工艺流程图与质量控制点(doc 8页)
工艺流程的控制
过程控制(Process Control)随着作为销售市场上具有战略地位的英特网和电子商务的迅猛发展,OEM面临一个日趋激烈的竞争形势,产品开发和到位市场的时机正在戏剧性的缩短,边际利润的压力事实上已有增加。
同时合约加工商(CM)发现客户要求在增加:生产必须具有资格并持有执照,产品上的电子元件必需有效用和有可追溯性。
这样,文件的存档已成为必不可少的了。
史帝夫.斯柯华兹和费萨尔.番迪(美)当今,成功的制造商已经消除了其所需的人员与信息之间的时间和距离。
管理更加紧密地与运作相连,反过来,运作人员在相互之间和与设备之间更加紧密地相联系。
如果存在一个21世纪的成功电子制造商的定义特征,那就是准确控制、评估和改进其工艺过程的能力。
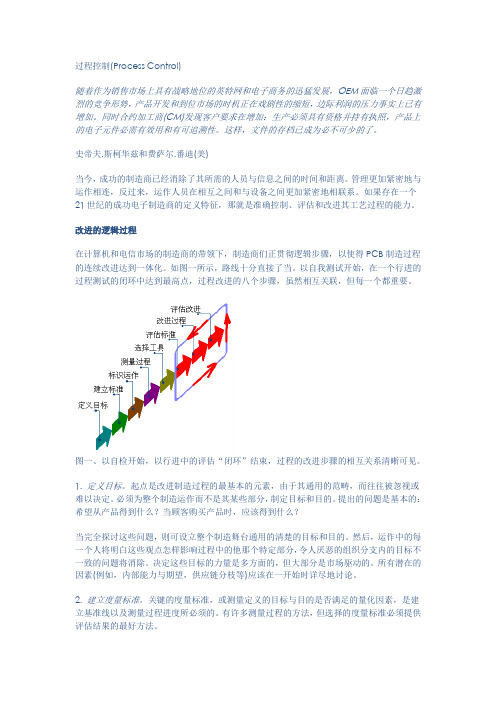
改进的逻辑过程在计算机和电信市场的制造商的带领下,制造商们正贯彻逻辑步骤,以使得PCB制造过程的连续改进达到一体化。
如图一所示,路线十分直接了当。
以自我测试开始,在一个行进的过程测试的闭环中达到最高点,过程改进的八个步骤,虽然相互关联,但每一个都重要。
图一、以自检开始,以行进中的评估“闭环”结束,过程的改进步骤的相互关系清晰可见。
1.定义目标。
起点是改进制造过程的最基本的元素,由于其通用的范畴,而往往被忽视或难以决定。
必须为整个制造运作而不是其某些部分,制定目标和目的。
提出的问题是基本的:希望从产品得到什么?当顾客购买产品时,应该得到什么?当完全探讨这些问题,则可设立整个制造舞台通用的清楚的目标和目的。
然后,运作中的每一个人将明白这些观点怎样影响过程中的他那个特定部分,令人厌恶的组织分支内的目标不一致的问题将消除。
决定这些目标的力量是多方面的,但大部分是市场驱动的。
所有潜在的因素(例如,内部能力与期望,供应链分枝等)应该在一开始时详尽地讨论。
2. 建立度量标准。
关键的度量标准,或测量定义的目标与目的是否满足的量化因素,是建立基准线以及测量过程进度所必须的。
有许多测量过程的方法,但选择的度量标准必须提供评估结果的最好方法。
胶囊剂片剂工艺流程图

沸腾床
温度、滤袋完好、清洁度
随时/班
压片
片子
平均片重
1次/30分钟
片重差异
1次/2小时
崩解时限
1次/30分钟
硬度、脆碎度
1次以上外观ຫໍສະໝຸດ 随时/班含量、均匀度、溶出度(指规定品种)
每批
包衣
包衣片
外观
随时/班
崩解时限
定时/班
包装
瓶子
清洁度
每批
在包装品
装量、封口、瓶签、填充物
随时/班
装盒
数量、说明书、标签
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
二、硬胶囊剂
本公司拥有药品批准文号的硬胶囊剂产品共5种,其工艺流程图如下:
硬胶囊剂主要过程控制点及控制项目:
工序
质量控制点
质量控制项目
频次
粉碎
原辅料
异物
每批
粉碎过筛
细度、异物
每批
配料
投料
品种、数量
1次/班
制粒
颗粒
粘合剂浓度、温度
1次/批、班
含量、水分
筛网
使用前后
烘干
烘箱
温度、时间、清洁度
随时/班
沸腾床
温度
随时/班
滤袋完好、清洁度
每批
灌装
硬胶囊
温度、湿度
随时/班
平均装量
1次/30分钟
