低压铸造ZL201A铸件缺陷分析及工艺优化
铸造工艺流程中的铸件缺陷分析与改进策略

铸造工艺流程中的铸件缺陷分析与改进策略铸造工艺是一种重要的金属加工方法,用于制造各种形状的金属件。
然而,在铸造过程中,铸件缺陷是一个常见的问题,它会影响到铸件的质量和性能。
因此,对于铸造工艺流程中的铸件缺陷进行深入分析,并提出改进策略,对于提高铸件质量和工艺效率具有重要意义。
一、铸件缺陷的分类与原因分析在铸造工艺中,铸件缺陷可以分为表面缺陷和内部缺陷两类。
常见的表面缺陷包括气孔、砂眼、砂洞等;内部缺陷主要有夹杂物、孔洞、收缩系数不均匀等。
1.1 气孔气孔是铸造工艺中最常见的表面缺陷之一。
其形成的原因通常有两个方面,一是液态金属中溶解气体含量过高,二是在金属凝固过程中,气体生成而未能有效排除。
造成气孔的常见因素包括砂芯质量不佳、浇注温度过高、浇注速度过快等。
1.2 砂眼和砂洞砂眼是指铸件表面局部凹陷的缺陷,而砂洞是指铸件内部或边缘凹陷的缺陷。
主要原因包括模具缺陷、浇注系统设计不合理、浇注金属温度过低等。
1.3 夹杂物夹杂物是指铸件中存在的杂质,如炉渣、油污等。
其主要原因包括铁水净化不彻底、砂芯质量不佳等。
1.4 孔洞孔洞是指铸件内部存在的封闭空腔。
常见的孔洞形式包括气孔和收缩孔。
造成孔洞的原因主要有铁水中含气量高、铸型泥浆含水量高等。
1.5 收缩系数不均匀收缩系数不均匀是指铸件不同部位的收缩量不一致。
这可能会引起铸件的内部应力集中,从而导致开裂和变形。
收缩系数不均匀的原因包括铸造合金的特性、浇注温度的控制等。
二、改进策略为了减少铸件缺陷,提高铸件质量和工艺效率,以下是一些改进策略的具体措施:2.1 优化模具设计模具设计是影响铸件质量的关键因素之一。
通过优化模具结构、提高模具材料质量和表面光洁度,可以减少砂眼、砂洞等表面缺陷的产生。
2.2 控制浇注温度和速度浇注温度和速度对铸件质量有着直接的影响。
合理控制浇注温度和速度,可以降低气孔和夹杂物等缺陷的产生。
2.3 改进铸型材料和工艺选择合适的铸型材料,对铸件质量和工艺效率的提高至关重要。
2.压铸产品铸造缺陷产生原因及处理办法
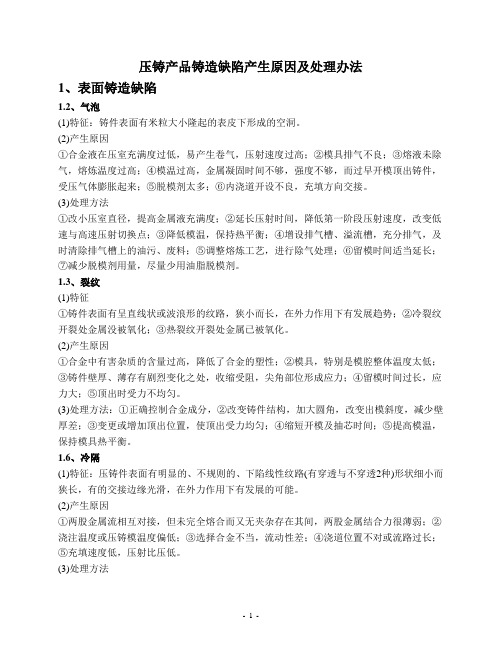
压铸产品铸造缺陷产生原因及处理办法1、表面铸造缺陷1.2、气泡(1)特征:铸件表面有米粒大小隆起的表皮下形成的空洞。
(2)产生原因①合金液在压室充满度过低,易产生卷气,压射速度过高;②模具排气不良;③熔液未除气,熔炼温度过高;④模温过高,金属凝固时间不够,强度不够,而过早开模顶出铸件,受压气体膨胀起来;⑤脱模剂太多;⑥内浇道开设不良,充填方向交接。
(3)处理方法①改小压室直径,提高金属液充满度;②延长压射时间,降低第一阶段压射速度,改变低速与高速压射切换点;③降低模温,保持热平衡;④增设排气槽、溢流槽,充分排气,及时清除排气槽上的油污、废料;⑤调整熔炼工艺,进行除气处理;⑥留模时间适当延长;⑦减少脱模剂用量,尽量少用油脂脱模剂。
1.3、裂纹(1)特征①铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势;②冷裂纹开裂处金属没被氧化;③热裂纹开裂处金属已被氧化。
(2)产生原因①合金中有害杂质的含量过高,降低了合金的塑性;②模具,特别是模腔整体温度太低;③铸件壁厚、薄存有剧烈变化之处,收缩受阻,尖角部位形成应力;④留模时间过长,应力大;⑤顶出时受力不均匀。
