电镀镀铬工序参数说明
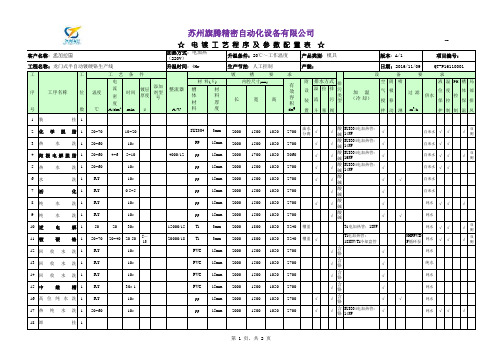
镀硬铬工艺参数配置表
1500 1050 2700
1500 1050 2700
1500 1050 2700
1500 1050 2700
1500 1050 2700
√
1500 1050 2700
√
√
酸 碱
SUS304电加热管: 14KW
√
√
酸 碱
SUS304电加热管: 14KW
√
√
酸 碱
SUS304电加热管: 16KW
√
√
过滤
位度 体部
供水
控
保控 保排
拌 动 淋 m3/h
护制制温风
1装
挂1
2 化 学 脱 脂 1 50~70
10~20
3热
水
洗 1 50~60
10s
4 阳 极 电 解 脱 脂 1 50~60 4~6 5~10
5热Leabharlann 水洗 1 50~60
10s
6水
洗 1 RT
10s
7活
化 1 RT
0.5~5
8纯
水
洗1
RT
10s
纯水 √ √
√
纯水
纯水 √ √
3HPPVD F循环泵
纯水
√√
纯水
纯水
纯水
纯水
√
纯水
纯水 √ √
√
双 侧
√
双 侧
√
√
双 侧
√
双 侧
√
18 卸
挂1
第 1 页,共 2 页
☆ 电镀工艺程序及参数配置表 ☆
客户名称:孟加拉国
加热方式:电加热 (220V)
升温条件:20℃~工作温度
产品类别:模具
电镀铬工艺流程

电镀铬工艺流程电镀铬(Chromium plating)是将铬镀在物体表面以增加其美观性、耐蚀性和耐磨性的一种电化学处理方法。
下面是一份电镀铬工艺流程的简要介绍。
1. 准备工作:首先需要准备一个镀铬槽,选择合适的镀液,以及必要的设备和工具。
然后对待镀物进行表面处理,包括清洗、除油、酸洗和活化等步骤,以保证镀液能够附着在基材表面。
2. 准备镀液:将所需的镀液加入镀铬槽中,并将温度、PH值和浓度等参数调整到适当的范围。
镀液的配方可以根据不同的要求进行调整,以满足不同的镀层性能需求。
3. 预处理:将待镀物浸入预处理液中,通过电解和化学作用去除其表面的杂质和氧化物。
这一步骤有助于提高镀层与基材的附着力。
4. 镀铬:将经过预处理的待镀物悬挂在镀铬槽中,使其成为阴极。
同时将铬阳极放入镀铬槽中,将电流引入槽内。
通过电解作用,铬离子从镀液中析出,在待镀物的表面形成铬镀层。
镀铬过程中,需要控制电流密度、电压和镀液的搅拌速度等参数,以保证镀层的质量和均匀度。
5. 沉积时间:根据待镀物的要求和镀液的性质,确定镀铬的时间。
通常,镀铬时间较长可以获得更厚的镀层;镀铬时间较短可以获得更薄但更均匀的镀层。
6. 后处理:将镀好的待镀物从镀铬槽中取出,用水冲洗去除残余的镀液。
然后使用酸洗和抛光等工艺,对镀铬层进行喷砂和抛光处理,以增加其表面光洁度和光泽度。
7. 检验:对镀铬层进行质量检验,包括检查其厚度、附着力、硬度和外观等指标,以确保其符合要求。
8. 包装:将镀铬层质量合格的待镀物进行包装,并进行适当的标识和记录。
然后运输至下一个工序或发往客户。
需要注意的是,电镀铬工艺流程中涉及一些化学物质和设备,可能会对环境和健康造成一定的影响。
因此,在进行电镀铬过程时,需要采取相应的安全措施,如佩戴防护用品、保持通风等,以确保操作人员的安全和环境的保护。
以上是一份电镀铬工艺流程的简要介绍,实际的工艺流程可能会因不同的镀铬要求和设备条件而有所变化。
电镀镀铬工序参数说明

CVF电镀-镀青铜工序控制参数
工序负责人:李永康(代) 工序负责人 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益 主要技术参数: 主要技术参数: • 亚铜离子,19.5-25克/升 • 锌离子,5-6克/升 • 钠离子,5.5-7.0克/升 • 温度控制:35~40度 • 电压控制:3.0~4.0伏 • 波美度控制:9~10 Be • PH值控制: 10~11.5 • 时间控制:1.0~1.5分钟(依产 品) 具体操作: 具体操作: • 滴定分析由化验员每周2和6固 定时间完成,不足时加料 • 镀槽温度由电镀技术员每天定 时抽查2次 • PH值,波美度由电镀技术员每天 定时抽查1次 • 温控器,整流器每3个月校验一 次
具体操作: 具体操作: • 光泽剂,柔软剂,湿润剂由电 镀技术员每4小时分别加入定量 • 滴定分析由化验员每周2和6固 定时间完成,不足时加料 • 镀槽温度由电镀技术员每天定 时抽查2次 • 波美度由电镀技术员每天定时 抽查1次 • PH值由电镀技术员每天定时抽 查2次 • 温控器,整流器3个月校验一次
主要技术参数: 主要技术参数: – 超声波频率:4~10千赫兹 – 成分浓度:2%~3%除蜡水 – 温度控制:75~90度 – 时间控制:2~3分钟
CVF前处理-超声波除油工序控制参数
