TBA22利乐无菌砖灌装机操作初学者
利乐枕灌装机操作规程乳业有限公司

利乐枕灌装机操作规程1目的为了规范人员操作,强化质量控制意识,建立预防性质量管理体系。
2范围适用于生产、技术管理人员,品控人员及利乐枕操作员。
3工作程序3.1双氧水的涂抹(耗量)控制3.1.1影响双氧水涂抹(耗量)的因素:a、湿润滚轮与相对滚轮间的间隙(决定涂抹量,可调)243ml:0.50mm 486ml:0.55mm (为基本设定,依实际情况可适当增加)b、湿润滚轮、相对滚轮、挤压滚轮无机械损伤,转动自如。
c、双氧水温度应严格控制在30°C以下,最佳温度为20°C左右。
双氧水温度受到其冷却水流量(或温度)和环境温度及气流的影响。
如果温度升高,会使包材涂抹后双氧水挥发加快,部分双氧水损耗,实际进入无菌区之双氧水降低,影响灭菌效果,在包材暴露部分,不应有直接吹动的气流,注意空调与排风气流,以免耗量失控(控制冷却水温度及进入双氧水槽内冷却水的流量,可调)。
d、湿润剂PSM的添加量双氧水在使用前应添加一定比例的PSM,严格控制在0.3%,使用15-20ml塑料针管(去掉针头),按精确量将PSM注射入H2O2桶,但保持针管清洁,配制后须混合充分,保证内部液体晃动均匀,有可见气泡产生,待气泡消失后方可投入使用。
添加目的是为了改变双氧水在包材膜上的表面张力,便于涂抹。
e、纸路运行的影响生产中应保证纸路运行平稳,使涂抹均一。
主要控制点:(1)纸路上各滚轮运转自如(2)进双氧水槽前引导滚轮、挤压滚轮水平性(3)上下灌注管的位置3.1.2双氧水耗量控制双氧水耗量直接影响包材的灭菌效果,生产中应严格加以控制。
243ml机型:≥260ml/h 486ml机型:≥290ml/h此标准依设备实际运行环境和使用情况制定,生产中需考虑检测产品内双氧水残留(<0.5ppm)。
3.1.3双氧水浓度控制生产用双氧水浓度应控制在30-50%,最佳范围35-40%。
(1)添加前后都应测其浓度(2)确保双氧水在配制和使用中不被污染(3)生产开始前半小时内必须要检测双氧水浓度3.1.4双氧水计量法1:空H2O2桶在每班生产前,使用1000ml标准量筒添加H2O2,生产中视需要随时再以每1000ml为单位补加;班后将剩余H2O2量称后,结合运转时间,计算当班次H2O2耗量(ml/小时)。
利乐TBA22机培训手册

35 Valve - draining peroxide bath 排空双氧水槽阀 36 Filter过滤器 37 Peroxide pump 双氧水泵 38 Peroxide tank 双氧水缸 39 Valve - refilling peroxide双氧水回收阀 40 Peroxide container 双氧水桶 41 Safety cap 安全帽 42 Diluting tank稀释缸 46 Filter - spray tank喷雾缸过滤器 47 Spray tank 花洒缸 49 Pressure switch presterilization预热压力转换开关 50 Air superheater temp. 空气加热器温度探针 51 Presterilization temp. 预热温度探针 55 Level sensor - water bath 水槽液位传感器 56 Level sensor - peroxide bath 双氧水槽液位传感 57 Water bath temp. 水槽温度探针 58 Peroxide bath temp. 双氧水槽温度探针 59 Level sensors - peroxide tank 双氧水缸液位传感 60 Peroxide tank temp. 双氧水缸温度探针 62 Heat exchanger temp. 热交换器温度探针 C Venting valve 排空阀 B Automatic filling valve 自动补充阀
