8
115
OK
5.20
5.22
5.30
6.1
6.3
无
6.5
6.6
下单人:
时间:
3
• 综述:
企业管理中生产管理最是枯燥的,但是合理的生产
流程会使管理者在轻松、愉悦的环境下做着轻松愉
快的事,并在很大程度上减少无效的工作时间,提
升工作效率,把工作失误降到最低!
4
• 思想准备:
习惯的改变是非常痛苦的,但我保证是短期的;
但是如果不改变旧有的习惯则是长期的痛苦,
那么我们的选择?
5
1、销售部下达要货通知单
要求: 交货单位和接收单位必须均签字,否则无效,三联交 给操作员工作为记件工资结算之依据。 统计联每天上午由生产统计员回收。
40
缝制车间/被服车间流程基本类似:
员工领料,由车间主任开《生产派工单》一个员工一
本,发料车间根据生产派工单发料,此单一式两联, 一份留存,一份交发料间发料,留存联作为员工当月 结帐之依据。 完成后转接质检包装流程同前。
21
原(辅)材料采购申请单
申请部门 申请理由 品名 三月飞花A 三月飞花B 规格 133*72活性 133*72活性 单位 米 米 生产部 申请交件日期 3月20日 新品下单备货 数量 220 450 单价 22 22 备注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刺绣质量
缝制质量
Байду номын сангаас
轨迹匀,直,牢固,卷边拼缝平服齐直,宽狭一致,不露毛,棉/里料缝制错位小于1CM;接针套正,边 口处打回针 内在质量要求 外观质量要求
a
甲醛含量≤1.5mg/kg PH值 4.0~7.5 色牢度≥3.5级 无异味 可分解芳香黯染料:禁用 水洗尺寸变化±0.2% 干洗尺寸变化±0.2%
设计
制单
审核
制单日期
项目 填充物均匀程度 图案质量 缝针质量:缝纫针 绗缝针 绗缝质量 优等品 厚薄均匀充实,四角方正 图案整体位正不偏 合格品 厚薄基本均匀,四方方正,不匀不明显允许1处以内 图案整体位偏,大件不超过3CM,小件不超过2CM
无跳针,浮针,漏针,偏针,脱 无跳针,浮针,漏针,脱线,偏针不超过0.5CM/20CM 线 跳针、浮针、漏针每处不超过3针,不允许超过5处/件;脱线处不超过1CM,不允许超过3处/件 轨迹流畅,平服,无折皱夹布;绗缝起止处应打回针,接针套正,无线头;针迹整齐均匀 平:针码平服,绣面平整 齐:图案花型变化自然,绣边轮廓齐整 匀:针码均匀细薄,细密适当 活:行针流畅,渗色自然,富有立体感 净:绣面洁净无沾污 贴绣平服,无明显漏绣,喷绣色彩准确,牢固,过度自然,不重叠,不错位
考核项目(面料) 规格尺寸偏差率 纬斜,花斜/ % 色花,色差/级 破损,针眼 色斑,污渍 线状疵点 条块状疵点 印花不良 ≤ ≥
优等品 ±2.5% 2 4-5级 不允许 不允许 不允许 不允许 不允许
合格品 ±2.5% 3 4级 不允许 不允许 轻微允许1处/面 轻微允许1处/面 轻微搭,沾,渗色,漏印,不影响外观
绍兴妙勰纺织品有限公司生产单
订单号 产品类别 家纺 数量 产品名称 部位 面料 镶边 衬布 部位 内心 品名 主唛 尺唛 洗水唛(成分标) 缝纫线 挂牌 其他 材质 填充物 等级 辅料表 规格 用量 备注 生产厂家 产品编号 颜色 面料表 材质 下单日期 交货日期 用料 备注
材质
数量
备注
包装要求
成品尺寸: 成品尺寸: 工艺质量要求