(3)处理方法:①正确控制合金成分,②改变铸件结构,加大圆角,改变出模斜度,减少壁厚差;③变更或增加顶出位置,使顶出受力均匀;④缩短开模及抽芯时间;⑤提高模温,保持模具热平衡。
1.6、冷隔(1)特征:压铸件表面有明显的、不规则的、下陷线性纹路(有穿透与不穿透2种)形状细小而狭长,有的交接边缘光滑,在外力作用下有发展的可能。
(2)产生原因①两股金属流相互对接,但未完全熔合而又无夹杂存在其间,两股金属结合力很薄弱;②浇注温度或压铸模温度偏低;③选择合金不当,流动性差;④浇道位置不对或流路过长;⑤充填速度低,压射比压低。
(3)处理方法①适当提高浇注温度和模具温度;②提高压射比压,缩短充填时间;③提高压射速度,同时加大内浇道截面积;④改善排气、填充条件;⑤正确选用合金,提高合金流动性。
压铸件缺陷和改善对策
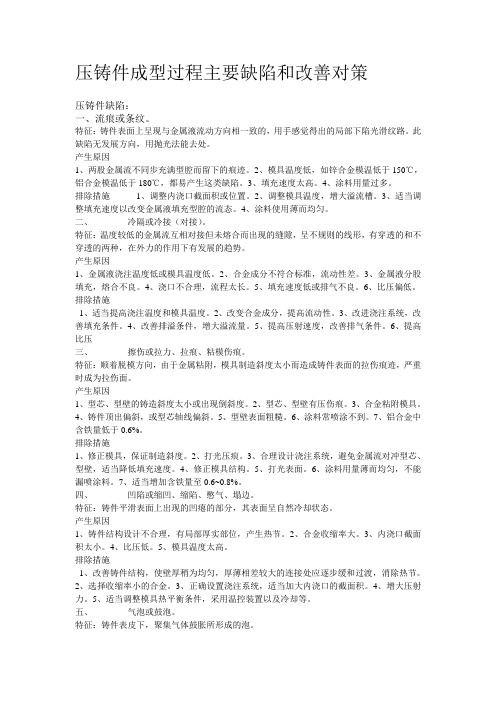
压铸件成型过程主要缺陷和改善对策压铸件缺陷:一、流痕或条纹。
特征:铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。
此缺陷无发展方向,用抛光法能去处。
产生原因1、两股金属流不同步充满型腔而留下的痕迹。
2、模具温度低,如锌合金模温低于150℃,铝合金模温低于180℃,都易产生这类缺陷。
3、填充速度太高。
4、涂料用量过多。
排除措施1、调整内浇口截面积或位置。
2、调整模具温度,增大溢流槽。
3、适当调整填充速度以改变金属液填充型腔的流态。
4、涂料使用薄而均匀。
二、冷隔或冷接(对接)。
特征:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。
产生原因1、金属液浇注温度低或模具温度低。
2、合金成分不符合标准,流动性差。
3、金属液分股填充,熔合不良。
4、浇口不合理,流程太长。
5、填充速度低或排气不良。
6、比压偏低。
排除措施1、适当提高浇注温度和模具温度。
2、改变合金成分,提高流动性。
3、改进浇注系统,改善填充条件。
4、改善排溢条件,增大溢流量。
5、提高压射速度,改善排气条件。
6、提高比压三、擦伤或拉力、拉痕、粘模伤痕。
特征:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面。
产生原因1、型芯、型壁的铸造斜度太小或出现倒斜度。
2、型芯、型壁有压伤痕。
3、合金粘附模具。
4、铸件顶出偏斜,或型芯轴线偏斜。
5、型壁表面粗糙。
6、涂料常喷涂不到。
7、铝合金中含铁量低于0.6%。
排除措施1、修正模具,保证制造斜度。
2、打光压痕。
3、合理设计浇注系统,避免金属流对冲型芯、型壁,适当降低填充速度。
4、修正模具结构。
5、打光表面。
6、涂料用量薄而均匀,不能漏喷涂料。
7、适当增加含铁量至0.6~0.8%。
四、凹陷或缩凹、缩陷、憋气、塌边。
特征:铸件平滑表面上出现的凹瘪的部分,其表面呈自然冷却状态。
产生原因1、铸件结构设计不合理,有局部厚实部位,产生热节。
压铸产品质量缺陷分析及解决对策.ppt
龚春2011-09-30
压铸件缺陷的控制措施 1 成形类缺陷 成形类缺陷主要发生在压铸件表面,大多可以目测看出。