利乐TBA22简单培训
维修技术人员 机器操作人员
无菌系统 夹爪、终端系统 AS25-14:00-17:30 ② 夹爪、终端系统…2008-07-04-14:00-17:30 ③ ASU与贴条仓……..2008-07-11-14:00-17:30
UHT品控员试题答案

UHT品控员2021年终考试试题一、填空:1、过氧化氢〔双氧水〕的三大特性是〔腐蚀性〕、〔氧化性〕、〔挥发性〕。
H202在牛奶中的残留值是小于等于_,包材内壁残留。
2、消毒包装材料的消毒液含有〔30-50%〕的双氧水。
3、无菌空气压力在生产时设为〔〕KPA左右,在冷却时确保不低于〔1〕KPA4、当有时机碰到消毒液时,需穿戴〔防护服、防护手套、防护眼镜〕5、封合质量依靠〔封合温度、封合压力、封合时间〕6、最终清洗时,A阀〔关〕,B阀〔开〕,C阀〔开〕7、抱纸车的压力是〔250〕kpa,包材车最大〔2000〕N。
8、现场品控员从生产开场,每两小时对灭菌温度、冷却温度、均质压力、灭菌温度与热水温度之温差进展一次检查,必要时应加强检查。
9、品控员每班严格监控各工段升温前的检查:包括管线连接、卫生要求、双氧水浓度测定、标准操作情况。
10、TBA22周保养用压缩空气清洁封带附贴器装置,用纱布清洁封带附贴器所有滚轮和加热装置,用酒精消毒。
用纱布清洁 ASU中所有滚轮及包材支架,用酒精消毒。
11、检查夹爪系统:用摇柄顺时针摇动机器检查夹爪及拉耳的清洁及完好性。
检查压力胶条是否磨损压力胶条必须至少突出压力杆 1 毫米,否则更换新胶条。
12、巴氏杀菌温85-91°C均质压力16-20mpa均质温度60-85°C保温时间15S片式出口温度小于等于4°C.储存温度小于等于6°C。
13、超高温牛奶灭菌温度_135-139保温时间4S物料出口温度10-40无菌罐杀菌温度大于等于125保持__30__分。
14、在超高温灭菌工序设置质控点,主要控制工程超高温杀菌温度因为它将影响产品微生物指标,灌装封合工序主要控制项因为横封温度纵封温度贴条温度因为它将影响产品货架期.15、设备每两周冷消毒一次。
冷消毒液名称过氧乙酸浓度0.17-0.25%。
16、品控员每班严格监控各段升温前检查管线连接、设备卫生、清洗效果、双氧水浓度.17、清洗方式AIC、CIP.18、装箱后产品不允许有磨包、漏包、缺包、掉管、掉盖、无日期及内外日期不符、湿箱等现象。
利乐包装机操作规范
推荐:利乐Tetra Park Fino /3型包装机操作规范一、目的为保证机器设备的无菌环境,使产品达到标准的要求,特推荐本操作规范。
二、范围本操作规程规定了Tetra Park Fino /3型包装机的开机前的准备工作、消毒、准备生产、生产、清洗、周保养以及故障处理的操作规程。
三、内容(一)开机前的准备工作1、仔细阅读生产计划,了解当班所要生产的品种以及生产批次。