装量差异
1次/1小时
造纸生产流程

造纸生产流程图造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。
其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。
造纸工艺流程图如下所示:网部:网部的主要任务是在尽量保留浆料的前提下,使纸料脱除水分,形成纸页。
纸料在纸机网部脱水的同时,纤维逐步沉积到网上,要求纤维(包括填料等辅料)均匀分散,纵横交错,使全幅纸页的定量、厚度、匀度等均匀一致,为形成一张质量良好的纸张打好基础。
网部脱水的三个阶段:第一段是上网段:自喷浆着网点起至成形板为止。
为了形成均匀的纸页,这一段要求控制浆料是分散均匀的纤维悬浮液,并且网面上的自由液面尽量减少大的波动,力求比较平稳。
第二段是成形脱水段:这一段位置大体自成形板后至吸水箱前。
前段约1/3称为成形区,需要给浆料以一定的湍动,脱水速率不宜太大,以有利于均匀成形;后段约2/3则为脱水区,此时纸页已基本形成,可以大量脱水。
控制这两区的脱水速率和脱水量主要在脱水元件结构的选择。
观察网面,在成形区还有湍动的微波,而到脱水区则呈现平稳的“镜面”。
脱出的白水浓度较高,称为高浓白水,回用于纸机前稀释浆料。
第三段是高压差脱水段:由真空箱脱水和真空伏辊脱水两部分组成。
由于纸页已经成形,可以用较高压差的真空抽吸进行静态脱水,到伏辊后,湿纸页干度可以提高到16~22%,已具有一定的湿强度和紧度。
这一段脱水量约占10~25%,但白水浓度较低,称为低浓白水。
网面上的“镜面”在经过前几个(2~3个)吸水箱后消失,此时在网面应当出现一条整齐的横向界线,一般称为“水线”,此时纸页干度约7%左右。
由水线位置和形状(是否整齐),可以判断网上脱水和纵横定量均匀状况,如水线前后串动太强,则需进行调节。
⏹网部的脱水元件包括成形板、刮水板、低湿箱、弧型刮水箱、上成型器、高真空箱、伏辊。
工艺流程图关键控制参数

生产工艺流程图原水增压泵 NaHSO 4计量泵ST 计量泵 NaoH 计量泵纯水增压器备注:△——关键控制点1、原水、管道及设备的维护及清洗消毒:生产用水符合GB5749—2006《生活饮用水》标准要求;电导率<600us/cm。
管道CIP清洗。
2、包装桶(盖)的清洗消毒:用 10% 二氧化氯消毒液浸泡30 min,用杀菌过的纯净水反复冲洗两次。
3、杀菌设施的控制和杀菌效果所得监测:①紫外线杀菌消毒开启紫外线杀菌灯(波长240—280㎜、相对湿度为 60% 以下)对生产车间、更衣洗手间杀菌30 min,鞋靴消毒池到入10% 二氧化氯消毒液,同时用10% 二氧化氯消毒液对车间进行熏蒸。
4、纯净水生产去离子净化设备控制和净化程度的监测:阳、阳离子树脂过滤:除氟、非金属元素、除钙、镁离子;连续运行PH范围(2~11),短时间清洗PH 范围(1~12,30min),最大给水流量 85gpm(19L/h);最大给水污染指数SD15,游离氯容忍量cL<0.1ppm。
5、灌装车间环境卫生和洁净度的控制:产品灌装前半小时开启灌装车间净化设施1.5~2小时,使车间空气洁净度10000级,灌装口100级。
用10% 二氧化氯消毒液对车间地面进行消毒和熏蒸;同时,控制臭氧浓度在0.2~0.4mg/L。
