2205双相不锈钢设备主要制造技术
2205双相不锈钢热处理工艺
2205双相不锈钢热处理工艺2205双相不锈钢热处理工艺一、引言2205双相不锈钢是一种具有优异耐蚀性和良好机械性能的材料。
为了进一步提高其性能,热处理工艺在制造过程中起着重要的作用。
本文将详细介绍2205双相不锈钢热处理工艺。
二、热处理的目的热处理是通过控制材料的加热和冷却过程,改变其组织和性能。
针对2205双相不锈钢,热处理的目的主要有以下几点:1.提高材料的硬度和强度;2.改善材料的耐腐蚀性;3.调整材料的组织,使其具备良好的韧性。
三、热处理方法热处理方法是指将材料加热到一定温度,保持一段时间后进行冷却的过程。
针对2205双相不锈钢,常用的热处理方法有以下几种:1. 固溶处理固溶处理是将材料加热到固溶温度,使固态溶解后冷却。
固溶处理能够提高材料的硬度和强度,使奥氏体和铁素体达到均匀分布。
2. 淬火处理淬火处理是将加热到固溶温度的材料迅速冷却。
淬火处理能够提高材料的硬度和强度,但会降低材料的韧性。
3. 固溶处理 + 冷镇淬火固溶处理后,通过冷镇淬火来增加材料的硬度和强度,并保持一定的韧性。
四、热处理参数的选择热处理参数的选择对于2205双相不锈钢的性能影响重大。
以下是一些常用的热处理参数选择建议:1.加热温度:一般选择在摄氏度之间,以保证奥氏体和铁素体达到均匀分布。
2.保温时间:取决于材料的厚度和要求的组织性能,一般在30分钟至2小时之间。
3.冷却速率:冷却速率越快,材料的硬度和强度越高,但韧性会降低。
冷却介质选择时,要考虑到工艺要求和材料的成本。
五、热处理后的性能与应用经过适当的热处理后,2205双相不锈钢具备较高的硬度、强度和耐腐蚀性,适用于各种要求高强度和耐腐蚀性的场合。
例如在化工、海洋工程和石油钻采业等领域得到广泛应用。
六、结论热处理工艺对于提高2205双相不锈钢的性能至关重要。
固溶处理、淬火处理以及固溶处理加冷镇淬火等方法,能够显著提高材料的硬度、强度和耐腐蚀性。
在选择热处理参数时,需要考虑到材料的要求和工艺的可行性。
双相不锈钢2205介绍

双相不锈钢2205(00Cr22Ni5Mo3N,S31803)介绍日期:2005-7-10 18:59:32来源: 点击:【推荐】【打印】【关闭】双相不锈钢2205的用途:用于炼油, 化肥,造纸,石油,化工等耐海水耐高温浓硝酸等的热交换器和冷淋器及器件。
双相不锈钢的主要代表牌号DSS一般可分为四类:低合金型--代表牌号是UNS S32304(23Cr-4Ni-0.1N)PREN值24~25中合金型--代表牌号是UNS S31803(22Cr-5Ni-3Mo-0.15N),PREN 值32~ 33高合金型--标准牌号有UNS S32550(25Cr-6Ni-3Mo-2Cu-0.2N),PREN 值38~39超级双相不锈钢型--标准牌号有UNS S32750(25Cr-7Ni-3.7Mo-0.3N),PREN值>40(※ PREN 耐孔蚀指数PREN=Cr%+3.3×Mo%+16×N%)低合金型UNS S32304不含钼, 在耐应力腐蚀方面可代替AISI304或316使用.