主要内容电刷镀基本原理
电刷镀

201207060008 余仕林一、电刷镀简介电刷镀是用电解方法在工件表面获取镀层的过程。
其中的在于强化、提高工件表面性能,取得工件的装饰性外观、耐腐蚀、抗磨损和特殊光、电、磁、热性能;也可以改变工件尺寸,改善机械配合,修复因超差或因磨损而报废的工件等,因而在工业上有广泛的应用。
电刷镀技术(简称刷镀技术)是电镀技术中的一个重要分支,除了有上述的共同作用外,它更偏重于工件的修复应用和中小批量工件的功能性表面强化。
因此在实践上更要求现场或在线施镀,在保证镀层品质的基础上,更强调镀层的快速高效沉积。
刷镀的基本过程是用裹有包套浸渍特种镀液的镀笔(阳极)贴合在工件(阴极)的被镀部位并做相对运动形成镀层,刷镀电源串接于两级之间。
为了稳定地向工件表面液层提供足够的被镀金属离子,高浓度的刷镀液直接泵送或自然回流阴阳极之间。
1.应用电刷镀技术已在航空航天、机车车辆、船舶舰艇、石油化工、纺织印染、工程机械、电子电力、文物修复、工艺品装饰、局部镀金、渡银等方面获得大量应用。
概括讲有以下方面:(1)轴颈磨损的修复。
(2)孔类零件的修理。
(3)滚动轴承的修理。
1、电刷镀工艺能快速修复机械零部件的加工超差、磨损、凹坑及划伤,恢复磨损和超差零件的尺寸,满足公差要求;2、在碳钢、不锈钢、铸铁(钢)、铜(合金)、铝(合金)等各类金属材料上均有良好结合力,镀层硬度高、耐磨性好、修复厚度能达到1.0mm以上,可满足各种修复的性能要求。
新品刷镀保护层。
用于提高零件的耐磨性、表面防腐性和抗高温氧化性;3、模具的修理和防护。
如表面刷镀镜面镀层,满足防腐及表面光泽度的要求,提高模具使用性能和寿命;4、大型和精密零件,如曲轴、油缸、柱塞、机体、导杆等局部磨损、擦伤、凹坑、腐蚀点等的修复;5、改善零件表面的冶金性能。
如改善材料的钎焊性,零件局部防渗碳、防渗氮等;6、改善轴承和配合面的过盈及配合性能。
如增加过盈量、增加配合面的耐磨性及防腐性;7、印刷电路板的维修和保护。
电刷镀原理
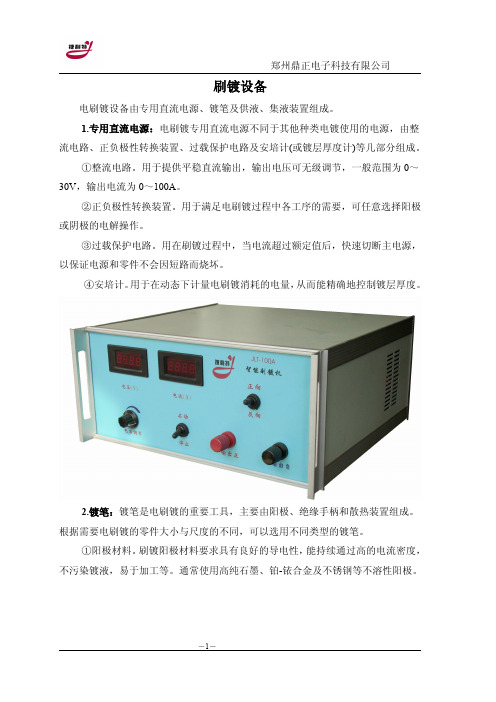
表 3-2-8 不同基体金属电净、活化、预镀工艺
序号
基体 金属
电净 规范
活化
工序
预镀层
规范
表面状态 间处理 溶液
规范
说明
1 号液,反接,
正接,12~ 8~14V,10~
低碳钢,普
银灰色,无
1
18V,5~ 60s,或 2 号
通合金钢
花斑
60s 液,反接,6~
12V,5~30s
水洗
15V, 工作层为铜时,
钢
60s
18V,30~
均匀 灰黑色
均匀的 银灰色
90s
水洗
水洗后用 特殊镍 预镀液擦
试
15V
为减小氢脆,电
15m/min 净时间应尽量
2μm
短。
铸铁:2 号液,
反接,6~
12V,5~30s
8~12V
活化水洗后,
铸钢:3 号液, 黑灰色
正接,12~ 反接,8~
3 铸铁、铸钢 18V,30~ 14V,10~
15m/min 可用任一预镀
特殊镍或
2μm 层。工作层为镍
碱性铜 8~12V, 并受较大应力
15m/min 时,要用特殊镍 2μm 预镀层,此时先
-6-
郑州鼎正电子科技有限公司
不通电,擦拭
2~5s,能提高
镀层附着力
同上
中碳钢、高 正接,10~
再用 3 号液,
2 碳钢、淬火 15V,15~
反接,25~
-5-
郑州鼎正电子科技有限公司
