五金冲压模具常见的工艺术语知识「」
1.3冲压工艺术语
15.條料:可用于多次沖壓的條狀原材料.
16.卷料:可用于多次沖壓的成卷原材料.
17.試模:指模具初裝完成后進行的試驗性沖壓,以考核模具性能及沖件質量.
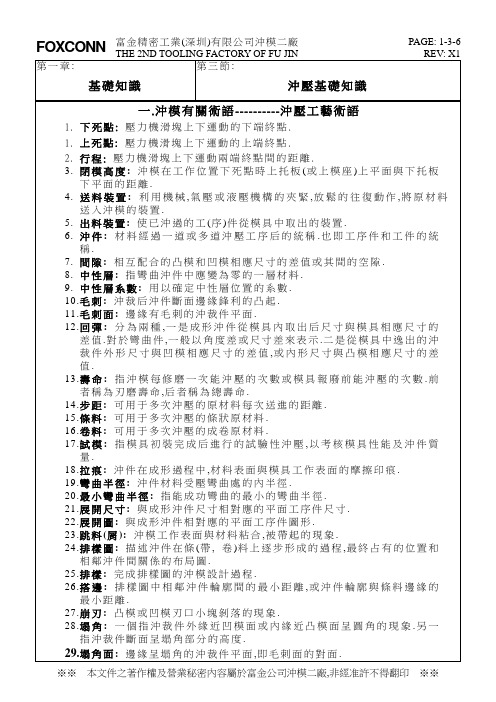
18.拉痕:沖件在成形過程中,材料表面與模具工作表面的摩擦印痕.
19.彎曲半徑:沖件材料受壓彎曲處的內半徑.
11.毛刺面:邊緣有毛刺的沖裁件平面.
12.回彈:分為兩種,一是成形沖件從模具內取出后尺寸與模具相應尺寸的差值.對於彎曲件,一般以角度差或尺寸差來表示.二是從模具中逸出的沖裁件外形尺寸與凹模相應尺寸的差值,或內形尺寸與凸模相應尺寸的差值.
13.壽命:指沖模每修磨一次能沖壓的次數或模具報廢前能沖壓的次數.前者稱為刃磨壽命,后者稱為總壽命.
一.沖模有關術語----------沖壓工藝術語
1.下死點:壓力機滑塊上下運動的下端終點.
1.上死點:壓力機滑塊上下運動的上端終點.
2.行程:壓力機滑塊上下運動兩端終點間的距離.
3.閉模高度:沖模在工作位置下死點時上托板(或上模座)上平面與下托板下平面的距離.
4.送料裝置:利用機械,氣壓或液壓機構的夾緊,放鬆的往復動作,將原材料送入沖模的裝置.
25.排樣:完成排樣圖的沖模設計過程.
26.搭邊:排樣圖中相鄰沖件輪廓間的最小距離,或沖件輪廓與條料邊緣的最小距離.
27.崩刃:凸模或凹模刃口小塊剝落的現象.
28.塌角:一個指沖裁件外緣近凹模面或內緣近凸模面呈圓角的現象.另一指沖裁件斷面呈塌角部分的高度.
29.塌角面:邊緣呈塌角的沖裁件平面,即毛刺面的對面.
20.最小彎曲半徑:指能成功彎曲的最小的彎曲半徑.
21.展開尺寸:與成形沖件尺寸相對應的平面工序件尺寸.
五金冲压模具常见的工艺术语知识

五金冲压模具常见的工艺术语知识为帮助大家了解更多五金冲压模具的相关知识,下面,为大家分享五金冲压模具常见的工艺术语,希望对大家有所帮助!冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
精冲是光洁冲裁的一种,他利用有带齿压料板的精冲模使冲件整个断面光洁。
连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进,从而使冲件逐步成形。
单工序模是在压力机一次行程中只完成一道工序的冲模。
组合冲模是按几何要素(直线、角度、圆弧、孔)逐步形成各种冲件的通用可调式成套冲模。
平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。
压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花是局部强行排挤材料,在工序件表面形成浅凹花纹、图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的'冲压工序。
冲裁是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌是将材料沿敞开轮廓局部分离而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔是将多余材料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
五金模具中英文专业术语
to stake铆合
designing, to design设计
design modification设计变化
die block模块
folded block折弯块
sliding block滑块
location pin定位销
lifting pin顶料销
die plate, front board模板 Nhomakorabea沖引導孔
Pilot
43
切節距
Notch\French Notch
五金行业-冲压专业术语中英对照(模具工程)
模具工程常用词汇
die模具
figure file, chart file图档
cutting die, blanking die冲裁模
progressive die, follow (-on)die连续模
padding block垫块
stepping bar垫条
upper die base上模座
lower die base下模座
upper supporting blank上承板
upper padding plate blank上垫板
spare dies模具备品
spring弹簧
bolt螺栓
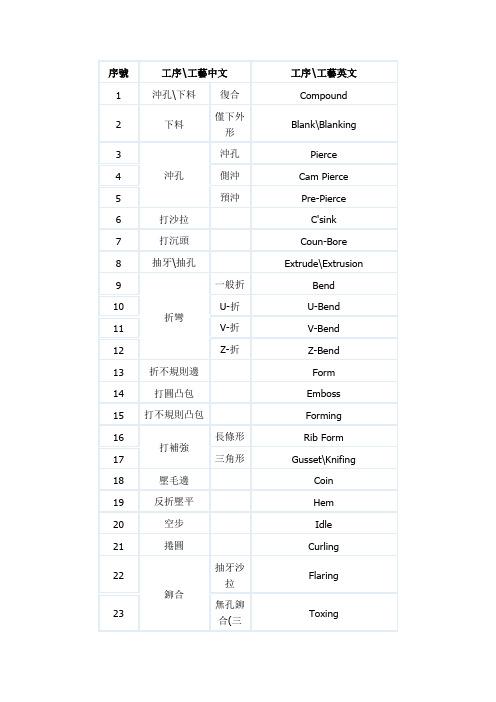
序號
工序\工藝中文
工序\工藝英文
1
沖孔\下料
復合
Compound
2
下料
僅下外形
Blank\Blanking
3
沖孔
沖孔
Pierce
4
側沖
Cam Pierce
5
預沖
Pre-Pierce
6
打沙拉
C'sink
冲压模具术语

