大型圆筒混合机滚圈与筒体的焊接
大型立式圆筒形储罐的结构设计及焊接工艺设计毕业设计

内容摘要油品和各种液体化学品的储存设备—储罐,是石油化工装置和储运系统设施的重要组成部分。
近几十年来,发展了各种形式的储罐,但最常用的还是立式圆筒形储罐。
本文设计的即为立式圆筒形储罐。
立式圆筒形储罐需在现场施工,并且外观及内部结构设计上要经济适用,另外在设计的过程中注意储罐所受的自然环境对储罐的影响,如增强储罐的防风、防雪、抗震等功能。
根据储存介质的要求来进行立式圆筒形储罐的选材,本文中储罐的介质为煤油,罐体采用Q235A 钢材。
罐壁结构采用不等厚罐壁,罐底采用设环形边缘板罐底,罐顶采用拱顶结构。
根据施工现场的环境要求及储罐钢材、罐身厚度等参数选择合适的焊接方法及焊接材料,采用埋弧焊及手工电弧焊结合的焊接方法,做到所使用的方法快速简便且耐用。
最后是对储罐整体进行检测。
本文参照压力容器、大型储罐等标准,结合设计经验,着重阐述了大型立式圆筒形储罐的结构设计及焊接工艺设计的要点。
关键词:立式储罐;埋弧焊;手工电弧焊;焊接结构;焊接工艺AbstractOil and various liquid chemicals storage equipment - tanks, chemical plant and oil storage and transportation facilities, an important component of the system. As the vertical cylindrical storage tanks need to site construction, which in appearance and structure design to achieve economical and pay attention to the natural environment of the storage tank storage tank suffered the impact of the design process to be enhanced, to reach wind, snow, earthquake, etc. role. This tank wall structure using ladder-type tank wall, tank bottom edge of plate with circular tank bottom set, tank top with dome structure.Storage medium according to the requirements of the selection of vertical cylindrical tanks, the media in this article for the kerosene tank, tank with Q235A steel. According to the construction site environmental requirements and tank steel, body thickness and other parameters can select the appropriate welding methods and welding materials, this paper combined with submerged arc welding and manual arc welding method, the method used to achieve fast and easy and durable. Finally, the iterative experiments on the overall test.This reference pressure vessels, large tanks and other standards, combined with design experience, focusing on the large vertical cylindrical storage tank structural design and welding process design elements.Keywords:Vertical Tank;SAW;Manual metal arc welding目录()1 绪论 (1)1.1 立式圆筒形储罐的发展 (1)1.2 Q235A钢材 (2)1.3 埋弧焊 (2)1.4 手工电弧焊 (3)2 立式圆筒形储罐的罐壁设计 (4)2.1 储罐的整体设计 (4)2.2 储罐的强度计算 (4)2.2.1 储罐壁厚计算 (4)2.2.2 储罐的应力校核 (5)2.3 储罐的风力稳定计算 (5)2.4 储罐的抗震计算 (6)2.4.1 地震载荷的计算 (6)2.4.2 抗震验算 (8)2.4.3 液面晃动波高计算 (10)2.4.4 地震对储罐的破坏 (10)2.4.5 储罐抗震加固措施 (10)2.5 罐壁结构 (11)2.5.1 截面与连接形式 (15)2.5.2 罐壁的开孔补强 (17)2.5.3 壁板宽度 (17)3 立式圆筒形储罐的罐底设计 (18)3.1 罐底结构设计 (18)3.1.1 罐底的结构形式和特点 (18)3.1.2 罐底的排板形式与特点 (18)3.2 罐底的应力计算 (20)4 立式圆筒形储罐的罐顶设计 (18)4.1 拱顶结构及主要的几何尺寸 (18)4.2 扇形顶板尺寸 (19)4.3 包边角钢 (25)5 储罐的附件及其选用 (25)5.1 透光孔 (25)5.2 人孔 (25)5.3 通气孔 (27)5.4 量液孔 (27)5.5 储罐进出液口 (28)5.6 法兰和垫片 (28)5.7 盘梯 (28)6 备料工艺 (30)6.1 原材料储备 (30)6.2 钢材的预处理 (31)6.2.1 钢材的矫正 (31)6.2.2 钢材的表面清理 (32)6.3 放样、号料 (32)6.4 下料和边缘加工 (26)6.5 弯曲和成型 (26)7 装备工艺 (28)7.1 整体装配与焊接 (28)7.1.1 装配方法概述 (28)7.1.2 倒装法装配和焊接 (28)7.2 部件装配与焊接 (29)7.2.1 罐底的组装 (29)7.2.2 顶圈壁板的组装 (29)7.2.3 顶板的组装 (29)7.2.4 顶板的组装 (29)7.2.5 罐壁与罐底的连接 (37)7.3 罐壁板组对用卡具 (37)7.3.1 专用卡具的结构与工作原理 (37)7.3.2 操作顺序 (38)8 焊接工艺 (39)8.1 材料焊接性分析 (39)8.2 焊接方法 (39)8.3 焊接材料 (42)8.4 焊接设备··························错误!未定义书签。
混合机筒体挡圈设计及焊接工艺确定

3 结语 .