中合金型UNS S31803的耐蚀性能介于AISI 316L和6%Mo+N奥氏体不锈钢之间.高合金型,一般含25%Cr,还含有钼和氮,有的还含有铜和钨,这类钢的耐蚀性能高于22%Cr的双相不锈钢.超级双相不锈钢型,含高钼和氮,有的也含钨和铜 , 可适用于苛刻的介质条件,具有良好的耐腐蚀与力学综合性能,可与超级奥氏体不锈钢相比美.代表牌号的主要化学成分━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━从表中可以看出: S 32205是由S31803派生出的钢种, 在ASTM A240/240M-99a标准中是在1999年才纳标的,它的Cr、Mo和N元素的区间都比较窄,容易达到相的平衡(即两相约各占一半), 改善了钢的强度,耐腐蚀性和焊接性能,多用于性能要求较高和需要焊接的材料,如油气管线等.4. 双相不锈钢的发展动向值得关注的是低合金含锰双相不锈钢的开发. 近十年来有关国家如美国,南非等研究以锰代镍双相不锈钢的开发,但除铸件外,所开发的新钢种多具有介稳的奥氏体,藉冷变形后马氏体的转变提高强度,很难作焊接件使用,也很难适应某些环境,例如会产生应力腐蚀的环境,这样使用很局限.近年瑞典开发的低锰低镍双相不锈钢则比较成熟,目标明确,为了节镍以取代用途很广的304,甚至可能代替价格与304相当,目前使用并不广的2304双相不锈钢,具有实际推广的价值,值得注意.瑞典Avesta Polarit AB 开发的LDX 2101 双相不锈钢(21.5%Cr, 5%Mn, 1.5%Ni, 0.22%N), 由于提高了钢中的氮,获得了稳定的奥氏体,相的平衡与组织稳定性都较好,对金属间相的析出不敏感,在析出最敏感的温度650℃,保温10h后的冲击值才降至50J,其组织稳定性较2205钢好。
自动焊堆焊双相不锈钢2205工艺
层 ,保证 堆焊 层总厚 度 为 (+ )m 6 1 m。焊 接过 程 中道
间温度控 制在 10 1 0o 0 ~5 C。
堆 焊冷却 速度 。
表 1 焊 接 工 艺参 数
2 工 艺 评 定
21 堆 焊工 艺性 能分析 .
双相 不 锈 钢 2 0 2 5合金 具 有 高强 度 、 良好 的冲 击 韧性 以及 良好 的整体 和局部 的抗 协强 腐蚀 能力 ,是 目
双 相不 锈 钢 2 0 2 5中 的双 相组 织 ,焊缝 开 裂 的现象 是
很少 的 。
为某 化工 炼油 厂 制造 的换 热 器 ,管板 材 质 为 1MnV 6 1 锻 件 。厚 度 为 17m 0 m,直径 11 5m 1 m。为 提高 管 程 耐腐 蚀性 能 .要求在 与介 质接 触 的工件 表 面上 堆焊 双 相不 锈 钢 2 0 2 5耐蚀层 ,堆 焊层 厚度 为 6m l i。由 于该 l 管 板直径 比较 大 ,采 用手 工堆 焊效 率太 低 ,本 公 司引 入 自动埋 弧 带极 堆 焊 焊 机 和 自动 MI 焊机 , 以提 高 G