2、换上所对应的包材,并将包材拉至夹爪处。
3、检查双氧水槽是否清洁、双氧水系统各滚轮轴承是否完好。
并关闭双氧水排放阀。
4、将贴条附粘在包材的边上,并合上SA压力轮;检查SA喷嘴上有无附着物。
5、检查LS喷嘴上有无附着物,纵封挤压轮(小白轮)是否有磨损、位置是否正确;相对轮是否运转自如。
并裹上包材,压上下成型环。
6、检查无菌空气管波纹管的密封圈是否完好,连接管道并紧固;检查产品管是否紧固。
7、检查上灌注管销槽、插销是否有磨损、损伤、变形;下灌注管各连接销、蝶阀是否有磨损和卡塞、安装是否正确;并连接好下灌注管。
8、检查扣钩弹簧、横封感应棒是否完好,横封胶条是否老化;查看切刀弹簧的使用时间,检查并及时更换。
9、认真配制检测双氧水(不低于35%),按3‰加入润湿剂并及时准确的作好记录。
注意:双氧水对皮肤有腐蚀的危险!配置和使用时,请穿戴好防护用品。
10、"开启水、电、压缩空气、蒸汽,并观察是否正常(水压:0."3—0."6MPa;压缩空气压力:0."6—0."7 MPa;蒸汽压力:200--300 MPa)。
(二)升温消毒目的:生产之前使产品管路处于无菌状态。
包括从A阀到下灌注管的管道和设备。
方法:280度的无菌风对产品管路吹30分钟,然后再冷却下来。
附图。
1、预热。
(无菌空气系统开始工作:水环压缩机运行、双氧水泵工作、主加热器开、SA、LS加热器开、润滑泵开。
目的:使SA、LS加热器的温度升高,来加热包材的两个边,以便封管)2、封管。
利乐无菌罐操作规程

利乐无菌罐操作规程杭州娃哈哈集团公司设备操作保养制度设备名称:TETRAALSAFE无菌罐A·操作制度一.操作者要求操作者必须为高中或中专以上学历,有基本的工艺学知识,经分公司操作培训考核并报经设备工程部认可备案后,方可上岗。
维修人员必须是有两年以上维修经验,能读懂机械图纸,经设备工程部培训考核后,方可上岗。
二.操作规程(一)开机前检查1.检查机器部件是否缺少(维护作业后漏装)2.检查机器的内外部环境,确认机器整洁3.检查水、电供应:●自来水压:3bar●纯水水压:3bar●冰水水压:3bar●蒸汽压力:≥6bar4.检查下列部分的油位在规定油位线以上●曲轴箱●减速箱●液压单元准备a)检查下游设备(包装机)已经准备好可供杀菌b)检查所有需要连接的转接板连接是否正确c)打开压缩空气、蒸汽和水进行供应。
检查压力表显示是否正确d)接通操作面板上的主电源开关e)按下Lamptest(灯测试)按钮并检查所有的指示灯为常量f)检查CIPg)检查Lowlevel低液位h)检查所有的手动/自动开关都处于自动档i)打开主开关(控制和电机)j)检查Readyforfilling以闪烁光指示这说明所有的条件都已经具备了操作内容:●启动无菌罐●停止●搅拌●排空●罐子压力启动无菌罐CAUTION!如果有人员处于危险区域,请勿启动机器1a开始杀菌——启动一自动程序1b在杀菌过程中,将显示步号和实际的程序步杀菌过程:—排污—增压—排污—加热—杀菌—冷却—排污1c完成杀菌后,显示Readyforfilling(准备灌装)1d当在进料后检测到产品时,则无菌罐开始进料。
在进料时,显示Filling(进料)1e当罐内液位超过低液位后,出料管就充满了产品。