综合 分 析 上 述 两 种 设 计 和焊 接 工 艺 的 优 缺 点 ,
可以得 出如下 结论 :
了很 多 ,只 需 穿 孔 起 弧 一 次 可 以一 次 切 割 好 多 件 ,大
大 延 长 了喷 嘴 和 电 极 的使 用 寿 命 。 数 控 等 离 子 切 割 机
维 护 成 本 的降 低 ,通 过 减 小 损 耗 是 一 种 节 约 成 本 的 有 效 手 段 。之 后 对 所 有 小 件 程 序 都 做 了 类 似 的改 进 。
选 择 了 部 分 零 件 进 行 改 进 ,零 件 430 13 8如 附 陶
直 径 尺 寸 和 圆 度 容 易
达 到
与单 个 筒 节 焊 接 时 , 可 以校 正 筒 节 的 圆 度 整 罔 焊接
挡 圈 整 体 焊 接 需 要 筒
所 示
节 内 径 与 挡 圈 保 持 一 定 从 保 证 质 量 上 是 有 效 的 间 隙 。 对 挡 圈 和 筒 节 的方 案 的 制 作 精 度 要 求 高 安 全 性 高 适 用 于 筒 体 直 径 较 小
}焊接 焊 接 难 将 挡 圈 装 进 简 体
安 全 性 差
现 ,除 了 按 照 要 求 , 采 用 合 理 切 割 速 度 、切 割 高 度 、
正 确 的 切 割 气 压 、合 理 的 工 作 电 流 、允 许 的 穿 孔 厚 度 、 保 护 气 体 干 燥 清 洁 和 清 除 保 护 壳 上 的 熔 渣 等 外 ,最 重 要 的 是 起 弧 次 数 对 等 离 子 切 割 机 喷 嘴 和 电极 的 寿 命 影
( )对 于在 筒 节 中 焊接 挡 圈落 掉 时 ,施 工 人 员 3 必须 与工 艺人 员商讨 制定 出切实 可 行 的方 案 再施 工 , 并要 确保 施工 安全 和质量 。
烧结大型圆筒混合机结构原理与传动系统形式
烧结大型圆筒混合机结构原理与传动系统形式摘要:详细介绍了烧结厂原料准备的关键设备——大型圆筒混合机的结构原理。
齿式圆筒混合机的传动系统形式多样,不同形式有不同的特点。
关键词:圆筒混合机;结构原理;齿式混合机;传动系统形式引言圆筒混合机是烧结工程的主要设备之一,主要用途是将粉矿、燃料和熔剂按一定比例混合,形成散状的颗粒物送入烧结机进行烧结。
圆筒混合机一般分为一次混合机、二次混合机。
一次混合机是将物料按比例混匀及湿润;二次混合机是使物料形成水分均匀、透气性良好的颗粒状物体,故也称之为制粒机。
也有按烧结工艺流程在颗粒状物体的表面滚上燃料,称之为三次混合机或滚煤机。
根据混合机筒体的支撑传动方式不同,圆筒混合机又分为轮胎传动混合机和齿式传动混合机。
以下对齿式传动混合机简单介绍。
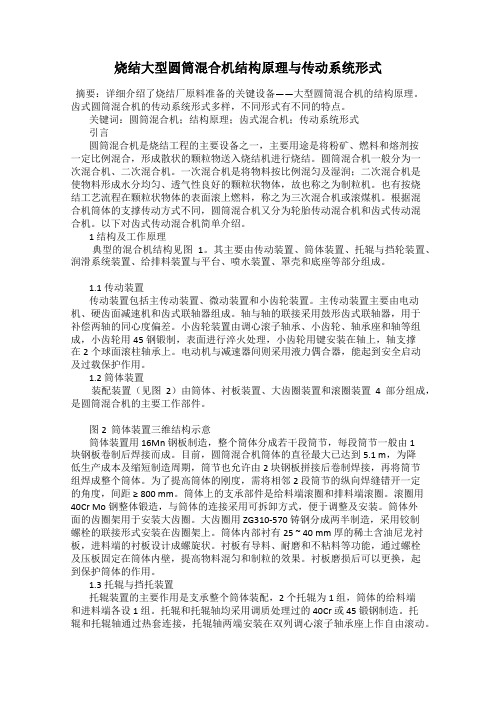
1 结构及工作原理典型的混合机结构见图1。
其主要由传动装置、筒体装置、托辊与挡轮装置、润滑系统装置、给排料装置与平台、喷水装置、罩壳和底座等部分组成。
1.1 传动装置传动装置包括主传动装置、微动装置和小齿轮装置。