焊带 十 MJ0 S 3 4焊 剂 堆 焊 过 渡 层 .过 渡 层 厚 2 3mm。 ~
再 采 用 自动 MI 焊 , 1 m E 2 0 G . m R 2 9焊 丝 堆 焊 复 2
优 良性 能 。经过 多次试 验 ,所确定 的焊 接工 艺参数 见
表 l ,焊 前将 试板 点 固在待 堆焊 的管板上 ,模拟 实 际
究 ,成功地 实现 了管 板 的 自动堆 焊 。
l 焊 接 方 法 及 焊 接 材 料 采 用 埋 弧 带 极 堆 焊 .用 D 0 Mo 0rm ̄ . m 3 9 L6 a 05 m
双相不锈钢2205及焊接技术
双相不锈钢2205及焊接技术双相不锈钢2205双相不锈钢2205由瑞典AvestaPolarit公司生产,商业牌号是2205CodePlusTow,已纳入ASTM和ASME的A240和A480中,UNS编号为S32205,属于第二代双相不锈钢。
2205CodePlusTow与UNS编号为S31803的同种双相不锈钢2205有所不同,它提高了氮含量的下限,并通过有害金属相析出测试。
2205CodePlusTow具有更高的强度、耐蚀性和焊后冶金稳定性,焊接接头易于获得平衡的两相组织,高氮含量更有效抑制有害金属相的析出,这对焊接是非常有利的。
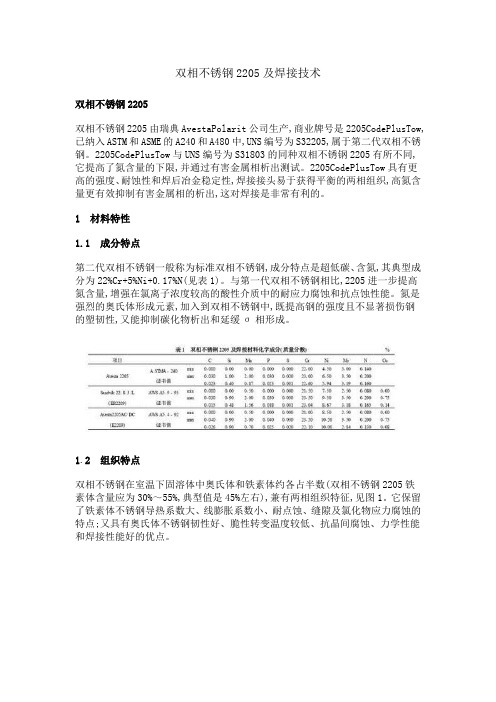
1 材料特性1.1 成分特点第二代双相不锈钢一般称为标准双相不锈钢,成分特点是超低碳、含氮,其典型成分为22%Cr+5%Ni+0.17%N(见表1)。
与第一代双相不锈钢相比,2205进一步提高氮含量,增强在氯离子浓度较高的酸性介质中的耐应力腐蚀和抗点蚀性能。
氮是强烈的奥氏体形成元素,加入到双相不锈钢中,既提高钢的强度且不显著损伤钢的塑韧性,又能抑制碳化物析出和延缓σ相形成。
1.2 组织特点双相不锈钢在室温下固溶体中奥氏体和铁素体约各占半数(双相不锈钢2205铁素体含量应为30%~55%,典型值是45%左右),兼有两相组织特征,见图1。
它保留了铁素体不锈钢导热系数大、线膨胀系数小、耐点蚀、缝隙及氯化物应力腐蚀的特点;又具有奥氏体不锈钢韧性好、脆性转变温度较低、抗晶间腐蚀、力学性能和焊接性能好的优点。
图1 2205DSS 板材典型显微组织1.3 性能特点在性能上的突出表现是屈服强度高和耐应力腐蚀。
双相不锈钢比奥氏体不锈钢的屈服强度高近1倍,同样的压力等级条件下,可以节约材料。
比奥氏体不锈钢的线性热膨胀系数低,与低碳钢接近。
使得双相不锈钢与碳钢的连接较为合适,这有很大的工程意义。
锻压及冷冲成型性不如奥氏体不锈钢。
双相不锈钢2205的机械性能见表2。