工序负责人: 工序负责人 李永康; 工序操作工: 工序操作工 卢丙启, 游先武, 王树勇, 程淑勋, 夏彩花, 彭发明 具体操作: 具体操作: • 超声波机,技术参数由电镀厂 厂长调试到位,每日由操作工 开关。 • 脱脂剂,每1~2天由工序负责人 报厂长核准后添加,每8~10天 彻底清换一次 • 槽温度,工序负责人每天定时 抽查并记录 • 时间控制: 钟表 • 超声波机的校验每12个月校验 一次
镀铬工艺标准
镀铬工艺标准
镀铬工艺标准可以根据具体的应用领域和要求而有所不同,以下是一般的镀铬工艺标准:
1. 基材要求:基材应具有良好的表面平整度、无明显缺陷和脱落,不应有明显的油污、锈蚀等。
2. 预处理:镀铬前需要进行适当的预处理,包括清洗、除油、除锈等步骤,确保基材表面干净。
3. 镀液配制:根据具体的镀铬要求,选用适当的镀液进行配制,镀液应具有合适的酸碱度、温度和成分。
4. 镀液搅拌:镀液需要进行搅拌,保持液体均匀分布,防止产生异质性和局部腐蚀。
5. 镀液温度和时间控制:根据具体的产品要求,控制镀液的温度和镀铬时间,以确保镀层的质量和厚度符合要求。
6. 镀液电流密度控制:调整镀液中的电流密度,以控制镀层的均匀性和厚度分布。
7. 镀液过滤和补充:定期对镀液进行过滤和补充,去除杂质和补充耗损的化学物质,保持镀液的质量稳定。
8. 镀层检测和评估:对镀层进行检测,包括厚度、硬度、附着力等指标的测试,确保镀层质量符合要求。
9. 镀层包装和储存:对镀铬后的产品进行适当的包装,以防止镀层受到损坏,储存时注意避免与其他材料接触,防止腐蚀和氧化。
以上只是一般的镀铬工艺标准,实际应用中还需根据具体要求和工艺技术进行调整和优化。
镀铬表面处理标准__概述说明以及解释
镀铬表面处理标准概述说明以及解释1. 引言1.1 概述镀铬表面处理是一种常用的金属表面涂层技术,通过在物体表面形成一层铬镀层,可以提高其耐腐蚀性能、装饰效果和机械强度。
这种技术广泛应用于汽车零部件、家具、电器等领域,并对产品的外观质量和使用寿命产生重要影响。
1.2 文章结构本文将对镀铬表面处理标准进行全面概述和解释。
文章分为五个主要部分,分别是引言、镀铬表面处理标准、常见镀铬技术和标准、镀铬表面质量检测方法和标准以及结论。
在引言部分,我们将介绍整篇文章的背景和结构安排,帮助读者全面了解该主题的重要性和文章内容布局。
1.3 目的本文的目的是提供有关镀铬表面处理标准的全面介绍和说明。
通过阐述镀铬工艺流程、表面性能要求以及常见的镀铬技术和标准,读者可以更好地理解该行业中相关知识,并为实际应用中的产品设计与生产提供参考。
此外,本文还将介绍镀铬表面质量检测的方法和标准,以确保产品的质量符合要求。
通过阅读本文,读者将能够全面了解镀铬表面处理标准的主要内容,并能够进行相关技术选择、产品设计与质量控制。
最后,在结论部分对本文进行总结,并呈现一些未来可能的发展方向。
以上是“1. 引言”部分的详细内容描述,请查阅。
如有任何进一步问题,请随时告知。
2. 镀铬表面处理标准2.1 定义与背景镀铬表面处理是指将铬金属镀覆在物体的表面,以提高其耐腐蚀性、耐磨性和装饰效果。
镀铬工艺常用于汽车零部件、家具、五金工具等领域。
2.2 镀铬工艺流程镀铬工艺流程包括以下几个步骤:准备工作(清洗、退火等)、活化处理(去除氧化物)、电解液配制(包括硫酸铜溶液等)、电解槽操作(包括阳极和阴极的安装)、电镀条件设定(温度、电压等参数调节)和后处理(漂洗、干燥等)。
2.3 镀铬表面性能要求镀铬表面应具备以下性能要求:- 厚度均匀且符合规定标准;- 良好的附着力,不易剥落或剥离;- 裂纹、孔洞及其他缺陷数量有限;- 满足所需的耐腐蚀性能,并能抵御氧化作用;- 具备较高的硬度,耐磨性优异;- 镀层光洁且无明显的污染或杂质。
电镀铬工艺流程

电镀铬工艺流程
电镀铬是一种常用的表面处理工艺,可以赋予金属制品优良的
耐腐蚀性能和装饰效果。
下面将介绍电镀铬的工艺流程。
首先,进行表面处理。
在进行电镀铬之前,需要对待镀件进行
表面处理,包括去油、除锈、除氧化膜等工序,以确保镀层的附着
力和光洁度。
接着,进行酸洗。
酸洗是为了去除表面的氧化皮和杂质,提高
镀层与基材的结合力。
通常采用浓硫酸或浓盐酸进行酸洗处理。
然后,进行活化处理。
活化处理是为了提高镀层的结合力和光
洁度,常采用酸性活化剂进行处理,使表面形成微观均匀的活化膜。
接下来,进行铜化。
铜化是为了在基材表面形成一层铜层,以
提高镀层的光亮度和耐腐蚀性能。
铜化一般采用电镀的方法进行。
随后,进行镀铬。
镀铬是电镀铬工艺的核心环节,通过在铜层
表面沉积一层均匀的铬镀层,赋予制品良好的装饰效果和耐腐蚀性能。
最后,进行抛光和包装。
经过电镀铬的制品需要进行抛光处理,以提高表面的光洁度和光亮度,然后进行包装,以保护镀层免受外
界环境的影响。
总的来说,电镀铬工艺流程包括表面处理、酸洗、活化处理、
铜化、镀铬、抛光和包装等环节,每个环节都至关重要,需要严格
控制工艺参数和操作流程,以确保最终的镀层质量和性能达到要求。