活化是根据零件的不同材料,选用相应的活化液和工艺,通过电化学
和机械摩擦的作用,去除基体金属表面的氧化物和其它不利于镀层结合
电刷镀技术的原理及其应用

电刷镀技术的原理及其应用概述电刷镀技术是一种通过电解方法在物体表面形成金属镀层的方法。
它是一种常用的表面处理技术,既可以提高物体的美观度,也可以增加其耐腐蚀性和耐磨性。
本文将介绍电刷镀技术的原理以及其在各个领域中的应用。
原理电刷镀技术主要通过电解反应在工件表面沉积一层金属镀层。
其基本原理可以概括为以下几个步骤:1.准备工作件:将待镀工件表面进行必要的处理,包括清洁、去油、去污等步骤,以确保后续的镀层附着性良好。
2.准备电解液:根据待镀金属的种类选择相应的电解液,并控制其浓度、温度和PH值,以提供合适的镀液。
3.设计电解槽:根据需要,选择合适的电解槽,并将工件悬挂在电解槽中。
保证电流的顺利通过。
4.施加电流:通过外加电源将直流电或脉冲电流引入电解槽中,使得金属离子在工件表面发生还原反应,从而形成金属镀层。
5.控制参数:根据需要控制电流密度、时间、电解液浓度和PH值等参数,以控制镀层的厚度和质量。
6.完成镀层:经过一定的时间,镀层达到预期的厚度后,停止电流供应,取出工件,清洗并进行后续处理。
应用领域电刷镀技术已被广泛应用于各个领域,以下是几个常见的应用示例:1. 金属加工行业在金属加工行业中,电刷镀技术被广泛应用于增加产品的外观价值和耐腐蚀性。
例如,对于汽车零件、家具五金等产品,通过电刷镀技术可以使其表面形成光滑、亮丽的金属镀层,提高产品的质感和抗腐蚀性能。
2. 电子行业在电子行业中,电刷镀技术常用于PCB板的制造过程中。
通过在电子元件表面沉积合适的金属镀层,可以提高元件的导电性、耐腐蚀性和可靠性。
同时,电刷镀技术还可以用于制作电子器件的连接线路和导线。
3. 塑料行业在塑料行业中,电刷镀技术可以将金属镀层直接沉积在塑料制品表面。
这种技术可以在不改变塑料制品原有性能的基础上,增加其外观质感和使用寿命。
常见的应用包括塑料手机壳、塑料手表表带等。
4. 航空航天领域在航空航天领域,电刷镀技术被广泛应用于制造航空发动机和航空航天器件。
电刷镀技术理论知识

电刷镀技术理念知识第一节概述一、电刷镀技术的基本原理电刷镀是依靠一个与阳极接触的垫或刷提供电镀需要的电解液,电镀时,垫或刷在被镀的阴极上移动的一种电镀方法。
电刷镀使用专门研制的系列电刷镀溶液、各种形式的镀笔和阳极,以及专用的直流电源。
工作时,工件接电源的负极,镀笔接电源的正极,靠包裹着的浸满溶液的阳极在工件表面擦拭,溶液中的金属离子在零件表面与阳极相接触的各点上发生放电结晶,并随时间增长逐渐加厚,由于工件与镀笔有一定的相对运动速度,因而对镀层上的各点来说是一个断续结晶过程。
二、电刷镀技术的特点电刷镀镀层的形成从本质上讲和槽镀相同,都是溶液中的金属离子在负极(工件)上放电结晶的过程。
但是和槽镀相比,电刷镀中镀笔和工件有相对运动,因而被镀表面不是整体同时发生金属离子还原结晶,而是被镀表面各点在镀笔与其接触时发生瞬间放电结晶。
因此,电刷镀技术在工艺方面有其独特之处,其特点可归纳如下:1、设备简单,不需要镀槽,便于携带,适用于野外及现场修复。
尤其对于大型、精密设备的现场不解体修复更具有实用价值。
2、工艺简单,操作灵活,不需要镀的部位不要用很多的材料保护。
