机械加工报价清单
机械加工产品报价表格

10
16.93
工时合计:
(10) 单件 10
带锯床 (10) 0.33
剪(10) 准备 单件
剪板 (10) 0.00
616车(18) 准备 30 单件 140
616车 (20) 2.83
630车(25) 准备
630车 数控车(30) (25) 单件 准备 单件 0.00 30 100
数控车 (30) 2.17
0.00
0.33
0.00
0.00
0.00
0.00
氩弧焊(30) 单件
氩弧焊 (30) 0.00
氧化(2) 平方分米 单件 本批 0.00
镀铬(2) 平方分米*厚度 单件 本批 30.00 30.00
发黑(2) Kg 单件 本批 0.00
油漆(1.5) 平方分米 单件 本批 0.00
回火(1) Kg 单件 本批 0.00
立、卧铣 (25) 准备 单件
立卧铣 (25) 0.00
0.33
0.00
2.83
0.00
2.17
0.00
机械加工产品报价表
工具铣(20) 准备 30 单件 20 工具铣 (20) 0.83 加工中心 平、内磨 数控铣(40) 数控铣 加工中心 镗床(20) 镗床 坐标镗(30) 坐标镗 (60) (20) (40) (60) (20) (30) 准备 单件 准备 单件 准备 单件 准备 单件 准备 单件 0.00 0.00 0.00 0.00
序号 1
名称 活塞
零件图号 HH44X-DN300
单台 1
零件 数 1
材料 牌号 Q235
材料类型 圆钢
棒材尺寸 Φ 95 L 55 L
板材尺寸 W
机械加工零件报价单范文

求机械加工报价单格式我这里有个模板,可供参考。
机加产品报价主要包含以下条目:1、材料消耗。
需要注明原料的规格、种类、坯料使用量和市场单价。
2、机械加工的工序及相关费用。
需注明加工的方法与设备、所需工时及工时单价。
3、标准件、辅助材料。
需要配备的工装、辅具、连接件、销、螺栓等等,如果产品含有附件或是备件的也需要列出。
4、其他费用。
比如管理费、设计费等等。
以上列出后需要合计总报价,包括税率、运费和后期服务等等。
表1是比较简单的格式,附表2是比较详细的格式模板。
机械加工报价计算公式信息标题:佳群加工报价机加工报价加工报价单钣金加工报价机械加项目分类:其他建筑供求分类:供信息分类:出售信息发布者类型:公司信息内容:台湾佳群数控机床广泛应用于军工企业、电子电器、机械制造、航天航空等各行各业,台湾佳群公司为满足广大机床用户所须,特提供首期20%余款80%分3年分期付款供机服务,凡是在我公司购买机床的用户.都可以免费……[对不起,只有VIP付费用户才能查看信息详情!]谁有五金配件产品报价单格式??请指教..!!!00 375; FOB Shanghai Weight/.00 375.00 Bracket Diagram No. Size Finish "Quantity[x1000piece] " FOB Shanghai Weight/1000Pcs(Kgs) ".5 ZP 1.0 $640.00 $640;1000Pcs(Kgs) "Total Weight(Kgs) " mold fee total amount Price/Bracket Diagram No;1000Pcs Total Amount 1 12*1.5 ZP 0.00 375 $476;Total Weight(Kgs) " mold fee total amount Price/1000Pcs Total Amount 212*1.1 $640.00 38 $476.00 $540.00 $64. Size Finish "Quantity[x1000piece] "。
机械零件加工成本计算报价大全

