标准化作业动作分析模板
双手作业分析图
为何要从夹具中取出玻璃管来折断?
必须将玻璃管取出才折断,因为如果将管子靠在夹具端面弯 曲而折断,则断下的短头必须取出,如果没有多少伸出在外 面,这就是一种很难做的操作。如果把夹具设计成能使短头 在折断时自动掉出,就不必取出管子了。
为何在每次工作循环的结束拿起和放下锉刀?不能把它一 直拿在手里吗?
用旧方法需要两手折断管子。如果能设计一种新夹具,就可能 无此必要了。
左手
右手
至轴
1
1
至尺
拿起一轴
1
带轴至尺 2
检
1 拿起尺
验
2
带尺至轴
等待测定长度 1
1 测定长度
2 尺放下
放下装毕之轴及套筒 2
3 3
4 4 2
至套筒 拿起一套筒 带套筒回原位 将套筒装轴上 等待
轴
套筒
尺 验装完毕者
工人
布置图
现行方法
左手 2
右手 4
2
4
1
2
5
10
图5-13 检查轴的长度并装入套筒的现行方法
✓ 每个作业周期开始时,应以拿起新的工件的动作作为开 始记录的起点。
✓ 一次记录一只手的动作,从左手或右手开始均可,一般 应从工作最多的一只手开始,并将全部操作记录完毕。
✓ 当左、右手同时动作时要记录在同一水平线上,顺次发 生的动作,要记录在不同水平线上。要多次核对左右手 动作关系,使记录准确无误。
✓ 一手持物,另一手的往复动作。 ✓ 将套入的方法改变,使轴直接套入套筒,节省套筒拿
起与放下的无效动作。 ✓ 改变原来用的普通尺为标准长度的尺,并固定台上,
省去每次将尺重复的拿起、放下的动作。
✓此例说明,对工作场地重新布置和改变工具的使用 就能对原不良作业方法进行改进,使双手达到对称、 平衡,动作规范化,效率显著提高。
标准动作分析表
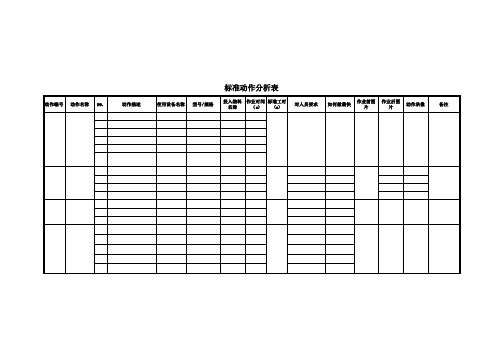
动作描述
标准动作分析表
使用设备名称 型号/规格
投入物料 作业时间 标准工时
名称
(s)
(s)
对人员要求
如何做最快
作业前图 片
作业后图 片
动作录像
备注
动作编号 动作名称 NO.
动作描述
标准动作分析表
使用设备名称 型号/规格
投入物料 作业时间 标准工时
名称(s)Fra bibliotek(s)
对人员要求
投入物料 作业时间 标准工时
名称
(s)
(s)
对人员要求
如何做最快
作业前图 片
作业后图 片
动作录像
备注
动作编号 动作名称 NO.
动作描述
标准动作分析表
使用设备名称 型号/规格
投入物料 作业时间 标准工时
名称
(s)
(s)
对人员要求
如何做最快
作业前图 片
作业后图 片
动作录像
备注
动作编号 动作名称 NO.
如何做最快
作业前图 片
作业后图 片
动作录像
备注
动作编号 动作名称 NO.
动作描述
标准动作分析表
使用设备名称 型号/规格
投入物料 作业时间 标准工时
名称
(s)
(s)
对人员要求
如何做最快
作业前图 片
作业后图 片
动作录像
备注
动作编号 动作名称 NO.
动作描述
标准动作分析表
使用设备名称 型号/规格
投入物料 作业时间 标准工时
名称
(s)
(s)
对人员要求
如何做最快
标准动作分析

FAREIGHT CONSULTING GROUP• TIANJIN
DOJOU
标准动作分析
This report contains information that is confidential and proprietary to Fareight Consulting Group, and is solely for the use of Fareight Consulting Group.No part of it may be used, circulated, quoted, or re produced for distribution outside Fareight Consulting Group .If you are not the intended recipient of this r eport, you are hereby notified that the use, circulation, quoting, or reproducing of this report is strictly pr ohibited and may be unlawful.
A.2 提案原因:简述标准作业指导书需修改的原因
A.3 会签栏: 由提案单位会签相关单位;“承办” 由SOP所涉及 的会签单位的产品负责人签修改意见;“审核” 由 会签单位课级以上(含)主管或其职务代理人审核 并签章.