2 焊接性双相不锈钢2205具有良好的焊接性,焊接冷裂纹和热裂纹的敏感性都较小。
2205双相不锈钢锻造工艺
2205双相不锈钢锻造工艺引言:2205双相不锈钢是一种广泛应用于工业领域的材料,具有优越的耐腐蚀性和强度。
在工业生产中,锻造工艺是一种常用的加工方法,可以使材料获得更好的性能和形状。
本文将介绍2205双相不锈钢的锻造工艺,以及该工艺的优势和应用。
一、2205双相不锈钢锻造工艺的原理2205双相不锈钢是由奥氏体和铁素体组成的双相结构,其含量约为50%,这使得它具有良好的强度和耐腐蚀性。
在锻造过程中,首先将2205双相不锈钢加热至适当温度,然后通过锤击或机械压力使其形成所需的形状。
锻造工艺可以改善材料的均匀性和致密性,提高其力学性能。
二、2205双相不锈钢锻造工艺的优势1.提高材料的强度和耐腐蚀性:锻造工艺可以通过改变晶粒结构,消除缺陷,提高材料的强度和耐腐蚀性。
2.改善材料的塑性和韧性:锻造过程中,材料受到力的作用,可以使其晶粒细化,增加其塑性和韧性。
3.节约材料和能源:锻造工艺可以高效利用材料和能源,降低生产成本。
4.适应性强:2205双相不锈钢锻造工艺适用于各种形状和尺寸的材料,可以满足不同工业领域的需求。
三、2205双相不锈钢锻造工艺的应用1.船舶和海洋工程:2205双相不锈钢具有优异的耐腐蚀性和强度,适用于船舶和海洋工程中的各种构件和设备。
2.化工和石油工业:2205双相不锈钢在化工和石油工业中广泛应用,用于制造耐腐蚀的容器、管道和阀门等设备。
3.能源和环保领域:2205双相不锈钢锻件可以用于制造核电站和风力发电设备等能源和环保领域的关键部件。
结论:2205双相不锈钢锻造工艺是一种重要的加工方法,可以提高材料的性能和形状,并广泛应用于船舶、化工、能源等领域。
通过合理应用锻造工艺,可以获得高强度、耐腐蚀的2205双相不锈钢锻件,满足不同工业领域的需求。
2205双相不锈钢标准

2205双相不锈钢标准
2205 双相不锈钢是一种具有优异的耐腐蚀性和高强度的不锈钢材料,被广泛应用于化工、海洋工程、石油和天然气等领域。
以下是2205 双相不锈钢的一些标准:
1. 化学成分:2205 双相不锈钢的化学成分应该符合相关的标准,通常包括铬、镍、钼、氮等元素的含量。
2. 力学性能:2205 双相不锈钢的力学性能应该符合相关的标准,包括屈服强度、抗拉强度、伸长率等指标。
3. 耐腐蚀性:2205 双相不锈钢的耐腐蚀性应该符合相关的标准,包括在各种介质中的耐腐蚀性、抗点蚀性、抗晶间腐蚀性等指标。
4. 金相组织:2205 双相不锈钢的金相组织应该符合相关的标准,包括相比例、晶粒大小、夹杂物等指标。
5. 制造工艺:2205 双相不锈钢的制造工艺应该符合相关的标准,包括冶炼、铸造、锻造、轧制等工艺过程。
2205 双相不锈钢的标准应该包括化学成分、力学性能、耐腐蚀性、金相组织和制造工艺等方面的指标,以确保其具有优异的性能和可靠性。
2205双相不锈钢的制造规定.