1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本 *3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0**工件直径为上道工序所留尺寸**当加工孔径较大时,ap取大值;加工孔径较小,且加工精度要求较高时,ap取小值切削参数选择原则:切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的一制订切削用量时考虑的因素切削加工生产率在切削加工中,金属切除率与切削用量三要素ap、f、v均保持线性关系,即其中任一参数增大一倍,都可使生产率然而由于刀具寿命的制约,当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量加工表面粗糙度精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最选择刀具寿命时可考虑如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具,刀具寿命应选得高些,尤应车间内某一工序的生产率限制了整个车间的生产率的提高时,该工序的刀具寿命要选得低些;当某工序大件精加工时,为保证至少完成一次走刀,避免切削时中途换刀,刀具寿命应按零件精度和表面粗糙度三切削用量制定的步骤背吃刀量的选择进给量的选择切削速度的确定校验机床功率四提高切削用量的途径采用切削性能更好的新型刀具材料;在保证工件机械性能的前提下,改善工件材料加工性;改善冷却润滑条件;改进刀具结构,提高刀具制造质量。
机械加工报价明细
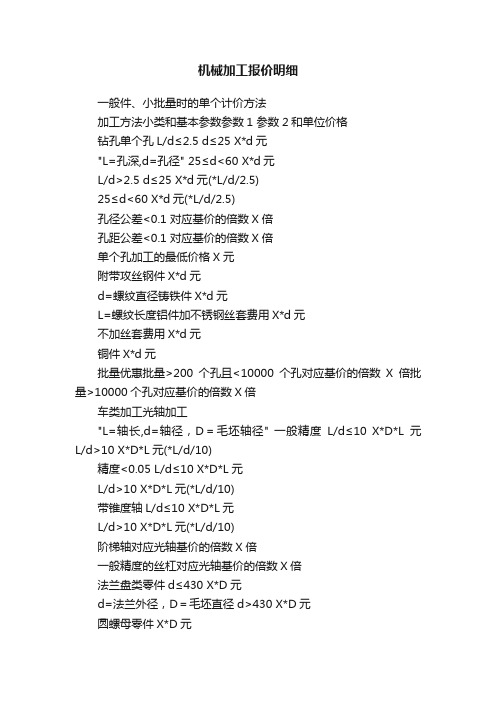
机械加工报价明细一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5 d≤25 X*d元"L=孔深,d=孔径" 25≤d<60 X*d元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<60 X*d元(*L/d/2.5)孔径公差<0.1 对应基价的倍数X倍孔距公差<0.1 对应基价的倍数X倍单个孔加工的最低价格X元附带攻丝钢件X*d元d=螺纹直径铸铁件X*d元L=螺纹长度铝件加不锈钢丝套费用X*d元不加丝套费用X*d元铜件X*d元批量优惠批量>200个孔且<10000个孔对应基价的倍数X倍批量>10000个孔对应基价的倍数X倍车类加工光轴加工"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)精度<0.05 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)带锥度轴L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数X倍一般精度的丝杠对应光轴基价的倍数X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径d>430 X*D元圆螺母零件X*D元d=圆螺母外径,D=毛坯直径六角螺母零件X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D 元d=轴套外径,L=轴套长度"d<100,d/L>2" X*D元(*d/L/2)修补轴承座(台)类零件"t<2,d<40,B<25" X元"t=磨损量,d=轴承外径,B=轴承座宽度""t<2,d>40或B>25" X元(*d/40*B/25)需要上中心架的对应上述基价的倍数X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B 元L/B>10 X*B元(*L/B/10)最低价X元位置度公差7级和以上的对应上述基价的倍数X倍硬度>HRC40的材料加工对应上述基价的倍数X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径L/d>5 X*d元(*L/d/5)最低价X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数X倍铣一般平面每mm2 X元铣沉孔每个X*d元d=孔径最低价X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆t=磨削深度每mm2 X元一般精度平面t=磨削深度每mm2 X元一般精度成形磨t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔X元电火花一般零件S=切断面积每mm2 X元每处最低价X元电焊L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条X元焊缝长度每mm价格(与材料和焊缝种类有关)X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8 每mm2 X元一般碳钢8<t<="" 每mm2="">t=板厚铝板t≤12 每mm2 X元铜板t<12 每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