主传动装置主要由电动机、硬齿面减速机和齿式联轴器组成。
轴与轴的联接采用鼓形齿式联轴器,用于补偿两轴的同心度偏差。
小齿轮装置由调心滚子轴承、小齿轮、轴承座和轴等组成,小齿轮用45钢锻制,表面进行淬火处理,小齿轮用键安装在轴上,轴支撑在2个球面滚柱轴承上。
电动机与减速器间则采用液力偶合器,能起到安全启动及过载保护作用。
1.2 筒体装置装配装置(见图2)由筒体、衬板装置、大齿圈装置和滚圈装置4 部分组成,是圆筒混合机的主要工作部件。
图2 筒体装置三维结构示意筒体装置用 16Mn 钢板制造,整个筒体分成若干段筒节,每段筒节一般由 1块钢板卷制后焊接而成。
目前,圆筒混合机筒体的直径最大已达到 5.1 m,为降低生产成本及缩短制造周期,筒节也允许由 2 块钢板拼接后卷制焊接,再将筒节组焊成整个筒体。
为了提高筒体的刚度,需将相邻 2 段筒节的纵向焊缝错开一定的角度,间距≥ 800 mm。
圆筒混合机焊缝开裂原因及处理

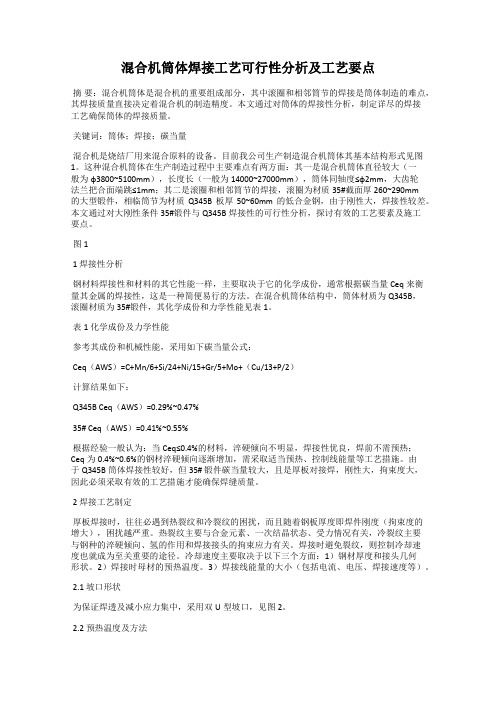
样, 混合简平 行 于筒 中心线 方 向分力 完全 由两 只挡 轮承担 , 直 于筒体 中心 线分 力 由胶 轮承担 。这使 垂
滚圈与挡轮 、 轮胎间承受较大 的压力 , 挡轮对 滚 圈的 作用力使得滚 圈周 围 的角焊缝 承 受极 大 的力偶 , 从 而导致 焊缝疲 劳造成 开裂。 2 3 滚 筒 自身 存在 一定 的加工 缺 陷 , 如气 孔 、 . 诸 疏 松 、 纹等 , 裂 这些 缺 陷随着 运行 工况 的恶 化 而发展 ,
图 2 筒 体 开 裂 位 置
1 一加 强板 ; 2一滚圈 ; 3一筒体 ; 4一进料 口;
5一传 动 胶 轮 ; 6一挡 轮 ; 7一动 力减 速 装 置 ; 8一下料 口
图 1 混合机 简图
2 1 远离滚 圈以及加强板焊缝 的钢板挠性较 大 ( . 强
点 ) 在焊接处 刚性较 大( 点) 因此 , , 弱 , 在混合筒旋转 工 作时 , 由于筒体 径 向圆跳动 的原 因 , 会使筒 体在运
圆筒混合机是 烧 结生产 中非常 重要 的设 备 , 承
2 简体开 裂原 因
圆筒 混合机筒体往往在滚 圈和加 强板处 焊缝发
生开裂 , 图 2 见 。开 裂 的主 要 原 因有 :
滚圈
担着混匀料 的加水 、 混合 、 制粒 等任务 。炼 铁厂烧 结
作业 区现有 圆筒混合机规格为  ̄30 0 0×10 0 m, 20 m 混 合机简 图见 图 1 。简体 焊缝经 常开裂 , 严重影 响烧 结 机作业率 , 制约烧结产量 。
维普资讯
20 0 8年第 3期
南钢 科 技与 管理
4 7
圆 筒混 合 机焊 缝 开 裂原 因及 处理
颜连营 陈 长 卫
圆筒搅拌摩擦焊

圆筒搅拌摩擦焊随着工业技术的不断发展,焊接技术在各种制造业中发挥着越来越重要的作用。
其中,圆筒搅拌摩擦焊作为一种新型的焊接工艺,以其独特的优势在各个领域得到了广泛的应用。
本文将就圆筒搅拌摩擦焊的技术原理、特点、应用实例等方面进行介绍。