6、包装桶(盖)的质量控制:在灌装前30分钟,用 10% 二氧化氯消毒液浸泡30 min,用杀菌过的纯净水冲洗后立即送入灌装车间。
7、消毒剂的选择和使用选择:用过氧乙酸或高纯型二氧化氯。
使用:0.3%的过氧乙酸浸泡消毒15分钟或10%高纯型二氧化氯浸泡消毒30分钟后方可使用。
8、操作人员的卫生管理:按GB14881《食品企业通用卫生规范》和本厂质量管理手册卫生管理制度执行。
工艺文件参数
工艺文件B版编审:批准:发布时期:实施日期:发放编号:章节号:版本号:目录序号制度名称页码1 工艺流程图 12 印刷作业指导书 23 覆膜作业指导书74 模切成型指导书115 关键质量控制点管理措施136 产品检验管理制度187 主要原材料进货检验规程218 过程检验规程239 成品检验规程2410 更改记录26艺流程图原料验收→切纸→印刷→(*关键控制点)→覆膜(*关键控制点)→裱糊→模切→成型(*关键控制点)→消毒(*关键控制点)→包装→检验→入库关键控制点控制参数:印刷:工作场所温度控制在: 25土10C,湿度为55+10%RH 印速: 30~ 100转/分覆膜:工作场所温度控制在: 25土10C,湿度为55+10%RH覆膜速度: 20士5m/min;辊温: 110土20°C;压力: 14土4MPa成型:工作场所温度控制在: 15°C以上,湿度为65%RH以下压合时间10士2s消毒: 3~10月,消毒时间≥3小时11~2月,消毒时间≥2小时-1-印刷作业指导书为有效提高包装纸箱的印刷品质、提升生产效率、减少损耗,最重要的一点,就是规范化、标准化作业。
以目前使用最多机器组成(切纸机、印刷机、覆膜机、模切机、)为基准,就包装纸箱印刷的班前准备、班中生产、印后工作、安全四个个方面如何进行印刷的规范性作业。
班前准备■交班班长上班应提前10分钟进入工作区域,其它上班人员提前10分钟进入工作区域,与上一班人员交接。
班长应首先进行交班,了解机台运作情况,再向组长了解生产计划的安排。
主要如下:●向上一班班长了解机器运行情况、生产计划完成情况、下一订单的油墨、印版、模具准备情况;●向组长了解生产计划的安排,紧急订单的处理;●机合其它人员均应向上一班同岗位人员了解当前运行订单名称,总数量、已运行数量及剩余数量检查自已工作区域的环境,设备状态,并根据不同岗位再交接以下内容:●备纸人员了解剩余纸板的数量及堆放位置,油墨的准备情况;●抽检人员了解当前订单检查时出现的问题点,需要控制的重点:注备:如上一班人员休息,机台长应向组长了解生产计划的安排和紧急订单的处理,并开启主电机。
茶叶工艺流程图及关键工序

广西金秀瑶族自治县新元茶业有限公司茶叶生产工艺技术规程(绿茶、红茶)编制:李*批准:李**2012年08月01日及关键质量控制点1 绿茶生产工艺流程图:注:关键工序控图中带 为关键质量控制点。
新鲜茶叶验收 干燥(80~100℃)60分钟包装及关键质量控制点2 生产工艺流程图:注:关键工序控图中带 为关键质量控制点。
新鲜茶叶验收 干燥(80~100℃)60分钟包装 发酵生产工艺岗位操作法一、茶青质量标准和验收规则(关键质量控制点)1 茶青验收标准茶青指用于加工茶叶的鲜叶,俗称茶青。
主要指嫩度、匀度、净度和新鲜度四个方面评判。