显示Readyforemptying(准备排空)1f当停止向无菌罐供料时:—Filling(进料)显示消失—只要有产品在罐内,Readyforemptying(准备排空)便会一直显示Stop如果有必要,可按下Stop按钮停止下列功能:—杀菌—准备排空—CIP注意!△如果在加热(Heating)或杀菌(Sterilizing)程序步时按下停止(Stop),则无菌罐首先要进行冷却,然后才会停止运行△如果有产品在罐内,不能进行停止(Stop)操作搅拌按搅拌按钮启动或停止搅拌功能。
TBA22(050V)灌装机设备结构及工作原理
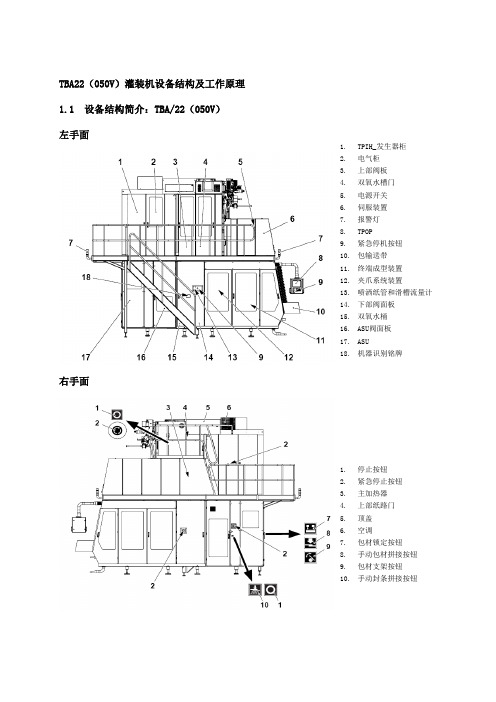
TBA22(050V)灌装机设备结构及工作原理1.1 设备结构简介:TBA/22(050V)左手面右手面1.TPIH_发生器柜2.电气柜3.上部阀板4.双氧水槽门5.电源开关6.伺服装置7.报警灯8.TPOP9.紧急停机按钮10.包输送带11.终端成型装置12.夹爪系统装置13.喷洒纸管和滑槽流量计14.下部阀面板15.双氧水桶16.ASU阀面板17.ASU18.机器识别铭牌1.停止按钮2.紧急停止按钮3.主加热器4.上部纸路门5.顶盖6.空调7.包材锁定按钮8.手动包材拼接按钮9.包材支架按钮10.手动封条拼接按钮3.1.1操作屏介绍3.1.2程序步骤介绍1.TPOP重置2.灯测试3.紧急停机4.手动冲洒终端成型和夹爪5.排包按钮6.手动排废包输送带7.程序下8.程序上9.夹爪系统寸动10.终端成型寸动11.终端成型寸动快/慢选择开关12.程序步骤1.零步骤2.准备3.管封4.预热5.喷雾6.干燥7.与消毒机互相交换讯号8.摺角加热器9.马达起动10.生产11.生产结束12.排空13.无菌仓门14.外部清洗15.CIP清洗16.吹管3.1.3 阀板结构介绍 上部阀板下部阀板1. 右下折角密封气压表2. 左下折角密封气压表3. 左顶折角密封气压表4. 右顶折角密封气压表5. 滑槽气压表6. 图案校正电眼保护气压表 1. 钟摆滚筒气压表 2. 挤压滚轮气压表 3. 调节阀防冷凝水气压表4. 双氧水喷雾气压表3.1.4伺服单元结构介绍1. TS右面冷却水流量表2. TS左面冷却水流量表1. 终端成型冷却水流量表4. LS变压器冷却水流量表5. DI_环路流量表6. 封条附贴器变压器冷却水流量表7. 冰水压力表8. 外部清洗液压力9. 水阀10. 主空气压力调节手柄11. 主压缩空气气压表12. 供气阀11. 主电源开关14. 清洗液箱15. 外部清洗压力表16. 外部清洗阀17. 水过滤器18. 冷水压力表19. 冰水重注阀3.2设备工作原理介绍水环式压缩机、洗擦器、汽水分离器、主加热器、雾化器、无菌室、双氧水槽、A/B/C阀组功能:建立并维持无菌环境原理:a.空气通过进气阀进气进入洗擦器净化,气体再进入水环式压缩机增压然后进入水气分离器进行水和气的分离,,出来的气体再进入主空气加热器进行高温加热,然后通过热交换阀、预热阀,进入无菌仓,再回到洗擦器形成环路b.再预热3时预热阀温度达到280℃,喷雾杯内打满100ml的H2O2用压缩气打到喷嘴进行雾化再喷到无菌仓利用H2O2进行灭菌,从而形成无菌环境c.无菌环境是靠正压来维持的双氧水罐、双氧水桶、双氧水槽、水浴循环泵、双氧水泵、喷雾杯、压力缓冲罐、热水泵、热交换器功能:a、包材灭菌b、无菌系统灭菌原理:a.加热器对循环水浴加热,双氧水通过板换与热水进行热交换,使双氧水达到设定温度,包材经过双氧水槽实现灭菌b.双氧水在压缩空气压力下与高温热空气混合,经雾化器使双氧水雾化,达到无菌系统灭菌灌注系统主要部件:灌注管、调节阀、TMCC卡、浮筒、液位传感器、Array U/P转换阀功能:提供稳定料液原理:液位传感器检测到磁性浮筒的位置,液位传感器给液位调节(TMCC)一个信号,液位调节卡凭此信号输出一个电信号给U/P转换阀,U/P转换阀将此电流信号转换成气压来控制调节阀的开度,控制纸管内牛奶液位。