一、技术原理圆筒搅拌摩擦焊是一种利用搅拌头与工件之间的摩擦热来加热和加压,使材料发生塑性变形并连接的焊接方法。
通过高速旋转的搅拌头与工件的直接接触,产生强大的摩擦力和热量,使得材料逐渐熔化并与邻近材料结合,最终形成连续的焊缝。
二、特点与应用场景1. 优点:相较于传统焊接方法,圆筒搅拌摩擦焊具有以下优点:首先,生产效率高,操作简便;其次,能够加工复杂的几何形状;再者,适用于多种材料,包括不锈钢、铝合金等;最后,焊接质量稳定,无需额外的无损检测手段。
2. 应用场景:圆筒搅拌摩擦焊广泛应用于石油化工、机械制造、航空航天等领域。
例如,在石油化工行业中,可以利用该技术对管道进行焊接,提高生产效率和安全性;在机械制造领域,可用于各种圆形零件的连接;在航空航天领域,可以用于复合材料的焊接,提高产品的性能和质量。
三、案例分析以某大型石化企业的管道焊接为例,采用圆筒搅拌摩擦焊后,焊接速度提高了30%,生产成本降低了20%。
同时,由于焊缝质量优良,减少了后期维护的成本和时间。
此外,在汽车制造中,该技术成功应用于发动机缸体的焊接,提高了产品的质量和性能。
四、总结与展望圆筒搅拌摩擦焊作为一种先进的焊接技术,具有诸多优点和应用前景。
未来,随着该技术的不断发展和完善,其在更多领域的广泛应用将成为可能。
然而,也存在一些挑战和问题需要解决,如设备成本较高、操作难度较大等。
因此,我们需要进一步研究和探索,以提高圆筒搅拌摩擦焊的普及率和实用性。
总之,圆筒搅拌摩擦焊作为一项重要的焊接技术,已经在多个领域取得了显著的应用成果。
我们相信,随着科技的进步和市场需求的增长,这一技术将会得到更广泛的推广和应用,为各行各业的发展注入新的动力。
混合机筒体焊接工艺可行性分析及工艺要点
混合机筒体焊接工艺可行性分析及工艺要点摘要:混合机筒体是混合机的重要组成部分,其中滚圈和相邻筒节的焊接是筒体制造的难点,其焊接质量直接决定着混合机的制造精度。
本文通过对筒体的焊接性分析,制定详尽的焊接工艺确保筒体的焊接质量。
关键词:筒体;焊接;碳当量混合机是烧结厂用来混合原料的设备。
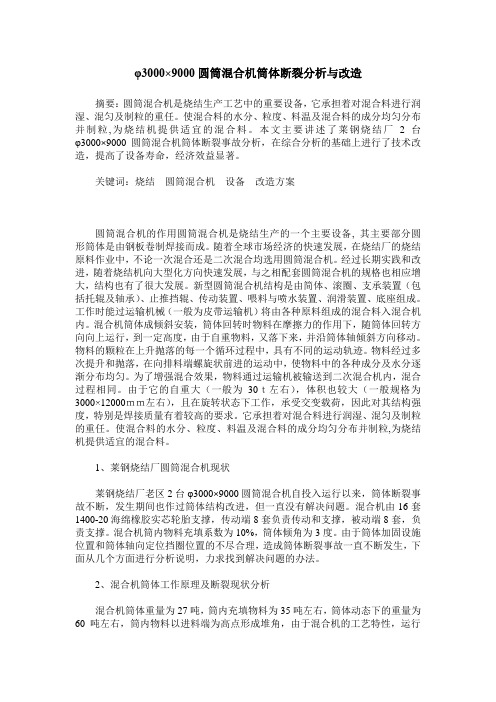
目前我公司生产制造混合机筒体其基本结构形式见图1。
这种混合机筒体在生产制造过程中主要难点有两方面:其一是混合机筒体直径较大(一般为φ3800~5100mm),长度长(一般为14000~27000mm),筒体同轴度≤φ2mm,大齿轮法兰把合面端跳≤1mm;其二是滚圈和相邻筒节的焊接,滚圈为材质35#截面厚260~290mm的大型锻件,相临筒节为材质Q345B板厚50~60mm的低合金钢,由于刚性大,焊接性较差。
本文通过对大刚性条件35#锻件与Q345B焊接性的可行性分析,探讨有效的工艺要素及施工要点。
图11 焊接性分析钢材料焊接性和材料的其它性能一样,主要取决于它的化学成份,通常根据碳当量Ceq来衡量其金属的焊接性,这是一种简便易行的方法。