欠铸和边角不清等缺陷与充填速度有关;流痕多出现在浇口附 近,除了与层流效应有关外,还和压铸模的温度有关;麻面、 冷隔等缺陷主要是由合金液温度过低而造成的,易出现在远离 浇口的涡流区和两股合金液流的交汇处,当改变浇口或提高合 金液的温度后就会消除。控制这类缺陷,除了要注意浇注系统 的设计外,更重要的是要选择合适的压铸工艺方法。目前常用 的压铸工艺方法有低温高速压铸法、高温低速压铸法和低温低 速压铸法等。低温浇注可减少合金液的烧损和炉具烧蚀,高速 压射可获得高质量的铸件表面,因此低温高速压铸法在铜合金、 铝合金的薄壁件生产中优点明显;高温低速压铸法主要用于壁 厚中等、易冲击型芯而又充填不良的压铸件上,较高的温度可 满足成形要求,较低的充型速度可降低合金液流对型芯的冲击 趋势;厚壁件的主要矛盾是气孔和保压补缩,常选用低温低速 压铸法。
1、 修理模具表面损伤处,修正斜度,600细油石顺磨提高光洁度0.4 2、 调整或更换顶杆,使顶出力平衡 3、 更换离型剂或加浓,改变喷涂角度特别是浇口直冲部位,比如Y43油底 壳、0627机盒、130右箱体等。 4、 调整合金含铁量,适当增加 5、 控制合适的浇注温度,控制模具温度,因为水基涂料成膜在170-350℃ 6、 修改内浇口,避免直冲型芯型壁或对型芯表面进行特殊处理 7、调整工艺参数:降低快压流量、降低压射力,能压好件的前提下,压力温 度越低越好
为了控制这类缺陷,除了要确保推出机构的推出 力分布均匀外,在进行浇口设计时还要特别注意合金 液流进入型腔时的导向,尽量避免合金液流正面冲击 型面和型芯,同时要选用适当的压铸工艺参数和稍长 的铸件留模时间。
低压铸造常见缺陷分析与防治方法

2 1气孔 . () 理控 制 液 态 金 属 的 充 型 速 度 , 1合 应 尽 可 能 缩 短 熔 炼 时 间 , 少 液 态 金 属 吸 气 减 量 , 对 于厚 大铸 件 的 上 部 , 当增 加 一 定 而 适 的 加 工 余 量 , 便 加 工后 去 除 缺 陷 。 以 () 态金 属 可 用 六 氯 乙烷 或 氢 气 精 炼 2液 ( ) 生 原 因 : 当液 态 金 属 冷 却 和 凝 去 气 或真 空 去 气 , 气 后应 立 即 扒 渣 , 后 2产 ① 去 而 固时 , 因气 体 溶 解 度下 降析 出气 体 , 不及 迅 速 浇 注 , 防 再 吸 气 。 来 以 排 除 , 铸 件 产生 “ 气 ” 使 包 现象 , 由于 冷 铁 ② ( ) 料 时 应 先 投 入 熔 点 低 的料 , 次 3投 依 可减 少 金 属 吸 气 量 少 , 此 表 面 覆 砂处 理 不 好 以 及 烘 烤 不 充分 而 留有 投入 熔 点 高 的料 , 水 分 和 其 它发 气 物 质 , 型 壁物 质 同液 态 外 , 在 铸 性 内 按 放 过 滤 片除 去 金 属 液 中 ③ 可 金 属 之 间或 在 液 态 金 属 内 部 发 生化 学 反 应 的 渣 和 气 。 所 产 生 的 气孔 。 ( ) 细刷 涂 料 , 破 损及 时 补刷 , 4仔 有 确保 涂料的完整性, 细准备冷铁, 仔 严防 冷 铁 在 1 2缩孔及 缩松 . () 陷特 征 : 1 缺 ①在铸 件厚 实和 铸 件最 后 使 用 前 返 潮 。 凝 固的 部位 常 出现不 规 则 黑色 斑 点的 缩孔 ・ 2 2缩 孔及 缩松 . ( ) 强顺 序 凝 固 , 证 浇 道 处 的补 缩 1加 保 ②在 铸 件 壁 厚 差 较大 的拐 角 处 和 浇 口与铸 件衔接 处 常 出现 容积 大而 集 中的 缩孔 - ③疏 条 件对 局部 热 节处 应 采取 强 制冷 却措 施 , 以 对局 部 松一 般在 铸 件上 厚大 截 面的 最后 凝 固处 、 铸 调 节 出一 个符 合 补缩 的温 度 场分 布 , 影 响补 缩 的 “ 冷节 ” 可在 背 后 的四 周钻 孔铣 。 件厚 度 不 均 匀的 过 渡 处 、 道 附 近 。 