机械零件加工成本计算报价大全
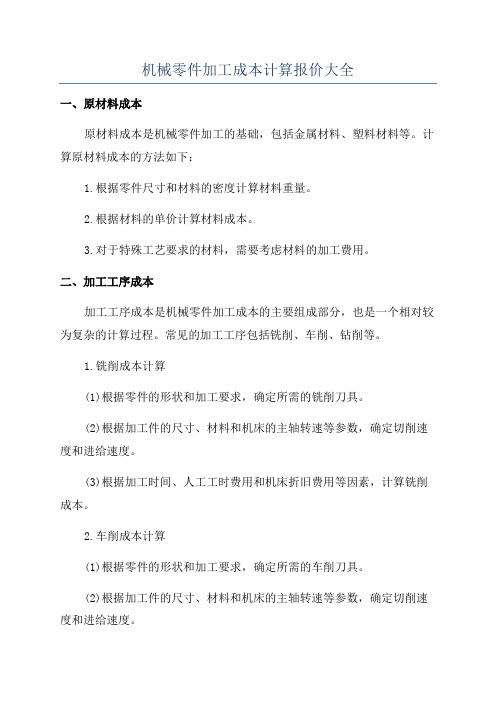
机械零件加工成本计算报价大全一、原材料成本原材料成本是机械零件加工的基础,包括金属材料、塑料材料等。
计算原材料成本的方法如下:1.根据零件尺寸和材料的密度计算材料重量。
2.根据材料的单价计算材料成本。
3.对于特殊工艺要求的材料,需要考虑材料的加工费用。
二、加工工序成本加工工序成本是机械零件加工成本的主要组成部分,也是一个相对较为复杂的计算过程。
常见的加工工序包括铣削、车削、钻削等。
1.铣削成本计算(1)根据零件的形状和加工要求,确定所需的铣削刀具。
(2)根据加工件的尺寸、材料和机床的主轴转速等参数,确定切削速度和进给速度。
(3)根据加工时间、人工工时费用和机床折旧费用等因素,计算铣削成本。
2.车削成本计算(1)根据零件的形状和加工要求,确定所需的车削刀具。
(2)根据加工件的尺寸、材料和机床的主轴转速等参数,确定切削速度和进给速度。
(3)根据加工时间、人工工时费用和机床折旧费用等因素,计算车削成本。
3.钻削成本计算(1)根据零件的形状和加工要求,确定所需的钻削刀具。
(2)根据加工件的尺寸、材料和钻头进给速度等参数,确定钻削进给速度。
(3)根据加工时间、人工工时费用和机床折旧费用等因素,计算钻削成本。
三、表面处理成本表面处理是机械零件加工过程中不可或缺的环节,常见的表面处理方式包括镀锌、喷涂、电镀等。
计算表面处理成本的方法如下:1.根据加工件的尺寸和表面处理方式,计算所需的表面处理材料和劳动力成本。
2.考虑表面处理设备和设施的折旧费用,计算表面处理成本。
四、装配成本对于需要装配的机械零件,装配成本也是一个需要考虑的因素。
装配成本的计算主要包括人工工时费用和装配设备的折旧费用。
1.根据装配件的数量和装配难度,确定所需的人工工时。
2.根据装配设备的种类和使用时间,计算装配设备的折旧费用。
五、其他成本除了上述主要成本,机械零件加工还可能存在一些其他成本,包括设备使用费、能源费用以及管理费用等。
这些成本需要根据实际情况进行计算。
机加工报价指导(含2024年材料价格)

价格=制造费用x(1x权重系数)
制造费用=材料费+加工工时总费用+表面处理费用
权重系数取25%-35%,包含运输费、管理税额、利润等。
如:包装运输(1%)管理及税额(5%)利润(21%)
材料费=材料单价x质量6061为26元/kg,S45C为8元/kg
质量=体积x密度,6061密度2.85g/em3,S45c密度为3.85g/cm3
体积=长x宽x高长=零件实际长度+10:宽=零件实际宽度+10:高向上取5、6.8.10.12、15、20等。
例如零件为90x90X7,加工时则需要用8mm的板,长宽方向留10mm切割。
加工工时总费用=设备单价x工时如:CNC 70元/小时,铣床45元/小时
表面处理费用=处理单价x质量or处理单价x表面积
如本氧、黑氧13元/kg,喷塑黑色45元/平方米。
机械加工报价明细

一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5 d≤25 X*d元"L=孔深,d=孔径" 25≤d<60 X*d元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<60 X*d元(*L/d/2.5)孔径公差<0.1 对应基价的倍数X倍孔距公差<0.1 对应基价的倍数X倍单个孔加工的最低价格X元附带攻丝钢件X*d元d=螺纹直径铸铁件X*d元L=螺纹长度铝件加不锈钢丝套费用X*d元不加丝套费用X*d元铜件X*d元批量优惠批量>200个孔且<10000个孔对应基价的倍数X倍批量>10000个孔对应基价的倍数X倍车类加工光轴加工"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)精度<0.05 