在混合机筒体结构中,筒体材质为Q345B,滚圈材质为35#锻件,其化学成份和力学性能见表1。
表1 化学成份及力学性能参考其成份和机械性能,采用如下碳当量公式:Ceq(AWS)=C+Mn/6+Si/24+Ni/15+Gr/5+Mo+(Cu/13+P/2)计算结果如下:Q345B Ceq(AWS)=0.29%~0.47%35# Ceq(AWS)=0.41%~0.55%根据经验一般认为:当Ceq≤0.4%的材料,淬硬倾向不明显,焊接性优良,焊前不需预热;Ceq为0.4%~0.6%的钢材淬硬倾向逐渐增加,需采取适当预热、控制线能量等工艺措施。
由于Q345B筒体焊接性较好,但35# 锻件碳当量较大,且是厚板对接焊,刚性大,拘束度大,因此必须采取有效的工艺措施才能确保焊缝质量。
2 焊接工艺制定厚板焊接时,往往必遇到热裂纹和冷裂纹的困扰,而且随着钢板厚度即焊件刚度(拘束度的增大),困扰越严重。
φ3000×9000圆筒混合机筒体断裂分析与改造
φ3000×9000圆筒混合机筒体断裂分析与改造摘要:圆筒混合机是烧结生产工艺中的重要设备,它承担着对混合料进行润湿、混匀及制粒的重任。
使混合料的水分、粒度、料温及混合料的成分均匀分布并制粒,为烧结机提供适宜的混合料。
本文主要讲述了莱钢烧结厂2台φ3000×9000圆筒混合机筒体断裂事故分析,在综合分析的基础上进行了技术改造,提高了设备寿命,经济效益显著。
关键词:烧结圆筒混合机设备改造方案圆筒混合机的作用圆筒混合机是烧结生产的一个主要设备, 其主要部分圆形筒体是由钢板卷制焊接而成。
随着全球市场经济的快速发展,在烧结厂的烧结原料作业中,不论一次混合还是二次混合均选用圆筒混合机。
经过长期实践和改进,随着烧结机向大型化方向快速发展,与之相配套圆筒混合机的规格也相应增大,结构也有了很大发展。
新型圆筒混合机结构是由简体、滚圈、支承装置(包括托辊及轴承)、止推挡辊、传动装置、喂料与喷水装置、润滑装置、底座组成。
工作时能过运输机械(一般为皮带运输机)将由各种原料组成的混合料入混合机内。
混合机筒体成倾斜安装,筒体回转时物料在摩擦力的作用下,随筒体回转方向向上运行,到一定高度,由于自重物料,又落下来,并沿筒体轴倾斜方向移动。
物料的颗粒在上升抛落的每一个循环过程中,具有不同的运动轨迹。
物料经过多次提升和抛落,在向排料端螺旋状前进的运动中,使物料中的各种成分及水分逐渐分布均匀。
为了增强混合效果,物料通过运输机被输送到二次混合机内,混合过程相同。
由于它的自重大(一般为30t左右),体积也较大(一般规格为3000×12000mm左右),且在旋转状态下工作,承受交变载荷,因此对其结构强度,特别是焊接质量有着较高的要求。
它承担着对混合料进行润湿、混匀及制粒的重任。
使混合料的水分、粒度、料温及混合料的成分均匀分布并制粒,为烧结机提供适宜的混合料。
1、莱钢烧结厂圆筒混合机现状莱钢烧结厂老区2台φ3000×9000圆筒混合机自投入运行以来,筒体断裂事故不断,发生期间也作过筒体结构改进,但一直没有解决问题。