3、操作过程中,阴极与阳极有相对运动,故允许使用较高的电流密度,它比槽镀使用的电流密度大几倍到几十倍。
4、镀液中金属离子含量高,所以镀积速度快(比槽镀快5倍~10倍)。
5、溶液种类多,应用范围广。
目前已有一百多种不同用途的溶液,适用于各个行业不同的需要。
6、溶液性能稳定,使用时不需要化验和调整;无毒,对环境污染小;不燃、不爆,储存、运输方便。
7、配有专用除油和除锈的电解溶液,所以表面预处理效果好,镀层质量高,结合强度大。
8、有不同型号的镀笔,并配有形状不同、大小不一的不溶阳极,对各种不同几何形状及结构复杂的零部件都可修复。
某些阳极也可使用可溶性阳极。
9、费用低,经济效益大。
10、镀后一般不需要机械加工。
11、一套设备可在多种材料上刷镀,可以镀几十种镀层。
电刷镀技术的原理、特点及应用

电刷镀技术的概况、应用及前景一、电刷镀技术的介绍电刷镀是用电解方法在工件表面获取镀层的过程。
其中的在于强化、提高工件表面性能,取得工件的装饰性外观、耐腐蚀、抗磨损和特殊光、电、磁、热性能;也可以改变工件尺寸,改善机械配合,修复因超差或因磨损而报废的工件等,因而在工业上有广泛的应用电刷镀技术(简称刷镀技术)是电镀技术中的一个重要分支,除了有上述的共同作用外,它更偏重于工件的修复应用和中小批量工件的功能性表面强化。
因此在实践上更要求现场或在线施镀,在保证镀层品质的基础上,更强调镀层的快速高效沉积。
刷镀的基本过程是用裹有包套浸渍特种镀液的镀笔(阳极)贴合在工件(阴极)的被镀部位并做相对运动形成镀层,刷镀电源串接于两级之间。
为了稳定地向工件表面液层提供足够的被镀金属离子,高浓度的刷镀液直接泵送或自然回流阴阳极之间。
二、电刷镀技术的服务内容(1)磨损零部件的修复强化。各种机械不同材料的轴类、箱体、端盖及其它零部件磨损后均可采用电刷镀的方法修复,修复硬度范围HRC20-60,可满足各种工况的要求,大幅度提高其使用寿命。(2)发动机曲轴磨损超差的修复。采用电刷镀的方法可以恢复磨损超差曲轴的原有尺寸,大大延长曲轴的使用寿命。(3)加工超差复原。贵重机械零部件加工超差,可以方便地使用电刷镀的方法校正其几何形状和尺寸精度。(4)大型机械零部件的不解体修复。对于大型的、精度高的、结构复杂的机械零部件,可在现场进行不解体的局部修理,省去了拆卸、吊装、运输等环节,效率高,经济省时。(5)强化新产品新工件表面。可应用于新产品新工件的生产工艺中,对其进行强化处理使之具有特定机械性能和物化性能。(6)制备工件、设备、金属结构件的表面防护层。在工件、设备或钢铁结构件的表面涂镀防护层,使其表面具有高效耐腐蚀、抗氧化、耐高温等特殊性能,是一般涂料涂装防护所不能比拟的。用电刷镀修复印刷电路、电工器件的触头、电子元件的管脚管座等。三、电刷镀技术的新发展随着对电刷镀技术的不断研究及推广应用,刷镀技术得到了进一步发展,不仅应用于破损零部件的修复中,和其它表面工程技术一样,得到了长足的发展。
刷镀的原理

刷镀的原理
刷镀是一种常见的表面处理工艺,它通过在物体表面涂覆一层金属或合金,以
提高其耐腐蚀性、耐磨性和美观度。
刷镀的原理主要包括电化学原理、化学原理和物理原理三个方面。
首先,电化学原理是刷镀的基础。
在刷镀过程中,需要将工件作为阴极,金属
盐溶液作为阳极,通过外加电流使金属离子在工件表面沉积,形成金属膜。