食品科学技术:食品包装考试题三
食品科学技术:食品包装考试题三1、填空题滑槽动作不灵活时,会引起终端()。
正确答案:堵包2、问答题简述升温时所需要的条件.正确答案:CIP必须结束、蒸汽压力、冷却水、压缩空气、包材、pp条.3、问答题论述(江南博哥)安装角度编码器的过程?正确答案:按顺序依次把编码器的线接好,安装好齿轮,摇动夹爪零位块刚触发夹爪零位电眼,转动编码器使角度显示器显示200度,安装编码器使其齿轮于夹爪联动齿轮连接,拧紧螺栓锁住编码器。
检查显示器显示任然200度。
4、填空题在TBA22中TBA表示()。
正确答案:利乐无菌砖5、多选包材拼接时纸路走空的原因()A、直线轴承坏B、送纸背压轮未压紧C、送纸马达传送皮带断正确答案:A, B, C6、填空题只有当()运转时才可以在TPOP上看到双氧水的浓度和温度。
正确答案:双氧水泵7、单选TBA/22水供应压力监测是()。
A、2.5kPAB、2kPAC、3kPAD、4kPA正确答案:B8、填空题双氧水浓度降低的原因主要是由于双氧水分解后()挥发太快造成的。
正确答案:O29、填空题在实际运行中,消弧线圈应避免出现()方式,以免出现()现象。
正确答案:全补偿;谐振10、多选醌类物质的氧化会造成茶叶的()变化。
A、香味B、颜色C、气味D、稳定性正确答案:B, C11、填空题TBA22A418卡控制()A419控制()A420控制()正确答案:图案效正;ASU;充填系统12、问答题简述吸管粘贴不良的原因。
正确答案:1)从灌装机上出来的包装盒形状不好2)热熔胶喷枪失灵3)挤压杆(箭头所指)没有碰到纸盒,叫技术人员调整.4)挤压杆相对于进料转轮位置不正确,叫技术人员调整5)热熔胶在挤压杆上6)热熔胶在输送链上或者驱动皮带以及导向臂上。
7)热熔胶的污染8)热熔胶的设定加热温度不正确9)热熔胶喷枪没有达到正确的工作压力10)吸管没有正确切割开.11)喷胶点的位置不在包装盒的对角线上。
12)包装传送速度不匹配。
TBA22(050V)灌装机设备的操作及维护作业指导书

TBA22(050V)灌装机设备的操作及维护作业指导书5.1操作步骤图5.2 TBA22操作5.2.1 接班检查序号 作业内容 图片作业方法作业标准1查看记录查看交接记录 a. 明确辅料交接数量 b. 了解设备运行情况2检查电源开关目测电源开关开启(无特殊情况设备不允许断电,如突然断电,需关闭灌装机电源,待正常供电后打开电源开关)电源位置(ON/1)开 3检查压缩空气压力目测压力表是否在正常范围内6.0-7.0bar(0.6-0.7MPa) 4检查冷却水压力目测冷却水压力0.3-0.45MPa5 打开蒸汽开关务必将蒸汽阀打开,检查有无漏汽现象蒸汽温度≥108℃5.2.2准备升温序号作业内容图片作业方法作业标准1 检查双氧水浓度用比重浓度法检测双氧水浓度双氧水桶:35-37%双氧水罐:30-50%2 检查缓冲罐压力目测缓冲罐压力>0.5bar3 操作屏试灯按动试灯按钮所有灯依次发光4 清零包装计数器按动清零按钮归零5 拆卸清洗杯手动拆下清洗杯6 准备包材确认纸仓内有足量包材可维持生产30分钟5.2.3升温序号 作业内容 图片作业方法作业标准1安装小白轮a. 