Φ3000×12000mm圆筒混合机技术说明讲诉

Φ3000×12000mm圆筒混合机技术说明随着社会的进步、经济的发展,冶金工业也得到了蓬勃发展,由于混料机在冶金工业中有着广泛的用途,进而社会对混料机的需求越来越多,规格也越来越大。
混合就是为使烧结的物料物化性质充分均匀,使烧结料内微粒物料造成适宜的小球。
筛选过矿石经过破碎后,再经过混料机混合后才能进行烧结。
为保证烧结矿的质量及提高烧结矿的产量,配好的烧结矿石原料需要加以润湿、混匀. 目的是使混合配料中的水分、粒度以及配料各组分均匀分布。
混料机一般主要由传动装置[电机—硬齿面减速器—联轴器—慢速驱动装置]、筒体装配、支撑装置、挡轮装置、传动副、润滑系统、进料装置及防散料护罩、排料装置、喷水装置、排废气装置等组成。
一、设备名称及规格:Φ3000x12000mm圆筒混合机(右式传动)二、数量台三、工艺参数1、给料量:利用系数1.5t/(m2.h),390t/h(设计值)利用系数1.8t/(m2.h)时,470t/h(最大值)2、物料容量: 1.7±0.1t/m33、物料安息角:35度4、填充率:利用系数1.50t/m2.h时12%;利用系数1.80t/m2.h 14.4%5、给料方式:胶带机插入给料6、排料胶带机配置方式:垂直交料,胶带机倾角16度四、主要技术参数1、混合机直径:Φ3000mm2、混合机长度:12000mm3、混合机倾角: 2.5度4、混合时间: 2.166min;5、转速:7r/min6、电机型号:Y355S-6-IP23(生产厂家:)7、电机功率:N=220KW8、电机转速:990r/min9、传动方式:胶轮传动10、减速机型号: ZLY560 (生产厂家:)11、设备总重: ~88.345吨五、技术说明:1、概述1.1工作原理及用途圆筒式混合机在烧结生产过程中运用十分广泛。
混合设备设置在配料设备与烧结机之间,为烧结机提供混合烧结的原料。
混合机的生产过程,它是利用一个有倾斜度的回转圆筒,原燃料通过给料机喂入回转的圆筒内,由于圆筒内具有一定的斜度且不断回转,经过扬料板的作用,原燃料不断地向排料口逐渐运动,在被输送运动的同时,原燃料接受混匀制粒,为烧结机提供成份均匀,粒度适宜的混合料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
u形 坡 口相 结 合 的方 法 ,保 证 了简 体 的焊 接 质 量 , 成 功 的对 大 厚 壁 锻 件 与厚 板 简 体 进 行 了焊 接 及 焊后
热 处理 工艺 的实 践探 索 ,取 得 了较盖 面
j0 57
H1M O
n 2
4
5
10~1O 4 8
6 0 —6 0 0 5
2 2~2 4
提 高焊接 接 头 的 抗 裂 性 和 韧性 。②降 低 焊 接 接 头 中
3 6~3 8
焊 第 一 ,二 层 填 充 及 盖 面 焊 H 0 lM 其 余 层 n 2 5 7 0—80 5 0 4 4 0~ 2