这个过程是一个电化学反应过程,需要控制电流密度、温度、PH值等参数,以保证镀层
的质量和均匀性。
其次,化学原理也是刷镀过程中不可忽视的因素。
刷镀液中的金属盐溶液中含
有金属离子,而还原剂和添加剂的使用会影响到镀层的质量和性能。
化学原理的理解和控制对于刷镀工艺的稳定性和镀层的质量有着重要的作用。
最后,物理原理也对刷镀的效果有着直接的影响。
刷镀过程中,需要控制液体
的流动速度、液体的温度、工件的搅拌方式等因素,以保证镀层的均匀性和致密性。
物理原理的合理运用可以有效地提高刷镀工艺的效率和镀层的质量。
综上所述,刷镀的原理是一个复杂的过程,涉及到电化学、化学和物理三个方
面的知识。
只有全面理解和掌握这些原理,才能够保证刷镀工艺的稳定性和镀层的质量。
在实际应用中,需要根据具体的工件材料、形状和要求,合理地调整工艺参数,以获得最佳的刷镀效果。
电镀、电刷镀与化学镀
4.基体金属的影响
基体金属的化学性质与其和镀层之间结合力密 切相关。在某些电解液中,如果基体金属的电 位负于镀层金属,若不用其它镀层过渡,就不 容易获得结合力良好的镀层。 铸造件和粉末冶金件的表面往往是凹凸不平且 多孔的,零件内孔易积留预处理的溶液,镀件 表面经过一段时间会出现黑色的斑点。 此外,零件在电镀前的脱脂、除锈是否彻底, 也将严重影响镀层的性能。
14
二、电镀反应
图 6-1 是电镀过程原理图,被镀 的零件为阴极,与直流电源的 负极相连,金属阳极与直流电 源的正极联接。阳极与阴极均 浸入镀液中。 当在阴阳两极间施加一定电压 时,则在阴极发生还原反应: 即从镀液内部扩散到电极和镀 液界面上的金属离子Mn+从阴极 上获得n个电子,被还原成金属 M。
18
主盐浓度的影响
镀液中的主盐浓度高时,电沉积过程中的 浓差极化小,晶核形成速度降低,长大速 度快;所得镀层晶粒较粗。这种影响在简 单盐镀液中尤为明显。 主盐浓度过低时,尽管对提高镀液的分散 能力有利,但镀液允许的电流密度小。此 时、镀液中的导电盐可提高其导电性,增 加阴极极化,对获得结晶细致的镀层有利。
碱性镀液有氰化物镀锌、锌酸盐镀锌、焦 磷酸盐镀锌等。 中性或弱酸性镀液有氯化物镀锌、硫酸盐 镀锌等; 酸性镀锌有硫酸盐镀锌、氯化物镀锌等。 其中以氰化物镀锌、锌酸盐镀锌、氯化物 镀锌、硫酸盐镀锌最为常用。
33
镀锌层的钝化处理
为了进一步提高镀锌层的防护能力,同时 使其外观更具装饰性,通常要在其表面人 为地形成一层致密的氧化膜,这一过程即 称之为钝化处理(或称铬酸盐处理)。 钝化处理的溶液以六价铬为主要成分,辅 之以其它的无机酸或其盐。改变钝化溶液 的辅助成分及其浓度,可以得到白色或蓝 白色、彩色、黑色、绿色等色调的钝化膜。
电镀、电刷镀与化学镀
3、功能性镀层
能明显改善基体金属的某些特性的镀层:包括 耐磨镀层,如镀硬铬;减摩镀层,如铅——锡合 金、锡、钴——锡合金、银——锡合金等;导电镀 层,如银、金、金——钴合金等;导磁镀层,如 镍——铁合金、镍——钻合金、镍——磷合金、镍一 钴——磷合金等;钎焊性镀层,如锡,铅合金、 锡——铈合金等; 其它功能性镀层还有吸热镀层、反光镀层、防 渗镀层、抗氧化镀层、耐酸镀层等。
15
二、电镀反应
图6-1是电镀过程原理图,被镀 的零件为阴极,与直流电源的 负极相连,金属阳极与直流电 源的正极联接。阳极与阴极均 浸入镀液中。 当在阴阳两极间施加一定电压 时,则在阴极发生还原反应: 即从镀液内部扩散到电极和镀 液界面上的金属离子Mn+从阴极 上获得n个电子,被还原成金属 M。