1.1 嫩度:嫩度是衡量鲜叶质量的重要因素,也是制度级别的重要指标。
1.2 匀度:匀度是指同一批采摘下的茶青均匀一致程度。
1.3 净度:净度是指鲜叶中夹杂杂物的含量。
包括茶类和非茶类。
凡含有非茶类夹杂物的均判定为不合格原料。
1.4 新鲜度:新鲜度是指茶青离开茶树母休后,其理化性状变化的程度。
但凡有变色、发烧的的状况,均判定为不合格原料。
2 验收和分级标准2.1 进厂的茶青由专门质检员进行验收,根据其品种、老嫩度、匀净度、新鲜度等外观进行定级,然后嗅其气味是否正常,正常的茶青气味新鲜、无异味。
然后称重、登记、归堆、分别摊放。
对混入非茶类杂物或因发烧红变等状况的均不合格品处理,拒绝接收,更不能有残留农药异味。
如混杂有茶果、老叶等杂物,就地剔除。
2.2 等级标准:1级:鲜叶长度在1.5厘米,叶质柔软,叶面呈半展开状,匀齐,色绿、新鲜、净度好。
2级:鲜叶长度在2-2.5厘米之间,叶质尚柔软、叶面呈半展开状,匀齐、色绿、新鲜、净度好。
3级:叶质尚柔软、叶面呈展开状,尚匀,色绿稍深、新鲜、净度尚好。
4级:叶质稍硬,驻芽稍多,尚匀,色深绿,新鲜,净度稍好,含有老叶。
5级:叶质较硬,驻芽多,单片叶多,欠匀齐,色深绿稍暗,新鲜,有老叶。
3 茶青采收及运送方法盛装茶青的器具必须洁净,以有孔眼通风良好的竹制篓筐为好,切忌用布袋、塑料袋等软包装和不卫生、有异味的器具装运。
植物蛋白饮料工艺流程图及关键控制点

植物蛋白饮料工艺流程图及关键质量控制点
一、工艺流程图:
二、关键质量控制点主要工艺设备及控制要点:
(一)、※项为关键控制点
(二)、关键控制点工艺设备及控制参数
1、原料预处理工序设备及控制参数:
(1)设备:胶体磨
(2)工艺参数:胶体磨磨片间隙15~25微米。
2、调配工序设备及控制参数:
(1)磅称:最大量程:100kg、精度等级:0.1kg
(2)电子计价秤:最大量程:10kg、精度等级:0.05kg (3)乳化罐:公称容积:2000L,剪切转速:1200r/min。
(4)辅料称量精度要求±0.1kg,食品添加剂称量精度要求±0.05kg。
3、均质工序设备及控制参数:
(1)高压均质机:电机功率:75KW,额定压力:40MPa,额定流量:4000L/h。
(2)均质温度,≤80℃,均质压力:40MPa。
4、灌装工序设备及控制参数:
(1)灌装设备:全自动易拉罐灌装封口机
(2)工艺参数:灌装速度:250罐/分钟,灌装温度≥85℃,灌装容量≤±5.0g。
5、杀菌工序设备及控制参数:
(1)杀菌设备:高温杀菌釜
(2)工艺参数
杀菌压力:0.12~0.15Mpa,杀菌温度:123~125℃,杀菌时间:升温段8~10分钟,保温段25~30分钟,降温段15~20分钟。
1。
某中药厂中药材工艺流程
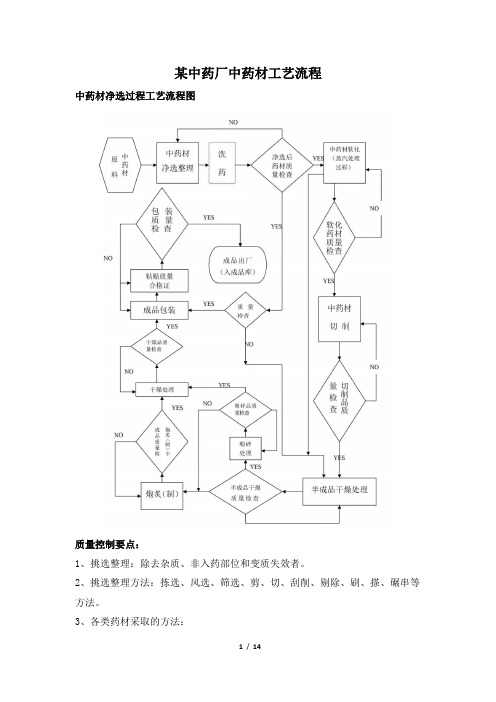
某中药厂中药材工艺流程中药材净选过程工艺流程图质量控制要点:1、挑选整理:除去杂质、非入药部位和变质失效者。
2、挑选整理方法:拣选、风选、筛选、剪、切、刮削、剔除、刷、搽、碾串等方法。