2205双相不锈钢的制造规定1.2205双相不锈钢的制造,检验,验收应符合《压力容器安全技术监察规程》、GB150-2011《钢制压力容器》、GB151-2011《列管式换热器》的规定,且应满足本规定和施工图的要求。
2.材料:2205双相不锈钢的材料(包括复合板材料)应满足《2205双相不锈钢采购技术要求》的规定。
3.冷成型:成型后变形率超过10%的封头以及拼板后成型的封头,成型后应对封头进行固溶处理,固溶处理的温度为1090℃。
注:变形率ε=(1.5δ/2R f)x(1-R f/R0)x100%式中:ε=钢板变形率,%δ=钢板名义厚度,mm;R f=钢板弯曲后的中线半径,mm;R0=钢板弯曲前的中线半径,mm;对于平板R0=∝,mm;4.热成型:所有热成型加工,在成型后均应进行固溶处理。
注:对于复合板设备,其热处理要求应根据基层材料的厚度,按ASME要求惊醒消除应力热处理。
5.固溶处理后试板的检验要求:5.1 冲击试验;5.2 微组织检验;5.3 硬度及铁素体成分检验;5.4 腐蚀检验5.5 所有上述试验的结果应满足第9条的规定。
6.切割热切割方法仅限于使用等离子弧切割,切割后用机加工方法或精磨去除所有的热影响材料的方法。
7.焊接7.1推荐使用钨极惰性气体保护焊(TIG),焊接材料如下:钨极惰性气体保护焊(TIG)——Sandvik 22.8.3L,Avesta 2205或者Metrode ER329X 填充焊丝。
注:对于复合板设备,其基层之间的焊接材料按施工图。
在确保焊接工艺可行和进行焊接工艺评定后,其他焊接工艺可以使用,任何情况下,焊接材料都应符合<2205双相不锈钢采购技术要求>中关于化学成分的要求。
7.2用外坡口时,焊缝应使用钨电极惰性气体保护焊的方法打底。
打底的最小高度为5mm。
当采用内坡口时,焊缝最后一道焊层应使用钨极惰性气体保护焊。
其最小高度为5mm。
7.3 所有的内部角焊缝应使用钨极惰性气体保护焊。
2205双相不锈钢板带生产工艺

呈较为明显的块状分布。
图 1 2205 双相不锈钢热轧板显微组织结构
3 退火酸洗工艺
2205 双相不锈钢 热轧板的最终组织取决于 退火温度。铁素体的含量随温度的升高而增加。 当退火温度在 1000~ 1150 时, 相的含量几乎 呈直线变化。当 退火温度为 1050 时, 组织为 典型的 相和 相相间分布的条状组织; 退火温 度为 1150 时, 相含量增加, 相已基本成块 状分布; 当退火温度超过 950 时, 组织中出现 了 相。在 950~ 1150 内, 、 两相含量与退 火温度呈良 好的直 线关系, 在 1000 时, 、 两相含量基本相同。经 1050 退火处 理后, 在 850 进行时效处理, 从 相中析出脆性相, 随 着时效时间的延长, 脆性相含量增加[ 5] 。图 2 为 2205 双相不锈钢不同温度退火后的显微结构。
0前言
双相不锈钢指铁素体 与奥氏体各占 约 50% 的不锈钢。双相不锈钢从 20 世纪 40 年代在美国 诞生以来, 已经发展到第三代。它的主要特点是 屈服强度可达 400~ 550MPa, 是普通不锈钢的 2 倍, 因此可以节约用材, 降低设备制造成本。双 相不锈钢的耐蚀性能明显优于普通的奥氏体不锈 钢, 常在环境恶劣 ( 如海水、氯离子含量较高) 的条件下可替代高合金奥氏体不锈钢。双相不锈 钢具有良好的焊接性能, 与铁素体不锈钢及奥氏 体不锈钢相比, 它既不像铁素体不锈钢的焊接影 响区, 由于晶粒严重粗化而使塑性大幅降低; 也 不像奥 氏体不锈钢那 样, 对焊接热 裂纹比较敏 感。2205 双相不锈钢 是目前应用最 普遍的不锈