希望以上内容能够对电镀铬工艺流程有所了解,谢谢阅读!。
镀铬工艺流程及详解
镀铬工艺流程及详解英文回答:Chrome plating, also known as chromium plating, is a process of electroplating a thin layer of chromium onto a metal object to improve its appearance, corrosion resistance, and durability. The process involves several steps and requires specialized equipment.The first step in the chrome plating process is surface preparation. The object to be plated, usually made of steel or brass, is thoroughly cleaned to remove any dirt, grease, or oxides. This is usually done by using a degreasing agent or by immersing the object in an alkaline cleaning solution.After the surface is cleaned, the next step is to activate it. This is done by immersing the object in anacid bath, such as sulfuric acid or hydrochloric acid. The acid removes any remaining oxides and creates a rough surface, which helps the chromium adhere to the object.Once the surface is activated, the object is ready for the plating process. The object is immersed in a chromium plating bath, which contains a solution of chromium salts and other chemicals. A direct current is applied to the object, and the chromium ions in the solution are attracted to the object's surface, forming a thin layer of chromium.During the plating process, the object is continuously moved and rotated to ensure an even distribution of the chromium layer. The plating time can vary depending on the desired thickness of the chrome layer and the size of the object.After the plating process is complete, the object is rinsed with water to remove any excess chemicals. It is then dried and polished to achieve a smooth and shiny surface. In some cases, a clear topcoat may be applied to further enhance the appearance and durability of the chrome layer.Chrome plating is commonly used in various industries,such as automotive, aerospace, and household appliances. It is often applied to parts such as bumpers, wheels, and faucets to provide a decorative and protective finish.中文回答:镀铬工艺,也被称为铬镀,是一种在金属物体上电镀一层薄薄的铬层,以改善其外观、耐腐蚀性和耐久性的过程。
镀铬工艺流程及详解