浇 然后 充 填 绝 热材 料 , 增大 热 阻 。 以 ( ) 生 原 因 : 铸 件 壁 厚 处 冒 口补 缩 槽 , 2产 ① 能 力不 足 , 件 冷却 速度 过快 , 铸 来不 及补 缩 , () 当 降低浇 注 温 度 , 制 不 同厚 度 处 2适 控 适 以 ②浇道 与铸 件 衔接 处 截面 过小 , 使金 属 液 过 的冷 却速度 , 当加大 内浇道 直径 , 防出现 采 早 凝 固 , 而 破 坏 顺凝 固 固条 件 。 从 ③浇 道 与 冷隔 及浇 不 足 , 用薄 而 宽的 内 浇道 使其 在 铸 件衔 接处 截面 之 比过 大 或过 小 , 件 补缩 二次 膨胀 前 凝 固封 闭 , 以 消除 缩 孔缩 松 。 铸 可 () 制 铸 件 各 部 位 的 冷 却 速 度 , 铸 3控 使 压 力 低 , 立 筒补 缩 范 围小 , 生 疏 松 。 使 产 型温 度 分 布 合理 , 部 温 度 偏 高 , 上 下部 温 度 1 3夹 渣 . 分 即 () 1缺陷 特征 : 夹渣 出现 在 型腔 中金 属 液 偏 低 , 布 合理 铸 型 热 容 , 上 部 热 容 小 。 流 动受 阻的 地 方 , 比如 : 件 浇 注位 置 上 表 下 部 热 容 大 , 大 浇 道 截 面 积 或 加 快 铸 件 铸 增 使铸 件 比浇 口处 先 冷 , 消除 浇 面、 型芯 的 下 面及 铸 件 死 角 处 等 , 表 面 形 的冷 却 速 度 , 其 状不规 则和 比较 粗糙 , 断面 上显 现 暗黑 色 道 与 铸 件 处 热 节 , 快 铸 件 厚 实 处 的 冷 却 破 加 速 度 , 小 浇 道 与 铸 件 的衔 接 面 积 。 缩 无光 泽 深 浅不 一 的 夹 杂物 , 续 分 布 。 断 () 2 产生 原 因 : 因浇 注 不 当 带进 杂物 , 如 2. 3夹 渣 ( ) 注 时 液 流 速 应 平 衡 缓 和 , 少 冲 1浇 减 升液 管 内 的 熔渣 , 型 中脱 落 的涂 料 , 型 铸 砂 中的 粉 尘 等 等 , 外 , 中的 氧 化夹 渣未 清 击 力 , 采 用蛇 形 浇 I和 底 注 式 浇 注 系统 l 此 液 宜 I 2仔 除干净 , 炉料 不 清 洁 , 回炉 料 使 用 量 过 多 , ( ) 细清除 增祸 液面 上和升液 管内的熔 渣 , 止祸 、 防 升液 管 、 铸型 内的 涂料 脱 落 ,3 () 充型 速 度 太 快 , 会 产 生 夹 渣 。 都 1 4裂 纹 . () 陷 特征 : 纹 分 热裂 和 冷 裂 两 种 , 1缺 裂 热 裂 表 面 出现 彼 此 分 裂 的 结 晶 体 , 强 烈 有 的 氧化 现 象 , 沿 晶体 边 缘 裂 开 , 缝 呈氧 并 裂 化 黑 色 , 状 不 规 则 , 锯 齿 状 , 裂 沿 晶 形 呈 冷
低压铸造铝合金缺陷分析与热处理工艺研究

冶金冶炼M etallurgical smelting 低压铸造铝合金缺陷分析与热处理工艺研究谢志强(福建华威钜全精工科技有限公司,福建 福州 350000)摘 要:我国经济在工业推动下快速发展,成功将“中国制造”品牌推向全球。
在全球化经济影响下,我国若想进一步提升经济水平,就要需要从提升工业产品质量的角度出发,用优质产品拓宽营销渠道,从而做到全方位发展。
本文以此为指导思想,重点关注利用低压铸造工艺生产铝合金产生的质量缺陷,并对其热处理工艺详细分析,旨在为我国工业生产贡献力量。