1 456 375 5 190 000
121 642 138 460 2 154 846 618 620 4 586 007 25 790 410 30 913 183 384 147 483 13 220 118 103 1 444 965 1 384 880
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2205双相不锈钢设备主要制造技术2205双相不锈钢设备的制造、检验、验收应符合《压力容器安全技术监察规程》、GB150-98《钢制压力容器》的规定,且应满足本规定和施工图的要求。
材料:2205双相不锈钢的材料(包括复合板材料)应满足《2205双相不锈钢采购技术要求》的规定。
冷成型:成型后变形率超过10%的封头以及拼板后成型的封头,成型后应对封头进行固溶处理,固溶处理的温度委1090℃。
注:变形率ε=(1.5σ/2Rf)×(1-Rf/ R0)×100%式中:ε…钢板变形率,%;σ…钢板名义厚度,mm;Rf…钢板弯曲后的中线半径,mm;R0…钢板弯曲前的中线半径,mm;关于平板R0=∝,mm;热成型:所有热成型加工,在成型后均应进行固溶处理。
注:关于复合板设备,其热处理要求应按照基层材料的厚度,按ASM E要求进行排除应力热处理。
固溶液处理后试板的检验要求:5.1 冲击试验;5.2 微组织检验;5.3 硬度及铁素成分检验;5.4 腐蚀试验;5.5 所有上述试验的结果应满足第9条的规定。
切割热切割方法仅限于使用等离子弧切割,切割后用机加工方法或精磨去除所有的热阻碍材料的方法。
焊接7.1 举荐使用钨极惰性气体爱护焊(TIG),焊接材料如下:钨极惰性气体爱护焊(TIG)——Sandvik 22.8L,Avesta 2205或者Metrode ER329N填充焊丝。
注:关于复合板设备,其基层之间的焊接材料按施工图。
在确保焊接工艺可行和进行焊接工艺评定后,其他焊接工艺能够使用,任何情形下,焊接材料都应符合《2205双相不锈钢采购技术要求》中关于化学成分的要求。
7.2 当采纳外坡接口时,焊缝应使用钨极惰性气体爱护焊的方法打底。
打底的最小高度为5mm。
当采纳内坡接口时,焊缝最后一道应使用钨极惰性气体爱护焊其最小高度为5mm。
7.3 所有的内部角焊缝应使用钨极惰性气体爱护焊。
7.4 采纳钨极惰性气体爱护焊时,按照材料厚度,输入热量应操纵在0. 8-1.5KJ/mm,层间温度最大为150摄氏度。
焊接过程中输入热量和层间温度应被监测和记录。
制造厂应在确认操纵这些变量的方法能够满足这些要求时,才能进行焊接制造。
关于多层焊缝,填充焊道的电弧能量不得高于打底时的能量。
其目的是使头道焊缝中得到的最多的奥氏体组分和组分之间的平稳。
同时在后续焊道的再加热下,尽可能少地二次结晶或二次奥氏体化。
7.5 双相不锈钢焊接不需要预热或焊后热处理(对复合板设备,应按照基层材料的厚度,按有关标准规范要求进行预热或焊后热处理)。
7.6 不承诺使用氧炔焊。
7.7 环缝引弧应在焊道内进行,纵缝引弧和息弧均必须在引弧板和息弧板上进行。
7.8 应幸免过多的焊条横向摆动和过宽的熔化池,以幸免过大的电流输入和较高的残余应力。
7.9 钨极惰性气体爱护焊举荐的爱护气是氩气加2.5%氮气。
背面爱护气应为99.9%的纯氩气。
爱护气应确保氧气和水份的含量不超过5ppm。
爱护气和背面爱护气的正常流量大致为0.4-0.7m3/h。
