机械制图各种尺寸标准
1-1 机械制图国家标准的基本规定

1-1 机械制图国家标准的基本规定图样是工程界的技术语言,也是铁道运输、轨道交通行业表达和交流技术思想的重要工具,是指导全行业生产运营的重要技术文件。
国家标准对图样的绘制和阅读作了统一的规定。
每个从事铁道运输、轨道交通生产运营的工作人员都必须掌握并严格执行这些国家标准(简称国标)。
以下简要介绍机械制图国家标准的基本规定。
一、图纸幅面和格式(GB/T 14689——2008)1、图纸幅面绘制机械图样时,应优先采用国家标准规定的图纸基本幅面,如表1-1所示。
基本幅面共五种,其尺寸关系如图1-1所示。
必要时,也可选用国家标准中所规定的加长幅面,加长幅面的尺寸应为基本幅面的短边整数倍增加后得出。
表1-1 图纸幅面(单位:mm)图1-1 基本幅面的尺寸关系(单位:mm)2、图框格式图1-2 留装订边的图框格式图纸上必须用粗实线绘出图框,其格式分为留装订边和不留装订边两种,如图1-2、图1-3所示。
同一产品的图样只能采用同一种格式。
图1-3不留装订边的图框格式二、标题栏(GB/T 10609.1——2008)每张图样都必须绘制标题栏。
国家标准对标题栏的内容、格式和尺寸作了统一规定。
本书建议教学中采用简化的标题栏格式,如图1-4所示。
标题栏一般绘制在图纸右下角,如图1-2、图1-3所示。
图1-4 标题栏格式(简化版)三、比例(GB/T 14690——1993)比例是指图样中图形与其实物相应要素的线性尺寸之比。
绘图时,应选择国家标准规定的比例,如表1-2所示。
注意:不论采用何种比例,图形中所标注的尺寸数值必须是实物的实际大小,与绘图比例、图形大小无关。
表1-2 比例系列四、字体(GB/T 14691——1993)国家标准对图样上的字体作了详细的规定,如表1-3所示。
在图样上书写汉字、字母和数字时,必须做到“字体工整、笔画清楚、间隔均匀、排列整齐”。
书写长仿宋体字的要领是:横平竖直不连笔,结构匀称长方形。
表1-3 字体示例五、图线(GB/T 17450——1998; GB/T 4457.4——2002)国家标准规定了图样中采用的9种图线,其名称、型式、宽度和应用如表1-4所示。
机械制图国家标准(最新)

标准编号和名称
标准顺序号是按批准的先后顺序编排的,并无标准 分类的含义,当某项标准需分几个部分编写,每个部分 又相对独立地作为一个标准发布时,可共用一个顺序 号,并在同一顺序号之后增加编一部分序号,两者之间 用脚圆点隔开。
2001年12月11日我国加入WTO,承诺:中国应自 加入时起,使所有技术法规、标准和合格评定程序符合 《贸易技术壁垒协定》。
的指引线上注写尺寸数字及其公差。
3、共用尺寸线的注法 这种注法,在共用的一条尺寸线上可以只画
一个箭头;也可画多个箭头,依次指向同一方向。此注 法应用于以下两类不同场合:
第一类应用场合是圆弧。一组同心圆弧或圆心位于 同一条直线上的一组不同心圆弧的尺寸标注。需要注意 的是,依次注写的尺 寸数字务必与箭头指 向一致。
应的 计量单位的代号或名称”改为“……采用其他单位,则应注明
相 应的单位符号。” 3、关于尺寸线的终端形式,就国家标准中并列地给出了两种 形式,即箭头和斜线。其实,斜线作为尺寸终端的形式主要用 于建筑图样。为此,新标准中给出了两种终端形式的同时强调 指出:“机械图样中一般采用箭头作为尺寸线的终端”。
为了与国际惯例相通,我国标准批准年号已由两 位数改为四位数。
1、在新标准中明确地补充规定了,在图样上标注极限偏差 时,“上下偏差中小数点后右端的‘0’一般不予注出;如果为
了 使上下偏差的小数点后的位数相同,可以用‘0’补充。” 2、在装配图中,与标准件有配合功能要求的尺寸,可以仅标 注与之相配处的非标准件上的尺寸公差代号。这一规定,新旧 标准是一致的。
需注意的是,滚动轴承为非标准的外购件时,则仍 应按分数形式标注含孔、轴公差带的配合代号。对此, 新标准作了明确的补充规定。
JB/T5054.2-2000《产品图样及设计文件 图样的基本要求》对机械 图样(含零件图和装配图)中的技术要求,较为具体地提出了如下 九个方面的一般内容:
机械制图要求规范-国家标准