冲压模具术语
1.冲压模具:由上下两块模板组成的工具,用于压制或冲切金属材料。
2. 上模板:一般由钢或铸铁制成,用于固定模具内的下模板,以便进行冲压或冲切操作。
3. 下模板:也称为压底板,一般由钢或铸铁制成,用于支撑工件,并且在压制或冲切操作中起到冲压或冲切的作用。
4. 模具孔:指下模板上开设的孔洞,用于冲压或冲切工件。
5. 模具缺口:指模具孔周围的边缘,用于将工件从原材料中分离出来。
6. 冲头:也称为模具针,一般由硬质合金制成,用于在模具孔中进行冲压或冲切操作。
7. 顶料板:安装在下模板上,用于支撑原材料并使其与冲头对齐。
8. 底料板:安装在上模板上,用于支撑工件并帮助固定下模板。
9. 模具间隙:指下模板与上模板之间的间隙,用于容纳工件和冲压或冲切操作。
10. 模具底座:用于支撑模具并将其安装在冲床上。
11. 模具钢材:用于制作冲压模具的高强度钢材。
12. 模具设计:根据工件形状、尺寸和要求,设计适合的冲压模具。
13. 模具制造:根据模具设计,制造出符合要求的冲压模具。
14. 模具维护:对冲压模具进行定期维护和保养,保证其正常使用并延长寿命。
冲模有关术语

CΣ=C材+C工+C模
式中:
CΣ--制造成本 C材--材料费(含原材料费、外购件费) C工--加工费(含工人工资、设备折旧费、车间经费等)
3/5
C模--模具费 2.2、降低制造成本的措施
降低产品成本,包括增产,节约两个方面.增产可降低产品成本中的固定费用,相对地减小消耗, 节约便能直接降低消耗,它们都是降低成本的重要途径。
冲压基础知识
一、冲模有关术语 1.1、冲压工序术语 1、下料:将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工程料片。
2、冲孔:将废料沿封闭轮廓从材料或工程料片上分离的一种冲压工序,在材料或工程料片上获得所需 要的孔。
3、切舌:将材料沿敞开轮廓局部而不是全部分离的一种冲压工序,被局部分离的材料,具有工件所 要求的一定位置,不在位于分离前所处的平面上。
4/5
(5) 旋转视图 当零件的倾斜部分具有明显的回转轴线时,可假想 将该倾斜部分旋转到与某一选 定的基本投影面平行后现向该投影面投影。
(6) 剖视图 零件内部结构复杂,视图中虚线也将增多,不利看 图,假想用剖切面剖开机件,移去 剖切部分后投影。 A、半剖视图:用于表达物体有对称平面的外形与内部结构(以对称线分界) B、局部剖视图:用于表达物体局部内形并保留物体的大部分外形(局部的剖切) C、阶梯剖切:几个平行的剖平面,作阶梯剖切。
三、冲压常见的缺陷 3.1、冲压毛边过大 3.2、冲压缺料 3.3、冲压时有拉痕,压伤. 3.4、冲压是有气孔,裂纹. 3.5、冲压变形 3.6、冲压尺寸不良.
四、冲压零件的表示法 4.1、零件的各种表达方法
表达零件外形方法有如下几种: (1) 基本视图
冲压加工工艺专业术语