7.10 钨电极惰性气体爱护焊能够手工操作或使用机器。
使用稳固电流的电源,举荐引弧时使用高频线圈和与电源相习惯的延时器。
钨极惰性气体爱护焊的焊炬为直流的正极,电极为负极。
当使用半自动焊时,焊丝的输入速度应恒定。
7.11 使用钨电极惰性气体爱护焊时,关于非消耗电极应满足AWS Spe cification 5.12 Classification EWTH(1-2% thoriated tungsten electrode)的要求。
7.12 使用钨极惰性气体爱护焊时,惰性气体的紊流会导致空气混入,能够通过调剂焊炬上的gas diffuser screen lens减至最低。
使用电弧前开始充气,电弧熄灭后,连续充气至少五秒。
7.13 不论使用何种接头形式,使用钨电极惰性气体爱护焊的背面爱护气是必须的。
由于爱护气的密度比空气小,爱护气应由底部进入,顶部排出。
7.14 在使用氩弧焊时,应按照合适的长度和间隔进行定位焊。
根部焊道不应从定位焊点起焊,为了幸免由于定位焊点导致根部焊道显现裂纹,焊工应在定位点前中断根部焊道,在完全打磨掉该定位点后,连续根部焊道。
7.15 在定位焊和打底时,使用非铜垫板应保证其背面的爱护氩气所完全爱护起来。
7.16 当使用钨电极惰性气体爱护焊时,焊炬应与工件保持垂直,尽可能地幸免空气混入爱护气中。
7.17 焊接金属包括焊丝和电极应在任何时候保持干燥并存放在有盖的容器内。
7.18使用双相不锈钢的容器,内件应直截了当焊在覆层上。
在焊接内件前,受阻碍的覆层区域应进行100%的超声波探伤,检查是否存在分层的缺陷。
受阻碍的覆层区域为沿内件的轮廓线往外扩展100mm。
在沓接内件之后,受阻碍的覆层区域应再进行100%的超声波探伤。
受阻碍的覆层区域内分层缺陷是不承诺显现的。
为了方便在焊基层材料而去除覆层材料的区域应使用硫酸铜溶液检查,确定没有不锈钢残存在表面上。
在焊接前,硫酸铜溶液应被完全清晰。
清洗焊接后,按照不锈钢的清洗方法清洗焊缝。
关于能够清洗的所有与介质接触的焊缝表面在焊接之后都应该使用Sandvik/Avesta酸洗膏或其他通过验证的酸洗剂浸泡最少二十分钟,然后用水清洗掉酸洗膏或酸洗剂。
在那个过程中,应该清除所有的氧化物、锈蚀、氧化膜和表面污垢。
换热管的焊缝不进行酸洗。
当接触介质的焊缝表面不能清洗时,如接管的对焊缝,必须使用吹扫气体最大限度地清除爱护焊缝背面用气体。
吹扫气体中氧气和水份的含量不超过25ppm,以求在不去除氧化物的前提下焊缝的最大抗汽蚀性。
焊接工艺评定,焊工资格认证和产品试板9.1 焊前应进行焊接工艺评定,焊工应持证上岗。
产品试板应该在制造过程中制备。
下列焊缝必须制备制备至少一块产品试板:每条纵环向要紧焊缝由成型的瓣片和顶圆拼接制成的球形封存头需要最少一条径向焊缝和一块试板。
碟型封头的每条拼接焊缝9.2 焊接工艺评定、焊工资格认可和对接焊缝的产品试板试验都应遵守以下几点:拉伸试验两个十字接头试件的拉伸试验是在常温下进行的。
最终的抗拉强度应大于620MPa(关于2205合金)和700MPa(关于2507合金)。
弯曲试验两个横向弯曲试件应进行180度弯曲试验,一个试件焊缝根部受拉伸,另一个试件焊缝根部受压缩,在试验终止后不应显现任何裂纹或开口等缺陷。
冲击试验关于板材,夏比V表缺口试件应包括焊缝和热阻碍区,按ASTM A23 9方法B进行冲击试验,V形缺口应开在焊缝根部、表面和横截面上。
在-40℃时,最小的冲击值应为54J。