镀铬工艺流程及详解英文回答:Chrome plating, also known as chromium plating, is a process that involves electroplating a thin layer of chromium onto a metal surface. This process is commonly used to enhance the appearance of various objects, such as automotive parts, bathroom fixtures, and household appliances. In addition to its aesthetic benefits, chrome plating also provides excellent corrosion resistance and durability.The chrome plating process typically involves the following steps:1. Surface Preparation: Before the plating can begin, the metal surface needs to be thoroughly cleaned and prepared. This involves removing any dirt, grease, or oxidation from the surface. The surface may be cleaned using solvents, abrasive materials, or chemical treatments.2. Electrocleaning: After the surface preparation, the metal object is immersed in an alkaline solution and connected to the cathode of a power source. This step helps to remove any remaining contaminants and prepares the surface for plating.3. Acid Etching: In some cases, a layer of copper or nickel may be applied to the metal surface before the chrome plating. This is done through a process called acid etching, which involves immersing the object in an acidic solution and applying an electric current. The copper or nickel layer helps to improve adhesion and corrosion resistance.4. Electroplating: The metal object is then immersed ina bath containing a chromium electrolyte solution. The object is connected to the anode of a power source, while a chromium electrode serves as the cathode. When an electric current is applied, chromium ions are attracted to the metal surface and deposit onto it, forming a thin layer of chromium.5. Finishing: Once the desired thickness of the chrome layer is achieved, the object is removed from theelectrolyte bath and rinsed to remove any excess solution. The chrome-plated object may then undergo additional processes, such as polishing or buffing, to achieve the desired shine and smoothness.中文回答:镀铬工艺,也称为镀铬,是一种将薄层铬电镀到金属表面的工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
具体操作: 具体操作: • 光泽剂A,B,C,由电镀技术 员每4小时分别加入定量 • 滴定分析由化验员每周2和6固 定时间完成,不足时加料 • 镀槽温度由电镀技术员每天定 时抽查2次 • 波美度由电镀技术员每天定时 抽查1次 • 温控器,整流器每3个月校验一 次