2.平面图形的线段分析
平面图形由线段组成,各线段必须有定形尺寸,但 定位尺寸则不一定,据此可以将线段分为三类:
(1) 已知线段
具有定形尺寸、两个方向定位尺寸的线段。
如矩形80、10, 30和 10, 18等 如矩形80、10,同心圆Ф30和Φ10,圆弧R18等。 80
(2) 中间线段
具有定形尺寸、一个方向定位尺寸的线段。
3)连接两内接圆弧
已知连接弧半径R
a)
b)
c)
a)两已知圆弧; b)求连接弧圆心o(半径相减),定切点K1、K2; c)光滑连接。
4)连接两内、外接圆弧 已知连接弧半径R 连接两内、
a)
b)
c)
a)两已知圆弧; b)求连接弧圆心o(分别半径相减、相加),定 切点K1、K2; c)光滑连接。
第三节
3.注意事项
图 3-7 基本图线的应用
3.注意事项
(1) 同一图样上,同类图线宽度应一致。 (2) 图线与图线相交时,应该是画线相交。只有当细虚 线处于粗实线的延长线上时,为表明可见与不可见轮廓的界 线,应留出间隙。 (3) 画圆时,中心线超出轮廓线3~5mm。当圆太小时, 可用细实线代替点画线。 见图3-8。
是图形与实物的线性尺寸之比。 分为原值、缩小、放大三种。 比例值从表3-2中选取。
a) 1:2
b) 1:1 图3-6 不同比例的图形
c) 2:1
三、字体(GB/T14691-1993) 字体(GB/T14691-1993)
图样中书写的字体必须做到: 字体工整、笔画清楚、间隔均匀、排列整齐。 1. 字号 表示字体高度,代号为h。系列有:1.8、2.5、 3.5、5、7、10、14、20,单位mm。 2. 汉字 采用长仿宋体,字高一般不小于3.5号字,字宽为 ≈0.7h。 3. 字母和数字 可写成斜体和直体,斜体字字头向右倾75°。 指数、分数、极限偏差、注脚的数字及字母,一 般采用小一号字体。
机械制图要求规范-国家标准