3.2.3 修改制作: 由工程单位修改标准作业指导书 3.2.4 发 行: 由负责发行之文件管制单位盖 “发行章”办理发行
全检工站 4Kpcs/天
包装工站 4Kpcs/天
4 Kpcs/天
1.人员单能工==人员多能工;
2.制程集中,物流动线最短; 3.U型设计(I/O一致); 3.正面拿料、取放容易; 4.背面供料、物流顺畅; 5.把输送带做成「成长带」 不要当成搬运带;
TPS04- 动作分析
动作分析TPS series--04TPS series1学习目标作业分解能够进行作业分解动素分析能够做成动素时间分析表动作经济原则能制作经济原则查检表能运用查检表进行改善2作业分解按照加工流程,将人员作业由粗而细分解,并逐层列出分解后的元素。
每一层的某元素时间等于下一层的子元素时间总和。
4AB C 动作浪费作业者工作动作有附加价值的作业无附加价值的作业动素分析分析符号回顾动素分析应用动素分析练习7动素分析应用动素分析练习题顺序动作说明动素1伸手至贴纸卷空动2对准将撕取的贴纸对准3手指夹住贴纸离合处握取4撕取贴纸分解5带贴纸回计算机处搬运6将贴纸对准贴合处对准7贴上贴纸结合例: 贴贴纸于产品上12动素分析动素分析——改善着眼点类别No.动素改善着眼点附属作业5握取 每次抓取的对象要多,减少抓取次数小对象尽量用接触取用(如用磁力、吸附力触取)小对象的容器边缘,要设计成容易拿取的形状。
小对象的容器要设计成有集中性,可于固定位置拿取。
利用真空、磁铁、黏性代替手作业。
装入夹具内的工作物,应考虑取出时方便。
6伸手 空手移动距离应为最短移动路线没有障碍物7运搬 使搬运的距离最短利用输送器及滑槽用手提、肩挑或背负的方式要改善利用重力搬运考虑使用足动作机构的可行性箱子、盒子的位置、高度、方向等适当的加以改善。
中途不要有方向变换14动素分析动素分析——改善着眼点类别No.动素改善着眼点浪费作业12预对准 利用道具让零件、工具能定位置、定方向。
工具尽量挂置,易于拿取。
13保持 尽量不用手,以固定、支持治具持住对象。
利用真空、台架、附着力..等定住物件14延迟 动作配合详加安排,避免延迟发生。
无经验者宜采用有效率的训练方式。
对于延迟的状况要能衡量出来。
16动作经济原则作业单纯化原则经济原则汇总表18吉尔博斯(Gilbeth)最先提出最先提出,,后再经巴恩斯(Ralph M. Barnes)完善 三大类A.有关人(身)体运用(1~9条)B.有关工作场所(10~17条)C.有关工具与设备之设计(18~22条)动作经济原则19A. 身体部位使用的原则动作经济原则(作业单纯化的原则作业单纯化的原则))最大动作域正常动作域1)双手同时开始及完成动作2)双手同时做反向或对称动作3)身体运动部分尽量缩小4)简易作业利用手和前腕的运动比上腕和肩运动好简易作业利用手和前腕的运动比上腕和肩运动好。
基于MOD法动作分析的标准作业方法及标准工时实例

测量与分析 何开文 杨永伟
开 始 时 间:2010-5-25 计划完成时间:2010-7-25
主要内容
一、通过逐工序、逐员工观察、秒表测量及录像,进行动作分析,找 到规范、标准、节省、高效的作业(动作)组合—标准作业组合;
二、测量基于标准作业组合的(核心作业内容)标准工时;
经逐个观察及询问了解,发现影响效率的主要问题有三点:
1、作业方法:有单个上夹具(作业指导书要求)和一次性拿 5PCS电芯上夹具;
2、双手同时作业:拿电芯、整理台面电芯、换夹双手作业; 3、效率意识:在等夹具或待料时,准备好要上夹具的电芯、
挑注液孔方向不一致的电芯,调整一致等。
二次注液上夹具方法对比
②H
⑧ P2 ⑥ P2
③ M3
⑿ P2 ⑩ P2
① M3
② G1
标准工时=29 MOD*0.129=3.741秒
快速工时=29 MOD*0.12 =3.48秒
慢速工时=29 MOD*0.143=4.147秒
备注
实际时间=3.36秒(秒表、录像监测)
1、仅右手作业,上一组电芯过程右手无浪费动作;
动作组合5-转夹具
动作组合1—换夹具
左手动作
右手动作
NO.