安装前用酒精对手进行消毒b. 设备在“零步”时,分开成型环回到原位,才能安装小白轮a. 小白轮转动灵活b. 压力弹片,销座方向正确(小白轮销子卡簧在右侧)2安装下灌注管检查“O ”型圈是否完好,安装下灌注管并将销子卡紧,左右旋转检查上下灌注管间隙上下无松动,左右旋转角度不明显 6安装时注意不要碰到支承辊轮3 预热I 按动“程序上”按钮符号变为固定光4 穿纸将手用酒精消毒,打开顶部无菌室门,将包材从导曲辊筒的上面穿过无菌室正确穿过各辊筒(见图示)打开上无菌室门,将包材从导曲辊筒的上面向下穿过上成型环、可动成型环正确穿过各辊筒(见图示)打开中部无菌室门将包材穿过中部成型环、下成型环正确穿过各辊筒(见图示)分纸轮放入包材内表面,使包材的左边压右边纸管要对中关闭无菌室门并将扣钩锁紧,按报警复位按钮操作屏无报警点穿引包材至夹爪逆时针摇车拉出包材拉出包材1-2包包材分纸轮摇车方向5 确认纸路目测 如图示包材正确穿过各辊轮及成型环6贴内封条按图示穿引内封条并将内封条端头压在SA 压力滚轮下面SA :LS (6:4) 端头平齐刚好压住 7管封当管封信号闪烁时,按“程序上”按钮进行管封并检查纸路 无夹纸 8 管封检查取机器排出的最后一包对纵封、横封密封性进行检查封合良好,重叠度符合,内封条无跑偏,包装盒内外表面无划痕9 预热Ⅱ管封后按动“程序上”按钮进入预热步骤预热Ⅱ符号定光 检查纸管目测纸管在夹爪处有无拉破完好 10 喷雾当预消毒温度达到280℃,按动“程序上“开始喷雾(程序在10秒钟后自动开始)a. 气动马达监测电眼闪烁b. 喷雾压力为2.0barc. 无菌管道(室)、纸管无H 2O 2泄漏d. 无菌室玻璃上H 2O 2雾均匀分布8干燥a. 喷雾后烘干信号自动变为固定光b. 检查蒸汽温度 蒸汽温度: 120-130℃1.压缩机开始工作2.B阀开3.双氧水泵开始工作4.水循环泵开始工作5.填充双氧水电磁阀开始通电6.供水电磁阀开始工作1.主空气加热器开始加热2.预热阀在旁通位置3. B 阀在开位置1.预热阀在中间位置2. B 阀开位置喷雾填充阀打开灌注满喷雾杯后,喷雾电磁阀打开,将雾化的双氧水喷到无菌系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
利乐无菌砖灌装机操作初学者
1、利乐家族
(1)利乐设备的用途:是用于包装液体食品。
(2)利乐设备的制造商:
1)瑞典:利乐包装系统 AB Ruben Rausings yata 22186 LUND 瑞典
2)意大利:利乐包装系统 S.P.A Via Decfinil 41100 MODENA 意大
利。
(3)利乐设备的发展史。
1)世界上最早在1952年引发利乐灌装机,3型机生产的是三角
包。
2)目前世界上使用的利乐灌装机型号有:TBA/8 TBA/19
TBA/21 TBA/22 TBA/3 TFA/3FINO
3)在世界上TBA/8型机占主导地位,有2800台,TBA/19型机占
第二位,有1400台,TBA/21、TBA/22一共有50台。
4)中国的第一台利乐灌装机是1979年由广州引进的。
5)伊利液态奶的第一台灌装机是1997年开始使用的。