关键词:低压铸造;缺陷分析;热处理中图分类号:TG245 文献标识码:A 文章编号:1002-5065(2021)21-0007-2Defect analysis and heat treatment process of low pressure casting aluminum alloyXIE Zhi-qiang(Fujian Huawei Juquan Precision Technology Co., Ltd,Fuzhou 350000,China)Abstract: My country's economy has developed rapidly under the impetus of industry, and successfully promoted the "Made in China" brand to the world. Under the influence of the global economy, if my country wants to further improve its economic level, it must start from the perspective of improving the quality of industrial products, broaden marketing channels with high-quality products, and achieve all-round development. Taking this as the guiding ideology, this article focuses on the quality defects caused by the production of aluminum alloy by the low-pressure casting process, and analyzes its heat treatment process in detail, aiming to contribute to my country's industrial production.Keywords: low pressure casting; Defect analysis; heat treatment在现代各类科技的指导下完成理论研究后,便开始大量投入工业生产之中。
压铸件缺陷产生原因及对应措施

1.降低浇注温度,减少收缩量 2.提高压射比压及增压压力,提高致密 性 3.修改内浇口,使压力更好传递,有利 于液态金属补缩作用 4.改变铸件结构,消除金属积聚部位, 壁厚尽可能均匀 5.加快厚大部位冷却 6.加厚料柄,增加补缩的效果
3
夹杂
1.炉料不洁净,回炉料太多 混入压铸件内的金属或非金属 2.合金液未精炼 杂质,加工后可看到形状不规 3.用勺取液浇注时带入熔渣 则,大小、颜色、亮度不同的 4.石墨坩埚或涂料中含有石墨脱落混 点或孔洞 入金属液中 5.保温温度高,持续时间长 1.铝合金中杂质锌、铁超过规定范围 铸件基体金属晶粒过于粗大或 2.合金液过热或保温时间过长,导致 极小,使铸件易断裂或磁碎 晶粒粗大 3.激烈过冷,使晶粒过细 1.压力不足,基体组织致密度差 2. 内部缺陷引起,如气孔、缩孔、渣 压铸件经耐压试验,产生漏气 孔、裂纹、缩松、冷隔、花纹 、渗水 3.浇注和排气系统设计不良 4.压铸冲头磨损,压射不稳定 机械加工过程或加工后外观检 查或金相检查:铸件上有硬度 高于金属基体的细小质点或块 状物使刀具磨损严重,加工后 常常显示出不同的亮度 一、非金属硬点: 1.混入了合金液表面的氧化物 2.合金与炉衬的反应物 3.金属料混入异物 4.夹杂物