分解动作描述
MOD表达式 模特数 MOD表达式 右手(动作描述)
1 推出上完的夹具,取空夹具 M4M4G0M4P0 12 G0M4
辅助推出上完的夹具
③G0
④M4
②M4 ②
⑤P0 ①M4
M4 ① G0
标准工时=12 MOD*0.129=1.548秒 快速工时=12 MOD*0.12 =1.44秒 慢速工时=12 MOD*0.143=1.608秒 实测时间=1.44秒(秒表、录像监测)
动作分析改善实例
第五章动作分析改善实例王先生在一家轮胎用钢条制造工厂工作。
他很积极的参加IE培训,对QC活动也很热心。
“钢条”的作用,就是埋入轮胎外周部,对于提高轮胎的性能(耐久性、安定性、安全性等)有很大的帮助。
钢条比起其他的纤维条,更富于伸张性,以及耐热性,总之,优点非常之多。
最近,辐射式轮胎的需求量也不断增设,作业的速度也被要求提高,但是,当你去参观现场以后,很可能会感觉到生产方面缺乏效率。
正因为如此,王先生到自己的管理区域视察想藉此找出问题的所在。
一、作业背景《次序1》首先,王先生巡视现场,观察各种作业,基于P(生产性)、Q(品质)、C(成本)、D(交货期)、S(安全)、以及M(士气)展开一连串的检查。
钢条的原材料是钢条片,它们从前工程部被送来时,都是从支撑物垂下来。
最后被制成钢条,就是利用3片钢条片熔接而成(图5.1略)“熔接工程”细分之后,可成为以下几个步骤。
①使熔接处的凹凸平坦,同时,为了使它牢实,必需实施锤压。
使用图5.2(1)的装置,把熔接好的半制品熔接部,放在那儿,再用脚踏式操作法,使熔接部平坦。
②在锤压装置的B沟,放入锤压后的半制品磨平,再下来,有如图5.2(2)所示一般,检查是否有凹凸的形状。
③接下来,把完成形状检查的半制品,放在图5.2(3)的滚筒上,左右地拖拉,实施弯曲度的检查。
④其后,把半制品装在图5.2(4)一般的东西,固定于A部以后,操作B的把手,拖拉素材,展开强度试验。
⑤最后,经过各种检查以后,有如图5.2(5)一般,修正形状的不正(保养)。
《次序2》整理在次序1检查的结果,找出最有问题的地方(表5.10)二、现状分析《次序3》在“熔接工程”中,以平时最在意之点为调查对象。
在这种场合之下,王先生以熔接后一连串作业“锤压”、“试验(弯曲强度)”,“保养”为对象,展开调查。
《次序4》准备实施现状分析。
1.由于是“微细的徒手作业”,因此,在现状分析方面,采取沙布利克分析。
2.先准备好沙布利克分析用纸,再记入下列事项①工厂名厂:钢条制造工厂。
动作分析.ppt
01-10-05
-动作分析-
8
影片分析简介
影片分析即以摄象机将操作者的动作 拍摄下来,制成影片,利用影片对操作者 的动作逐个画面进行分析研究,寻求动作 的改善。
克服人的功能的局限性 有助于对发生事件的时间数据的记录 便于资料的保存
01-10-05
-动作分析-
名称
符
号
文字 象形 颜色
说明
伸手 RE
草绿 空着器皿的样子
抓取 G
红 抓住东西的手的样子
移动 M
绿 东西放在器皿的样子
装配 A
紫 组装成井栏杆的样子
使用 U
紫红 use的第一个字母U
拆卸 DA
淡红 井栏杆拆掉一根的样子
放手 RL
洋红 装着物品的器皿倒置的样子
预对 PP
淡蓝 地板球的标靶的样子
01-10-05定位
12
MTM时间单位说明
时间单位的数值单位为TMU,即Time Measurement Unit
1 TMU = 0.00001 小时 = 0.0006 分 = 0.036 秒
1 小时 = 100000 TMU 1 分 = 1667 TMU 1 秒 = 27.8 TMU
在MTM数据卡上的时间值,是经过正确评比的 正常时间,未含有休息宽放或其他宽放时间
分三种状况: 1.GA-无抓取。手或手指仅与物品表面接触而已。这一动
作对物品的控制,通常不能将物品举起。 2.GB-一次抓取。一次简单合拢手指即可握取物品的状况 3.GC-多次抓取。凡是取一置于平面上的微小物品,或取
一紧贴平面的薄物,或取一与其他物品相混合的物品 等状况
01-10-05
动作分析讲义(共60张PPT)

(M1/2,M1,M2,M3)
G0:碰触,接触
动作确认
抓握动作
G1:不需要注意力的抓取
G3:复杂的抓取
终结动作
P0:简单放置
放置动作
P2:较复杂的放置(对准)
P5:具有装配目的的放置
下肢動作
脚步动作
大腿动作
F3:蹬踏动作
W3:行走动作
E2:目视观察
独立动作
其他动作
R2:校正
D3:判断/反映
A4:按下
纸,来回步行需500步。
办公室就可查到,来回步行只需100步。
能否不转动身体也能看见操作位置
2、18种动素之间的关系
答案:
500步×W5 =2500MOD → 100步×W5 =500MOD
随堂小测验
• 各组把游戏中作业动作用mod法进行分解
,写出过程和结果;
• 与观测时间做对比
• 用MOD法分析,怎么写字母更快,为什么
注意力不集中就不能很好的完成的情况
P5:「非常注意的放置动作」”边目视边进行的最复杂的放置动作
一般有两回以上的调整动作。
<例>钥匙插到钥匙孔里。
移动动作和终结动作综合
轴和套的装配
把轴套放在A点上,为M3P5。
到B点时为少量插入轴中。从B
点到C点,要加算必要的移动动
作M2P0(或M3P0)。
若在B点放开手,套依靠自重自
作,当然导致工作效率低,人员易于疲劳。
• 动作经济原则是由动作研究的创始者吉尔布雷斯所提倡
,尔后再经过专家学者的改进总结。掌握好动作经济原则,
对有效安排作业动作,提高工作效率会有很大的帮助。
动作经济原则
•
影响动作效率的因素:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(Work Combination Table)