26
5.电镀液的覆盖能力
在电镀生产中,常用到的另一个概念是覆 盖能力,亦称深镀能力,它是指电镀液所 具有的使镀件的深凹处沉积上金属镀层的 能力。 分散能力和覆盖能力不同, 前者是说明金属在阴极表面分布均匀程度 的问题,它的前提是在阴极表面都有镀层; 而后者是指金属在阴极表面的深凹处有无 沉积层的问题。
4
不同溶液和工艺参数下得到的镀层,性能和 用途也不同。按镀层的性能可将其分为三类:
1、防护性镀层 在大气或其它环境下,可 延缓基体金属发生腐蚀的镀层。如:钢铁 基体上的锌和锌合金镀层、镉镀层等。 2、防护装饰性镀层 在大气环境中,既可 减缓基体金属的腐蚀,又起到装饰作用的 镀层,如:多层镍+铬,铜+镍+铬,铜+锡 +铬,镍+钢+镍+铬等。
m kIt
式中,I为电流;t为通电时间。 只要知道比例常数k,根据实测的电流强度I和时 间t,就可以用上式来计算电极上析出(或溶解) 物的质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M + ne→ M
n+
电刷镀工作原理示意图
二、电刷镀设备
• 电刷镀的主要设备是专用直流电源和刷镀笔,此外还有一些埔助器具 和材料。 • 专用直流电源:0~30V,0~150A • 刷镀笔由绝缘手柄、阳极和散热装置组成
各种不同种类的阳极
三、电刷镀技术的特点
• (1)设备简单,工艺灵活,操作简便。工件尺寸形状不受限制,凡 刷镀笔可以触及到的表面,不论盲孔、深孔、键槽都可以修复。 • (2)镀层与基体结合强度高,比槽镀高,比喷涂更高。 • (3)沉积速度快,一般为槽镀的5~50倍,铺助时间少,生产效率高。 • (4)工件加热温度低,通常小于70度,不会引起变形和金相组织变 化。 • (5)镀层厚度可精确控制,镀后一般不需要机械加工,可直接使用。 • (6)操作安全,对环境污染小,不含毒品,储运无防火要求。 • (7)适应材料广,常用金属材料基本上都可用电刷镀修复。 缺点: 劳动强度大,消耗阳极包缠材料。
四、电刷镀工艺
1
1、表面整修 2、表面清理 3、电净处理 4、活化处理
2
1、刷镀打底层 2、刷镀工作层
3
1、清除残积物 2、镀层的防护
镀前预处理
镀件刷镀
镀后处理
五、电刷镀的应用
电刷镀技术已在航空航天、机车车辆、船舶舰艇、石油化工、 纺织印染、工程机械、电子电力、文物修复、工艺品装饰、局部镀 金、渡银等方面获得大量应用。
汇报人: 日 期:2013-5-13
主要内容
1Hale Waihona Puke 电刷镀基本原理2电刷镀设备
3
电刷镀技术的特点
4
电刷镀工艺
5
电刷镀的应用
一、电刷镀基本原理
电刷镀时,工件与专用直流 电源的负极连接,刷镀笔与 电源正极连接。刷镀笔上的 阳极包裹着棉花和棉纱布, 蘸上电刷镀专用的电解液, 与工件待镀表面接触并相对 运动。接通电源后,电解液 中的金属离子在电场作用下 向工件表面迁移,从工件表 面获得电子后还原成金属离 子,结晶沉积在工件表面上 形成金属镀层。随着时间延 长,镀层逐渐增厚。镀液可 不断的蘸用,也可用注射管、 液压泵不断地滴入。
1 表面修复
2
表面改性处理
4
电刷镀的应用
表面强化 3
与其他技术的复 合作用