即焊缝 强 度 等 于或 略 高 于母 材 ,但 塑 性 与 韧 性 绝 不
低 于母 材 。这 种 坡 口熔 合 比小 ,母 材 熔 人 少 ,必 须
采用含 锰 的焊 丝 ( 0 2 ,以 补充 焊 缝 中锰 量 的 H1 Mn )
不 足 。打底 焊选 用低 氢型 J 0 5 7焊条 。
( ) 焊接 参数 的选 择 3
M W ( 0 1 3 5) 2 10 2
参 工 热 工 撮 复 磊 。加 掳
ww
w . or E1  ̄O.om m et w i n . ol o Y c
皇篓 魍 7- - 1
头组 织性 能 ,减 小 焊 接 应 力 的重 要 工 艺 措 施 。 其 优
点如 下 :可 以改 变 焊 接 过 程 的 热 循 环 ,避 免 或减 少 通过 以上工 艺 过 程 的实施 和控 制 ,采 用 V形 和
了淬 硬组 织 的形 成 ;减 少 焊 接 区 的温 度 梯 度 ,降 低 了焊 接接 头 的 内应 力 ,扩 大 了焊 接 区 的温 度 场 ,使 焊 接接 头在 较 宽 的 区域 内处 于 塑 性 状 态 ,减 弱 了焊
s现i 决 案 oo 方 ln u鸫 t 场s
焊 接工 艺方 案 。 ( )坡 口形 式 1 焊缝 采 用 附 图所 示 的 V形 和 u
每道焊缝及其两侧 l m O m范 围内,焊前要求 1 ℃ O 5 0
预热 ,焊 接过程 中要保持 预热 温度 均 匀一致 ,层 间温 度不得 低于预热 温度 。层 间温度控 制在 10~ 5 o 5 2 0C。
形 坡 口相结 合 的方 法 ,这 种 坡 口消耗 焊 材少 ,焊 接 变形 小 。因 为板厚 大 ,所 以选 择 用 焊条 电弧 焊打 底 , 以 防止底 层 烧 穿 ,产 生 热 裂 纹 ;然 后 再 用 生 产 率 高 的埋 弧 焊 填 充 ,这 样 熔 深 大 ,对 熔 池 保 护 较 完 善 , 焊缝 金属 中杂 质 较 少 。 只要 焊 接 工 艺 选 择 恰 当 ,便 能获 得较 高稳 定 的焊缝 。 ( )焊 接 材 料 选 择 焊接 材 料 考 虑 等 强 原 则 , 2
( )焊接 6
首 先 用 焊 条 电弧 焊 打 底 ,并 短 弧 操
作 ,背 面清 根 处理 后再 采 用 埋 弧 焊 进 行 填 充 及 盖 面 焊接 。清根 时 要 注 意 尽 量 不要 伤 到母 材 ,气 刨 后 用 砂轮进 行 打 磨 ,露 出 金 属 光泽 。焊 接 后 立 即 进 行 热 处理 ,然后 进 行 探 伤 检查 。焊 接 过 程 中 如 发 现 焊 接 缺陷及 裂 纹 时 ,应 立 即停 止 焊 接 ,进 行 探 伤 检 查 , 及 时进 行缺 陷 的修 补 。如 果 真 的存 在 焊 接 缺 陷 ,热 处 理后 进行 修 补 时 不 允 许 用 气 刨 进行 清根 ,而 要 用 角 砂轮进 行 磨 削。 除第 一 层 及 最 后 一 层 外 ,其余 各 层 焊后要 立 即锤 击 焊 道 。焊 接 时 用 表 面测 温 仪 随 时 进 行温 度 的测 量 。全 部 的焊 接 过 程 应 是 连 续 的 ,如 有 中断需 立 即进行 后热 处理 。 ( )热 处理 7 作 用 如 下 :首 先 ,降低 了接 头 低