五金冲压件加工厂,冲压加工工艺专业术语
隔行如隔山,没有接触到本行业的人是听不懂专业术语的,就拿冲压加工工艺来说,有几个简单的名词外行人是听不懂的,诚瑞丰五金冲压件加工厂带你了解一下。
以下就是五金冲压件加工厂的工程师常用说法:
1.下料。
不管是生产哪一种产品,哪一种材料,在钢板材料进入模具进行冲压
成型,将半成品/成品与废料分离出来,这一整个过程称为下料,使用到的设备有冲床、模具、自动机械手。
2.冲孔。
借助打孔机的钻孔技能,在钢板或产品上使用冲针将图纸上设计好的
孔型冲出来,常见的有方孔和圆形孔。
3.翻边。
不同产品的翻边方式不同,即使是相同工艺应用在不同产品上的展现
的效果也不一样,举个日常生活中使用较广泛的例子,不锈钢盆的沿口处就属于翻边加工,将四周完美的折叠起来,具有实用性和美观性。
4.拉伸。
用途非常广泛,常见的汽车、家具、家电、机器人等部件都有使用,
它的原理是将平面材料加工成具有空心形状的产品,形状如外壳、容器等。
5.成型。
很明显的一种方式是折弯,将产品的某个部位或者整体弯曲,达到一
定的角度,达到图纸设计的曲率。
6.切边。
当冲裁出来的工件边缘没有达到要求,不够光滑或整齐的时候,就需
要对边缘进行切割,属于常见工艺。
冲压工艺专业术语是对一道工序的概括,方便操作员在工作中进行交流,一经描述即可明白是哪一个生产环节。
诚瑞丰五金冲压加工厂对以上进行简单的概括,希望对你有帮助,冲压加工业务,欢迎联系合作。
五金冲压模具基础知识完整版
40 25 10 5 40
250 6
310 3 200 22
4. 一般用钢板SPCC:
属于冷轧碳素钢板的一种. 用此材料冲压的零件应立即电镀等保护﹐否则容易生锈﹒
5.电镀锡钢板(马口铁SPTE):
一次冷轧板(厚度0.15~0.60mm)﹕指在一次冷轧延的低碳钢板上 实施镀锡处理﹒
二次冷轧板(厚度0.14~0.36mm)﹕指在退火后第二次冷轧的低碳 钢板上实施镀锡处理﹒
適用高度范圍內,以及保証夾模器有足夠的安放空間 用于模具下模部分在沖床台盤上的裝夾與定位以及沖裁 12 下托板 SS41 N O N E 廢料的出模
編號 品名 材料 熱處理
功能
13
導料架
14 浮升導料銷
15
側刃
16
檔塊
17
導料塊
18
浮升塊
19
導正銷
20
浮升筒
21 誤送檢測裝置
22 外導柱(套)
23
難,因制件或殘料排除復雜, 較容易,尤其重合在多工
容易,適合單機自動化
一般只能在單機上實現部分機 作業和適應高速沖床的
的可能性 位壓力機上實現自動化 械化操作
自動化作業
通用性好,適合中小批量
通用性極差,僅適合中
生產通用性
通用性差,僅適合大、中批量 及大型沖床零件沖壓制,
生產
小型零件大批量生產尤
不受胚料尺寸及形狀限制
组成模具的零件:
1.工作零件:模具上直接对毛坯或板料进行冲压加工的零件如:凸模、凹模、
凸凹 模及组成它们的镶件及拼块等.
2.定位零件:用来确定条料或毛坯在模具中正确位置的零件.如定位销/定位
板 (块)/挡料销/导正销/导料板/侧刃/限位块等.
五金冲压件常见的专业术语

五金冲压件是一系列流程后的产品,在不同的过程具有不同的称呼,即我们常说的专业术语。
如今我们来看下金匠冲压常见的专业术语。
一、拉深:把平直毛料或工序件变为空心件,或者把空心件进一步改变形装和尺寸的一种冲压工序。
拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
二、切边:利用五金冲压模具修整成形工序的边缘,使之具有一定的直径、一定的高度或一定形状的一种冲压工序。
三、冲孔:将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工件上获得需要的孔。
四、翻边:沿外形曲线周围将翻成侧立短边的一种冲压工序。
五、翻孔:沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
yyhkcn_cqjjmj_tml
六、落料:将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面性的。
七、整形:依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五金冲压模具常见的工艺术语知识「」
五金冲压模具常见的工艺术语知识「推荐」
为帮助大家了解更多五金冲压模具的相关知识,下面,店铺为大家分享五金冲压模具常见的工艺术语,希望对大家有所帮助!
冲中心孔
是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
精冲
是光洁冲裁的一种,他利用有带齿压料板的精冲模使冲件整个断面光洁。
连续模
是具有两个或更多工位的冲模,材料随压力机行程逐次送进,从而使冲件逐步成形。
单工序模
是在压力机一次行程中只完成一道工序的冲模。
组合冲模
是按几何要素(直线、角度、圆弧、孔)逐步形成各种冲件的通用可调式成套冲模。
平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。
压凸
是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花
是局部强行排挤材料,在工序件表面形成浅凹花纹、图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
成形
是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁
是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的'冲压工序。
冲裁
是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
切开
是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边
是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌
是将材料沿敞开轮廓局部分离而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断
是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
扩口
是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔
是将多余材料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺
是将多余材料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲槽
是将多余材料沿敞开轮廓从材料或工序件上分离的一种冲压工序,
敞开轮廓呈槽形,其深度超过宽度。
卷边
是将工序件边缘卷成接近封闭圆形的一种冲压工序。
卷边圆形的轴线呈直线形。