10×7mm :44J -40℃10×6mm :40J -40℃10×5mm :36J -40℃晶间腐蚀试验一个试件的两个表面(分别是最终板材、管材厚度的两个表面,尺寸大致为25mm×50mm),都应按A923方法C进行晶料间腐蚀性试验。
在进行试验前,所有试件表面都应认可的酸洗膏的基础上,用硝酸、氢氟酸清洗,大约20分钟,直至氧化残留物去除后,再用清水冲洗。
关于2205合金,试件应全部浸泡在6%(质量比)的三氟化铁溶液中,操纵温度为40℃。
试验溶液的体积应是标准的,试件在溶液中浸泡24小时后取出,通过清水冲洗后在进行干燥。
腐蚀程度将用目测和单位面积岳量缺失量来评定。
评定结果应满足目测没有发觉腐蚀和部位面积质量缺失小于0.1mg/c m。
微观断面检查,硬度测定和铁素体成分测定焊接工艺评定。
焊工资格认可和产品试板都应包括对一个样品焊缝隙、热阻碍区和母材断面进行的检验和测定。
那个断面应采纳微观检查,应显示一个平稳的结构,没有有害的晶粒边界沉淀或两相物存在。
铁素体成分应操纵在30%~60%范畴内。
该断面承担沿平行于内表面、外表面2mm直线和中心线进行10kg维氏硬度试验。
那个缺口应尽可能告警阻碍区和熔合区。
最大承诺硬度值高水平为320HV10。
9.3 关于填角焊缝和堆焊层的焊接工艺评定。
焊工资格认可也应包括上述的耐蚀性试验。
9.4 换热管与管板连接应采纳在管板上表面进行强度焊。
焊接应采取全自动或半自动钨极惰性气体爱护焊,焊两层。
试件应进行拉脱试验和焊缝耐蚀性试验(见9.2(iv))。
耐蚀性试验的试件断表面应包括两根相邻换热管,厚度方向取平行于管板表面6mm厚。
爱护气体应按第7节中要求。
裂纹检查10.1所有主焊缝、接管与筒体的连接焊缝和所有与受压元件相焊附件的沓缝全长都需要采纳一种认可的着色检查方法进行检查。
10.2所有接管与筒体的连接焊缝和要紧焊缝的T形接头在水压试验终止后还需要进行焊缝裂纹检查。
在双相不锈钢设备内工作时的要求在双相不锈钢设备的每个人都应有一个洁净的区域,需要铺设木制或塑料地毯。
人孔应用一个临时的非金属衬垫爱护,防止人孔和法兰面破坏。
当需要在实体或复便双相不锈钢容器内设置脚手架时,应采纳铝合金手架,并用合适的橡胶垫包住支架根部,防止脚手架的支架接触和点荷载作用于容器表面。
应使用周围没有金属加大条的木板,或用布或其他非金属材料将周边金属包住,防止与容器表面接触。
进入容器内部的人员应该穿软鞋袜或套鞋,目的是为了保持不携带外来金属进入容器内部。
当镇定器出来时,应赶忙脱去这些鞋袜。
帆布鞋或橡胶鞋是要使用的。
应事先考虑到穿这些鞋袜在容器内部工作的安全性。
在任何时候都应保证穿戴整洁。
在工作中应采取各种措施防止这些设备免受铁、钢或其他金属工具的破坏,包括不锈钢、铜合金和铝合金设备。
钢制工具在保证工具表面在良好的使用状况如没有发生形变或夹带金属时,也能够使用。
双相不锈钢设备的操作总体要求在操作中的起吊绳索能够采纳县委或者涤纶绳,但必须专门注意幸免撞击或磕碰。
运输采纳常规设备但应幸免过载,个别线圈应安全固定在容器上,幸免在运输中移动。
双相不锈钢应放置在一个独立区域,不与其他金属材料接触,如地面铺不带铁钉的洁净木块等等。
双相不锈钢设备的表面高水平加以爱护,防止破坏。
如不要将换热器和平盖表面放置在混凝土地面上,其接触表面应用塑料盖加以爱护。
在接管应当设置盲板(不锈钢薄板),当容器单独进行压力试验后,盲板还需要再装上,以防止灰尘等污染物进入容器内。
当金属沾污或局部表面损坏、刮伤等,沾污表面应采纳不含铁的氧化铝或金刚砂纸打磨。