铸件缺陷产生原因及应对措施
一、表面缺陷
序号 缺陷名称 特征
沿开模方向铸件表面呈现条状 的拉伤痕迹,有一定深度,严 重时为一面状伤痕;另一种是 金属液与模具产生焊合、粘附 而拉伤,以致铸件表面多肉或 缺肉
产生原因
1.型腔表面有损伤 2.出模方向斜度太小或倒斜 3. 顶出时偏斜 4.浇注温度过高或过低、模温过高 导 致合金液产生粘附 5.脱模剂使用效果不好 6. 铝合金成分铁含量低于 7.冷却时间过长或过短 1.合金液在压室充满度过低,易产生 卷气,压射速度过高 2. 模具排气不良 3. 熔液未除气,熔炼温度过高 4.模温过高,金属凝固时间不够,强 度不够,而过早开模顶出铸件,受压 气体膨胀起来 5.脱模剂太多 6.内浇口开设不良,充填方向不顺
1.压铸产品质量缺陷分析及解决对策

变形
201机体上方把手处的变形
1851盖子变形
TU5JP4进排气凸轮轴罩盖变形问题的解决方案
在压铸过程发现TU5JP4进排气凸轮轴罩盖变形平面度不符合 工艺要求时处置办法如下:
1、立即对压铸模进行抛光处理,尽可能消除拉伤,特别是有 倒拔处(动模上内腔4个角处); 2、同时对自动喷涂进行调整,并对生产出来的铸件进行验证 。
3、检查模具压板是否松动、动模套板与模脚是否松动,有立 即紧固。
4、检查压铸机上的推杆是否齐平,保证长度公差在0.3mm内 。
5、看压铸模上推杆是否有断的,有立即更换。 6、检查静模上(见附图箭头指的型芯孔)浇口直冲型芯是否 有倒拔(型芯中间有凹陷),有立即更换该型芯同时对压铸 模冷却水进行检修。
7、对已经生产出来的产品由压铸工负责进行100%的分选, 平面度合格利用,不合格的报废
压铸产品质量缺陷分析 及解决对策
压铸产品质量缺陷分析及解决对 策
分类: 冷隔、拉伤、裂纹、变形、花纹、斑点、 网状毛刺、凹陷、欠铸、夹皮(外观类) 气孔、缩孔、气泡、夹杂(内在组织缺 陷)等
压铸件缺陷产生的机理
压铸件在高温、高速、高压条件下成形,在理想条件下,压 铸充型过程大致可分为三个阶段Ⅲ。第一阶段是合金液被压射人 型腔,直接冲击到对面型腔,并沿边壁向各个方向迅速扩展生成 壳体;第二阶段是随后进入型腔的合金液第三阶段是型腔内的合 金液在高压下压实冷却。但实际情况表明,由于压铸件的几何形 状千差万别、合金液在型腔不同部位温度和粘度的变化等因素的 影响,使得实际的充型过程比理想状态下的三阶段充填过程复杂 得多,型腔的充填过程其实包含着热力学和流体力学的复合,并 随充填过程中温度、速度、压力的变化呈非常复杂的流态在合金 液被压射入型腔直接冲击对面型腔并沿边壁向各个方向迅速扩展 生成壳体的过程中,存在有飞溅、涡流、裹气现象,若浇注系统 设计不当、压射速度选用过大,这一现象还会加重。压铸件的几 何形状越复杂,充型过程中合金液流相互碰撞的机会就越多,型 腔内残留的气体就越多,合金液温度降低得就越多。这些残留的 气体留在压铸件内就形成了气孔类缺陷,而温度较低的合金液流 在交汇处就形成了成形类缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低压铸造ZL201A铸件缺陷分析及工艺优化
张西生;古良;张锐
【摘要】针对铸件在低压铸造过程中产生的裂纹、缩松缺陷的情况,分析了该铸件产生缺陷的原因,通过采取优化浇注系统结构,增加内浇道,改变冷铁材质,以及优化低压铸造参数等工艺措施,成功解决了铸件缩松及裂纹等缺陷,生产出了满足使用要求
的铸件.