2、灌装机的简单原理。
(1)灌装机的作用:包材灭菌
创造无菌环境进行包装。
(2)灌装机操作者的作用:操作机器,创造无菌环境并保持无菌环
境,让其生产出合格的产品。
3 、利乐灌装机操作过程
(1)清洗 1)清洗的两种方法 CIP和AIC
CIP:是就地清洗和自动清洗的缩语,也叫最终清洗,机器进行CIP时蒸气挡打开。
AIC:是中间清洗,机器进行AIC时,蒸气档不打开。
2)清洗过程:
①清洗过程是:凉水冲——碱洗——收碱——凉水冲——酸洗——收酸——凉水冲
②测清洗溶液:碱的浓度 20-25% 电导100-120ms 酸的浓度0.8-1.5% 电导70-90ms
③在控制屏上选择所用清洗机和清洗方法。
④清洗溶液流量不低于8000L/N
F6 主屏幕 F1选择清洗管线 F10确认 F1碱洗 F2酸洗 F3酸+碱 F4热水 F5冷水
(2)启机前的准备工作:
1)检查压力表、温度表位置是否正确
2)水、电、气是否已打开
3)上、下灌注管是否干净
4)各垫圈是否完好
5)各成型环和辊是否转动灵活
6)纸路、带材、内外膜是否正确
7)日期打印装置
8)双氧水浓度
9)各安全门和盖是否都已关上,管路是否正确
10)夹爪、终端成型系统
11)清洗液是否中性
12)打空是否有毛刺
13)润滑油、液位油油位是否正确
14)折痕位置
15)各液位
16)机头数归零
17)用脱脂棉浸泡浓度为75%的酒精擦无菌室和纵封小白轮(3)启机
预备 消毒后启动设备
1)启动 ①按“报警复位”按钮
观察:1)控制盘所有指示灯全灭
②按“程序上行”按钮
观察:1)“信号送至消毒机”灯持续闪烁
2)“信号来至消毒机”灯持续闪烁
3)“电机启动准备完毕”灯持续闪烁
10秒后放开“程序上行”按钮
4)当灌注时“正在灌注”指示灯发光
5)当设备与包装材料图案同步运行时,
“设备正在生产”指示灯发光 。
2)检查:①真空压力表
②带卷导向空气计量表
③顶盖喷射计量表
④气动拉条折叠计量表
⑤检查包装盒 不带PT 2盒
带PT 4盒
(4)启动后的检查工作
1)隔至少8小时查H2O2浓度
2)包装的各个部分检查
3)各液位、压力表是否在参数范围内
4)机器周围卫生
5)日期打印装置
6)包材、带材、内外膜的供应情况
7)控制板上有无报警点或其他
8)各流量计
9)各液位
10)墨油
11)纸路洒水
12)机器声音及其他
3、停机的五种方法
(1)紧急停机
1)按动紧急停机按钮,会使设备回零位,所有气缸停止活动,不关掉主电源开关
2)记住紧急停机按钮的位置,以便人受到危险或机器设备受到损害时,应能立即停机,回排空
(2)安全停机
1)在生产中,如果最后折叠器的盖、打印日期装置的盖以及任何一个侧门或无菌室的门被打开或曲柄转动开关被按动,机器马上会停止运转,这种停机叫安全停机
2)机器恢复“烘干”步骤
(3)暂停
停5分钟。
分钟后暂停按钮闪烁
按程序上再启动,按住按钮直至电机启动
如超过暂停时间,机器恢复烘干步骤
(4)正常停机
如果设备不能在40分钟内恢复生产,按动两次程序下停机,就叫正常停机
第二次按4秒钟
程序回排气步骤。
(5)完成生产停机
完成生产后 按动程序上 2分钟后
“排气”信号固定发光 5分钟后
“排气”完成信号闪烁
“完成”完成信号固定发光
按动程序上
“准备CIP”信号和“准备外部清洗”信号
发光,清洗、消毒为再生产作准被。
+。