4 .焊后检验
焊缝进 行 了超 声 波 和 x射 线 探 伤 检 查 ,未 发 现
焊接 、热 处 理 缺 陷 的 存 在 ,质 量 符 合 标 准 GB T /
l3 5 1 8 14 - 9 9的 I级 合格 。 I 5 .结 语
( )预 热 5
焊 前 预 热 是 防 止 接 头 冷 裂 ,改 善 接
及坡 口表 面 的 水 分 、氧 化 皮 、锈 斑 、油 脂 以 及 其 他
污 物 。 焊 接 材 料 在 使 用 前 应 进 行 烘 干 , 焊 丝 ( 0 2) 焊前应 去油 、锈 、水 ,焊剂 在 2 0 下 烘 H1 Mn 5℃ 干 l 。J0 h 5 7焊 条焊 前须 经 3 0~3 0 烘焙 1 ,随烘 0 5 h 随用 。因直 径过 大 ,焊 接 前简 体 段 节 需要 上 工 艺 法 兰支 撑 圈 ,便 于组 对找 圆及 焊接 。
久强 度 。去氢处 理 :在焊 后立 即加热 到 3 0 ,消氢 0℃ 时 间为 1 h ~2 ,并 保温 一段 时 间 ;消 除应 力 处理 :以 小 于 1 0 ; h的速 度 升 温 至 5 0~6 0 ,在 此 温 度 0 T/ 5 0℃ 均温 15 ,保 温 2 5 .h .h,随着炉温 冷至 3 0 以下 出炉 。 0℃
焊 接 参 数 表
焊 接 顺 序 焊 材 焊 材 直 径 焊 接 电流 电弧 电压
牌 号 , / V
温转 变 区的冷 却速 度 ,其 效 果 比预 热更 显 著 ;其 次 ,
延长 了接 头在 10C以上温度 区间 的停 留 时问 ,使焊 0o
缝金 属 中的 氢 有 充 分 时 问 向外 扩 散 ,从 根 本 上 消 除 了导致冷 裂纹 形成 的力 学 因素 。 热处 理温 度 越 高 ,保 温 时 间越 长 ,去 氢 效 果 越 明显 。消 除 应 力 的作 用 :① 消 除 焊 缝 金 属 中 的 氢 ,
焊 接 参数 除要 保 证 接 头
的熔透 性 和 焊缝 成 形 外 ,还 要 考 虑 其 对 接 头 性 能 的 影 响 。为降 低 淬 硬 倾 向 ,防止 冷 裂纹 产 生 ,焊 接 参
数 应偏 大些 。焊 条 电弧 焊 采用 _0 、6 mE 的 焊 条 , J7 4 5 埋 弧焊 焊 丝 HlMn 、 5 0 2 mm,焊 剂 选 择 与 之 相 匹 配 的 H41 J3 。焊接 参数 如附表 所示 。
的残 系应 力 。③ 改 善 焊 缝 及 热 影 响 区 组 织 ,使 淬 硬
组织 经受 回火 处 理 而 提 高 接 头各 区 的韧 性 。④稳 定 了焊 缝及 热 影 响 区 的碳 化 物 ,提 高 了接 头 的高 温 持
( )焊 前准 备 4
焊 前 必须 消 除焊 接 区钢 板 表 面