【期刊名称】《金属加工:热加工》
【年(卷),期】2015(000)023
【总页数】3页(P18-20)
【作者】张西生;古良;张锐
【作者单位】陕西黄河集团;陕西黄河集团;陕西黄河集团
【正文语种】中文
ZL201A合金是一种传统的高强韧铸造铝合金,具有非常好的强度、塑性、韧性,因此在航空航天领域应用广泛。
但由于该合金为Al-Cu-Mn系合金,结晶温度范
围宽,以粥状方式凝固,铸造性能差,流动性不好,收缩大,在结晶时易产生缩松、裂纹和偏析等铸造缺陷,其中裂纹、缩松是Zl201A合金铸件最常见的缺陷。
其化学成分见表1。
该铸件为某产品出弹圆盘体,铸件材料为ZL201A,最大轮廓尺寸为
φ912mm×90mm,结构如图1所示。
铸件最大壁厚为46mm,最小壁厚为
13mm,铸件重量为96kg。
由于铸件尺寸较大,且壁厚不均匀,考虑到铸件使用
要求较高,要求整体X射线无损检测后无裂纹、缩松等铸造缺陷,生产中采用低压铸造,以此减少铸件凝固时产生的热裂倾向,提高铸件内部质量。
该铸件实际生产中,经X射线检测发现,铸件的缩松和裂纹常出现在铸件的受力拉筋上(见图2、图3),而且多出现在铸件薄厚壁过渡区域。
缺陷的主要特征如下:
(1)缺陷区域宏观组织形貌为线状缩松和裂纹掺杂在一起,断口有氧化现象。
(2)缺陷位置主要位于铸件里面与平面交界的根部应力集中部位,且接近厚薄变化部位。
(3)裂纹组织形貌为鱼骨状,且主要分布在晶界上。
通过对该铸件缺陷的出现位置和断口形貌分析,出现上述缺
陷的原因主要是合金补缩不到位,造成铸件凝固时没有足够的铝液补充,从而使铸件壁厚较大的热节部位比内浇口后凝固,从而造成铸件该部位缩松、裂纹,进而导致铸件上出现穿透性裂纹,严重影响了铸件质量。
铸件原浇注参数及浇注系统设计:该铸件采用树脂砂低压铸造方式浇注来保证铸件质量,铸件在压力下充型及凝固,使铸件的致密性得到提高,减少铸件内部缺陷。
浇注过程分为升液→充型→增压Ⅰ→结壳→增压Ⅱ→保压,具体参数见表2。
浇注系统采用底注充型,浇注系统主要结构为直浇道、横浇道、内浇道。
浇注系统内浇道分布如图4所示。
内浇道数量为20个,大端截面尺寸为50mm×20mm,小端截面尺寸为
50mm×12mm,高为40mm;对于热节较大的铸件上部,采用铝冷铁激冷,使铸件形成从上到下的顺序凝固,最后凝固的为热节最大的横浇道。
根据上述缺陷分析,造成铸件缩松和裂纹的主要原因:①铸件凝固过程中增压压力不足。
②铸件浇注系统中内浇道较少,且分布不合理。
③热节较大部位冷铁激冷效果不好。
针对上述原因分析,主要采取以下措施来改善铸造质量。
(1)提高结壳速率,减少结壳时间,加大增压Ⅱ过程增压速率,使铸件得到充分补缩,防止铸件在凝固时因补缩不足引起的缩松、裂纹等缺陷。
优化参数见表3。
(2)改变铸件浇注系统内浇道分布,让内浇道位置处于铸件的热节部位和壁厚突变部位,同时增加内浇道数量和尺寸,使单位时间内铸件的进铝量增加,以起到更好的补缩作用。
将内浇道数量增加为45个,其中内浇口A为37个,大端截面尺寸为60mm×20mm,小端截面尺寸为60mm×12mm。
内浇道B为8个,大端
截面尺寸为120mm×20mm,小端截面尺寸为120mm×12mm,高度均为
40mm。
如图5所示。
(3)原铸件热节较大部位和壁厚较厚部位的冷铁为厚度15mm的铝合金冷铁,
换成厚度为15mm的钢质冷铁,激冷效果更好,使铸件远离浇口和不容易补缩的部位先凝固,从而使铸件整体的凝固符合顺序凝固原则。
按照优化改进后的工艺方案生产出的铸件如图6所示,外观
质量良好。
经X射线检测,铸件本体未见缩松、裂纹等缺陷,铸件尺寸及内部质
量要求均满足设计要求。
通过对该铸件产生缩松、裂纹等缺陷进行分析,在原工艺的基础上加大了铸件凝固时铸件型腔的压力,增加了单位时间内的铝液进入量,使铸件凝固时得到充分补缩,对铸件不易补缩部位采取更好的激冷措施,能够有效地解决铸件厚大部位和壁厚突变等区域缩松、裂纹等缺陷,从而可大幅提高铸件的产品质量。
【相关文献】
[1] 李宏英,赵志成. 铸造工艺设计[M].北京:机械工业出版社,2006.
[2] 董秀琦.低压及差压铸造理论与实践 [M].北京:机械工业出版社,2003.
[3] 郭忠民,陈大胜. 薄壁复杂铝合金铸件低压铸造工艺实践[J].压铸,2007,28(7):62-64.
[4] 范金龙,低压铸造液面加压控制[D].长春:吉林大学,20011.
[5] 毛卫民,赵新兵. 金属的再结晶与晶粒长大[M].北京:冶金工业出版社,1994.。