PROJECT:
Process Name:
Date:
######
REFERENCE DATA from TAKT TIME CHART based on Machine Balance Chart Inputs
Annual Volume Daily Volume Op Basis
SRT per shift
Qty of Cells
(Modules)
Design CT Takt Time
Walk Time Wait for Cycle Machine Time
Cycles Waits
Time
DESCRIPTION OF OPERATOR WORK
Clock Start
Left Hand Both Right Hand
11
112131415161718191101111121131141151161171181191201211221232
1
TOTAL NUMBER OF MOTIONS TOTAL TIME BY CATEGORY
TOTAL CYCLIC TIME (w/Walk & Wait, excluding NON-CYCLICAL work )% OPERATOR TIME BY CATEGORY
THROUGHPUT/SHIFT= Scheduled Run Time per shift/Total Cyclic Time
TOTAL CYCLIC WORK TIME
Calculated Number of Operators (based on Total Cyclic Time & DCT )TOTAL CYCLIC TIME
Theoretical Number of Operators (based on Cyclic Work Time & Takt )
NON-CYCLICAL WORK ELEMENTS
ISSUES
Rate
per
Cycle
T a s k I D
O p e r a t i o n #
M a n u a l W o r k
(W h i l e M a c h i n e C y c l e s )
M a n u a l W o r k W h i l e M a c h i n e W a i t s
Non-C
Time (Sec)
Every
Pcs
Manual Work # o f M o t i o n s (O p t i o n a l )
O p e r a t o r C l o c k
(S t o p T i m e )
S e c o n d s
W a l k T i m e
W a i t f o r M a c h i n e C y c l e
M a c h i n e C y c l e T i m e
Pcs per Op Cycle 1CYCLIC WORK ELEMENTS
Calendar Year
ELEMENT TIME
O p e r a t o r I D
Hand Pattern -Optional Input
00.1
0.20.30.40.50.60.70.80.91
File: 376791004.xls, Tab: 3b PFP
MSD Forms Revision Date: 01- Jun - 02
Delphi Confidential
Page: 1 of 2
Printed: 2016/7/25 16:20
(Work Combination Table)
PROJECT:
Process Name:
Date:
######
REFERENCE DATA from TAKT TIME CHART based on Machine Balance Chart Inputs
Annual Volume Daily Volume Op Basis
SRT per shift
Qty of Cells
(Modules)
Design CT Takt Time
Walk Time Wait for Cycle Machine Time
Cycles Waits
Time
DESCRIPTION OF OPERATOR WORK
Clock Start
Left Hand Both Right Hand
1T a s k I D
O p e r a t i o n #
M a n u a l W o r k
(W h i l e M a c h i n e C y c l e s )
M a n u a l W o r k W h i l e M a c h i n e W a i t s
Manual Work # o f M o t i o n s (O p t i o n a l )
O p e r a t o r C l o c k
(S t o p T i m e )
S e c o n d s
W a l k T i m e
W a i t f o r M a c h i n e C y c l e
M a c h i n e C y c l e T i m e
CYCLIC WORK ELEMENTS
Calendar Year
ELEMENT TIME
O p e r a t o r I D
Hand Pattern -Optional Input
00.1
0.20.30.40.50.60.70.80.91
File: 376791004.xls, Tab: 3b PFP
MSD Forms Revision Date: 01- Jun - 02
Delphi Confidential
Page: 2 of 2
Printed: 2016/7/25 16:20。