3、各类药材采取的方法:根及根茎类:拣选、剪、切、刮、剔除、刷等方法;种子果实类:风选、筛选、碾串等方法;全草类:拣选、剪等方法;花叶类:拣选、剪、切等方法;皮类(茎皮及根皮):拣选、剪、切、剔除、搽、刷等方法;藤(茎)木类:切、刮、剪等方法;树脂类:拣选、剔除、刮等方法;菌藻类:拣选、刷、刮等方法;动物类:剪、切、刮、搽、刷等方法;矿物类:剔除、刮、搽碾、串等方法4、洗药:洗涤至无泥沙、无其它杂质为止5、质量要求:经挑选整理后的药材必须分档加工,无伪品,无虫蛀、霉变、走油变色,无杂质。
质量指标:1、根、根茎、藤木、叶、花、皮类,泥砂和非药用部位等杂质不得超过2%。
2、果实、种子类,泥砂和非药用部位等杂质不得超过3%。
3、全草类,不允许有非药用部位,泥砂等杂质不得超过3%。
4、动物类,附着物、腐肉和非药用部位等杂质不得超过2%,5、矿物类,夹石、非药用部位等杂质不得超过2%。
6、菌藻类,杂质不得超过3%。
7、树脂类,杂质不得超过3%。
8、需去毛、刺的药材,其未去净茸毛和硬刺的药材不得超过1%。
检查方法:取定量样品,过二号或三号筛筛净灰屑,拣出非药用部位等杂质,合并称重计算。
中药材软化(水处理)过程生产工艺流程图质量控制要点:1、分档:中药材在水处理过程中,应按大小、粗细、软硬程度等分别处理,注意掌握气温、水量、时间等条件。
除必须浸泡者外,一般都应坚持“少泡对润”、“药透汁尽”的原则。
2、水处理方法:喷淋、淘洗、浸泡、漂洗、润渍等方法。
根及根茎类:质地较硬的根及根茎类药材多采用淘洗、浸泡、漂洗等方法;质地软的根及根茎类药材多采用喷淋、润渍等方法;种子果实类:喷淋、淘洗等方法;全草类:喷淋、淘洗等方法;叶类:喷淋、淘洗等方法;皮类(茎皮及根皮):喷淋、淘洗等方法;藤(茎)木类:浸泡、漂洗、润渍等方法;菌藻类:喷淋、略漂洗等方法,冬虫夏草不宜用液体处理;动物类:漂洗、浸泡、润渍等方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低温贮罐
K
低温液体泵
汽化器
待充气瓶
K
合 格
汇流排
K
气瓶充装
K
化验
K合
格
库存
不合格
放空、烘干
气瓶检验站
K
合 格
抽真空、置换
合K
格
(2)二氧化碳充装工艺流程图及质量控制点
二氧化碳储罐
K
低温液体泵
汇流排
K
气瓶充装
返回待充气瓶
K合
格
检验气瓶
K合
格
K
检斤 化验
不 足 超重 放至规定重量
不合格
液体放空
K合
格
抽真空、置换
检验后气 瓶
处理后新 气瓶
气瓶充装安全质量控制体系图
报废
气瓶相 关处理
气瓶检 验站检
验
收发员 记录
检验员 充装前 检查
充装工 充装过 程检查
检验员 充装后
检查
质检员 分析化
验
返回空瓶
客户使 用反馈
门卫检 查核对 放行
收发员 发出气 瓶记录
收发员 入库存
放
充装工艺流程图
(1)氧气、氮气、氩气充装工艺流程图及质量控制点
K
入库
(3)二氧化碳-氩气充装工艺流程图及质量控制点
液氩储罐 K
低温液体泵
待充气瓶 K合 格
检验气瓶 K合 格
汽化器
汇流排 K
气瓶一次充装
瓶装二氧化碳气
K
气瓶二次充装
K
不合格
化验
合
K
格
入库
放空
合 格K 抽真空、置换
(4)丙烯(丙烷)充装工艺流程图及质量控制点
低温液化气储罐 K
低温液化气泵
汇流排
待充气瓶 K
合 格
气瓶检验站 K
合 格
气瓶充装 K
检斤 合K 格化验源自不足合格超重
液体回收
不合格 液体回收
K 置换
K 合格 库存