CVF电镀-镀镍工序控制参数
工序负责人:李永康(代) 工序负责人 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益
CVF电镀-镀沙镍工序控制参数
工序负责人:李永康(代) 工序负责人 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益
主要技术参数: 主要技术参数:
• • • • • • • • • • • 硫酸镍,390~450克/升 氯化镍,35~45克/升 硼酸,35~40克/升 光泽剂,150毫升/千安小时 柔软剂,150毫升/千安小时 湿润剂, 45毫升/千安小时 温度控制:55~60度 电压控制:6.5~7.0伏 波美度控制:30~32 PH值控制:4.0~4.5 时间控制:3~5分钟(依产品)
具体操作: 具体操作: • 光泽剂,柔软剂,湿润剂由电 镀技术员每4小时分别加入定量 • 滴定分析由化验员每周2和6固 定时间完成,不足时加料 • 镀槽温度由电镀技术员每天定 时抽查2次 • 波美度由电镀技术员每天定时 抽查1次 • PH值由电镀技术员每天定时抽 查2次 • 温控器,整流器3个月校验一次
主要技术参数: 主要技术参数: – 成分浓度:3%~5%活性酸 盐 – 温度控制:室温 – 时间控制:30秒
CVF电镀-镀底铜工序控制参数
工序负责人:李永康(代) 工序负责人 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益
主要技术参数: 主要技术参数: – 亚铜离子, 28~30克/升 – 钠离子,5.5~7.0克/升 – 温度控制:40~43度 – 电压控制:3.5~5.0伏 – 波美度控制:10~12Be – 时间控制:3~5分钟 – PH值控制:11.5~12
CVF电镀-镀青铜工序控制参数
工序负责人:李永康(代) 工序负责人 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益 主要技术参数: 主要技术参数: • 亚铜离子,19.5-25克/升 • 锌离子,5-6克/升 • 钠离子,5.5-7.0克/升 • 温度控制:35~40度 • 电压控制:3.0~4.0伏 • 波美度控制:9~10 Be • PH值控制: 10~11.5 • 时间控制:1.0~1.5分钟(依产 品) 具体操作: 具体操作: • 滴定分析由化验员每周2和6固 定时间完成,不足时加料 • 镀槽温度由电镀技术员每天定 时抽查2次 • PH值,波美度由电镀技术员每天 定时抽查1次 • 温控器,整流器每3个月校验一 次
主要技术参数: 主要技术参数: – 超声波频率:4~10千赫兹 – 成分浓度:2%~3%除蜡水 – 温度控制:75~90度 – 时间控制:2~3分钟
CVF前处理-超声波除油工序控制参数
工序负责人: 工序负责人 李永康; 工序操作工: 工序操作工 卢丙启, 游先武, 王树勇, 程淑勋, 夏彩花, 彭发明 具体操作: 具体操作: • 超声波机,技术参数由电镀厂 厂长调试到位,每日由操作工 开关。 • 脱脂剂,每1~2天由工序负责人 报厂长核准后添加,每8~10天 彻底清换一次 • 槽温度,工序负责人每天定时 抽查并记录 • 时间控制: 钟表 • 超声波机的校验每12个月校验 一次
主要技术参数: 主要技术参数:
• • • • • • • • • • 硫酸铜,180~210克/升 硫酸,55~60克/升 氯离子, 60~80ppm 光泽剂A,120毫升/千安小时 光泽剂B,80毫升/千安小时 光泽剂C,110毫升/千安小时 温度控制:20~25度 电压控制:3~5伏 波美度控制:18~21 时间控制:10~30分钟(依产品)
主要技术参数: 主要技术参数:
• • • • • • • • • • • 硫酸镍,230~270克/升 氯化镍,55~65克/升 硼酸,40~50克/升 光泽剂,150毫升/千安小时 柔软剂,150毫升/千安小时 湿润剂, 45毫升/千安小时 温度控制:50~55度 电压控制:6~7.0伏 波美度控制:20~25 时间控制:5~25分钟(依产品) PH值控制:4.2~4.5
– – – – – – – – – 焦磷酸铜,65~75克/升 焦磷酸钾,250~300克/升 光泽剂,100毫升/千安小时 100 / P比,6.7~7.0 温度控制:50~55度 电压控制:3.5~5.0伏 波美度控制:22~25 时间控制:3~5分钟 PH值控制:8.7~9
具体操作: 具体操作:
CVF电镀-镀半光镍工序控制参数
工序负责人:李永康(代) 工序负责人 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益
主要技术参数: 主要技术参数:
• • • • • • • • • • • 硫酸镍,250~280克/升 氯化镍,50~60克/升 硼酸,40~50克/升 光泽剂,150毫升/千安小时 柔软剂,150毫升/千安小时 湿润剂, 45毫升/千安小时 温度控制:55~60度 电压控制:6.5~7.0伏 波美度控制:20~25 Be PH值控制:4.0~4.5 时间控制:3~5分钟(依产品)
主要技术参数: 主要技术参数: – 成分浓度:3%~5%活性酸 盐 – 温度控制:室温 – 时间控制:30秒
CVF前处理-活化酸处理工序控制参数
工序负责人: 工序负责人 李永康; 工序操作工: 工序操作工 卢丙启, 游先武, 王树勇, 程淑勋, 夏彩花, 彭发明 具体操作: 具体操作: • 活性酸盐每天由工序负责人检 测,需要时报厂长核准后添加, 每8~10天彻底清换一次 • 镀槽温度,NA • 时间控制,钟表
CVF电镀-烘干工序控制参数
工序负责人: 工序负责人 李永康(代) 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益 具体操作: 具体操作: • 温度和时间每天由品检根据具 体产品控制 • 恒温控制仪每12个月校验一次
主要技术参数: 主要技术参数: • 温度控制:60~80度 • 烘干时间:7~15分钟
• • • • • • 光泽剂由电镀技术员每4小时加入 定量 滴定分析由化验员每周2和6固定时 间完成,不足时加料 镀槽温度由电镀技术员每天定时抽 查2次 波美度由电镀技术员每天定时抽查 1次 PH值由电镀技术员每天定时抽查2 次 温控器,整流器3个月校验一次
CVF电镀-镀酸铜工序控制参数
工序负责人:李永康(代) 工序负责人 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益
主要技术参数: 主要技术参数: – 电压参数:7~8伏 – 成分浓度:4%~5%电解粉 – 温度控制:50~55度 – 时间控制:30秒~1分钟
CVF前处理-防染盐出光工序控制参数
工序负责人: 工序负责人 李永康; 工序操作工: 工序操作工 卢丙启, 游先武, 王树勇, 程淑勋, 夏彩花, 彭发明
具体操作: 具体操作: • 光泽剂,柔软剂,湿润剂由电 镀技术员每4小时分别加入定量 • 滴定分析由化验员每周2和6固 定时间完成,不足时加料 • 镀槽温度由电镀技术员每天定 时抽查2次 • 波美度由电镀技术员每天定时 抽查1次 • PH值由电镀技术员每天定时抽 查2次 • 温控器,整流器3个月校验一次
CVF电镀-镀古铜工序控制参数
工序负责人:李永康(代) 工序负责人 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益 主要技术参数: 主要技术参数: • 亚铜离子,19.5-25克/升 • 锌离子,5-6克/升 • 钠离子,5.5-7.0克/升 • 温度控制:35~40度 • 电压控制:3.0~4.0伏 • 波美度控制:9~10 Be • PH值控制: 10~11.5 • 时间控制:1.0~1.5分钟(依产 品) 具体操作: 具体操作: • 滴定分析由化验员每周2和6固 定时间完成,不足时加料 • 镀槽温度由电镀技术员每天定 时抽查2次 • PH值,波美度由电镀技术员每天 定时抽查1次 • 温控器,整流器每3个月校验一 次
CVF电镀-镀铬工序控制参数
工序负责人:李永康(代) 工序负责人 工序操作工: 工序操作工 杨龙, 彭文波, 王艺香, 吴先根, 陈香秋, 陈锦香, 陈龙益 主要技术参数: 主要技术参数: • 铬酸酐,180~200克/升 • 三价铬离子,1-3克/升 • 铬添加剂,2克/升 • 硫酸,0.8~1. 6克/升 • 温度控制:38~40度 • 电压控制:5.5~6.5伏 • 波美度控制:17~20 • 时间控制:30秒~3分钟(依产 品) 具体操作: 具体操作: • 滴定分析由化验员每周2和6固 定时间完成,不足时加料 • 镀槽温度由电镀技术员每天定 时抽查2次 • 波美度由电镀技术员每天定时 抽查1次 • 温控器,整流器每3个月校验一 次
主要技术参数: 主要技术参数:间控制:30秒
具体操作: 具体操作: • 防染盐每天由工序负责人检测, 需要时报厂长核准后添加,每 8~10天彻底清换一次 • 镀槽温度,NA • 时间控制: 钟表
CVF前处理-活化酸处理工序控制参数
工序负责人: 工序负责人 李永康; 工序操作工: 工序操作工 卢丙启, 游先武, 王树勇, 程淑勋, 夏彩花, 彭发明 具体操作: 具体操作: • 活性酸盐每天由工序负责人检 测,需要时报厂长核准后添加, 每8~10天彻底清换一次 • 镀槽温度,NA • 时间控制,钟表
主要技术参数: 主要技术参数: – 超声波频率:4~10千赫兹 – 成分浓度:3%~5%脱脂剂 – 温度控制:65~75度 – 时间控制:2~3分钟
CVF前处理-电解除油工序控制参数