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)带锥度轴L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数X倍一般精度的丝杠对应光轴基价的倍数X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径d>430 X*D元圆螺母零件X*D元d=圆螺母外径,D=毛坯直径六角螺母零件X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D元d=轴套外径,L=轴套长度"d<100,d/L>2" X*D元(*d/L/2)修补轴承座(台)类零件"t<2,d<40,B<25" X元"t=磨损量,d=轴承外径,B=轴承座宽度""t<2,d>40或B>25" X元(*d/40*B/25)需要上中心架的对应上述基价的倍数X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B元L/B>10 X*B元(*L/B/10)最低价X元位置度公差7级和以上的对应上述基价的倍数X倍硬度>HRC40的材料加工对应上述基价的倍数X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径L/d>5 X*d元(*L/d/5)最低价X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数X倍铣一般平面每mm2 X元铣沉孔每个X*d元d=孔径最低价X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆t=磨削深度每mm2 X元一般精度平面t=磨削深度每mm2 X元一般精度成形磨t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔X元电火花一般零件S=切断面积每mm2 X元每处最低价X元电焊L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条X元焊缝长度每mm价格(与材料和焊缝种类有关)X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8 每mm2 X元一般碳钢8<t<12 每mm2 X元t=板厚铝板t≤12 每mm2 X元铜板t<12 每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
机械加工报价单
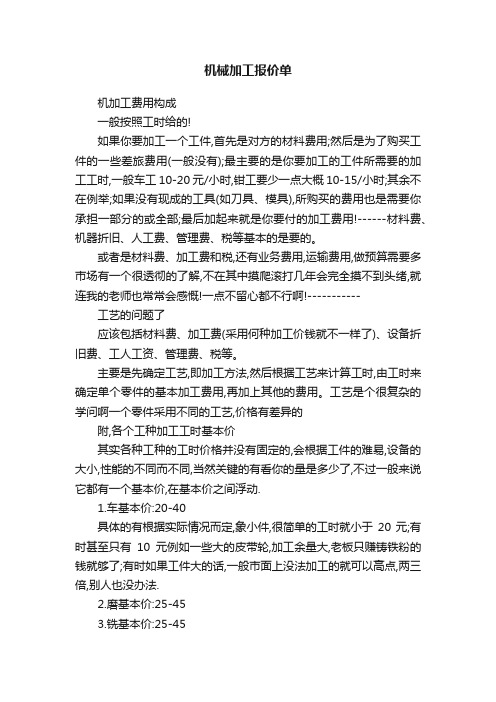
机械加工报价单机加工费用构成一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!------材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!-----------工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
主要是先确定工艺,即加工方法,然后根据工艺来计算工时,由工时来确定单个零件的基本加工费用,再加上其他的费用。
工艺是个很复杂的学问啊一个零件采用不同的工艺,价格有差异的附,各个工种加工工时基本价其实各种工种的工时价格并没有固定的,会根据工件的难易,设备的大小,性能的不同而不同,当然关键的有看你的量是多少了,不过一般来说它都有一个基本价,在基本价之间浮动.1.车基本价:20-40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铸铁粉的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.线割基本价:3-0平方毫米7.电火花基本价:10-40,单件一般按50/件(小于1个小时)8.NC基本价:比普通的贵它个2-4倍9.雕刻:一般都是单件的.50-500/件当然还是一句话.具体产品具体价格.以上价格只给做参考,如果各位有什么经验,希望大家也能说出来,大家一起交流。