机械制图要求规范-国家标准引言机械制图是工程设计过程中必不可少的一部分,它起到了沟通设计师和制造者之间的重要作用。
为了确保机械制图的质量和一致性,国家对机械制图的要求进行了规范化。
本文将介绍国家标准中对机械制图的要求规范,帮助读者更好地了解机械制图的基本要求和规范。
一、图纸格式1.图纸尺寸应根据实际设计需要确定,常见的尺寸有A4、A3、A2等。
在图纸的右下角应注明图纸尺寸信息。
2.图纸页边距应合理设置,一般为20mm,以保证图纸的美观和工作区域的合理利用。
3.图纸的标题栏应明确标注图纸名称、图号、版本、制图人、审核人等信息。
二、视图投影1.视图投影是机械制图中最基本的内容之一。
视图的选择应能够清楚地表达零件的形状和尺寸。
2.视图应按照国家标准规定的投影方式进行绘制,常用的有主视图、俯视图、右视图等。
3.视图之间应有适当的距离和比例关系,以保证图纸的美观和易读性。
视图与边框之间的距离一般为5mm。
4.视图的比例尺应根据实际需要确定,常用的有1:1、1:2、1:5等。
三、尺寸标注1.尺寸标注是机械制图中非常重要的一部分,它标明了零件的大小和形状。
2.尺寸标注应使用国家标准规定的标注方法和符号,确保标注的一致性和准确性。
3.尺寸标注的位置应遵循一定的规则,一般都放在视图右侧,并与之相关联。
4.尺寸标注的字体大小应合适,一般为2.5mm,以保证标注的清晰可读。
四、剖视图和细节图1.当零件的内部结构和细节无法通过常规视图揭示时,可以采用剖视图或细节图的方式进行表达。
2.剖视图应按照国家标准规定的剖视投影方法进行绘制,同时配上剖面符号和剖视线。
3.细节图应能够清楚地显示出零件的局部细节,一般需注明细节图对应的视图。
五、表面粗糙度和配合公差1.表面粗糙度和配合公差是机械制图中需要特别注意的内容,它们直接关系到零件的功能和质量。
2.表面粗糙度应按照国家标准规定的符号和数值进行标注,以确保读者能够正确理解零件的表面质量要求。
机械制图公差尺寸及查表格
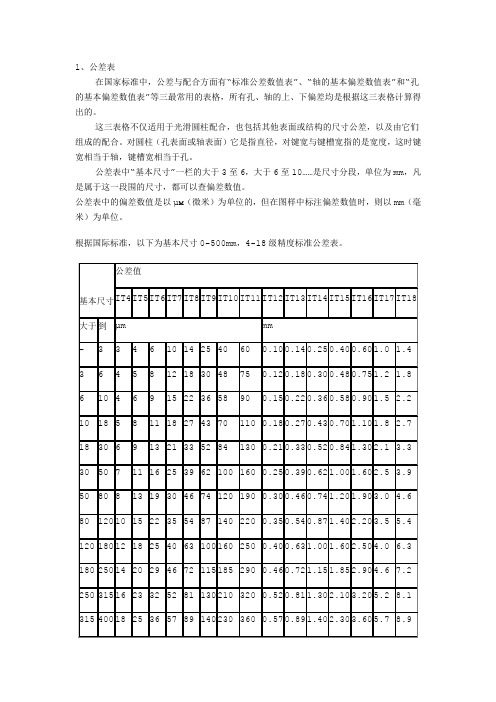
1、公差表
在国家标准中,公差与配合方面有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三最常用的表格,所有孔、轴的上、下偏差均是根据这三表格计算得出的。
这三表格不仅适用于光滑圆柱配合,也包括其他表面或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔表面或轴表面)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,凡是属于这一段围的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
(end)
2、查表方法
以下为公差表的查表方法。
举例:Φ230 H8/t9,这是表示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:IT7=46μм,t 的下偏差为+196μм。
孔的基本偏差数值(GB/T 1800.3-1998)
轴的基本偏差数值(摘自GB/T 1800.3—1998)(mm)
注:1.基本尺寸≤1mm时,基本偏差a和b均不采用。
机械制图国家标准规定

1-2、比例(GB/T14690-93)
比例的定义: 指图形与实物相应要素的线性尺寸之比。
种 类
比 例
原值比例
1:1
放大比例
2:1 5:1 1×10n:1 2×10n:1 5×10n:1
缩小比例
1:2 1:5 :101: 1×10n 1:2×10n 1:5×10n
1.各种图线作图要求
1-5尺寸注法(GB4458.4—8成
通常一个完整的尺寸标注形式包括了尺寸界线尺寸线、箭头和尺寸数字四个要素。
⑴尺寸界线 用细实线绘制,由图形的轮廓线、轴线或对称中心线引出(如60)并可由轮廓线、轴线或对称中心线代替(如22)。 尺寸界线应超过尺寸线2 — 3mm 一般情况下尺寸界线应与尺寸线垂直,必要时也可倾斜。
用细实线绘制,与所标注的线段平行。 尺寸线不能被其他图线代替,也不能作为其他图线的延长线,即必须单独画出。标注圆或圆弧的尺寸时 尺寸线应过圆心。
⑶ 箭头 为尺寸线终端形式中的一种,箭头的画法如图所示。 作图时若画箭头的位置不够,可用45°斜线或圆点来代替,如下图所示。
注意:1.图形不论放大或缩小均应注其实际尺寸; 2.一般将作图的比例写在标题栏比例栏目中。
1-3字体 (GB/T14691-93)
1.汉字 图样中的汉字应写成长仿宋体。 字体的字号表示字的书写高度(h),有1.8、2.5、3.5、5、7、10、14、和20(mm)等字号,字宽一般为 。 按规定汉字字高不得小于3.5mm。 长仿宋体的书写要领是: 横平竖直 起落有锋 结构匀称
第1章 <机械制图>国家标准规定
单击添加副标题
1993 —为该标准颁布的年份。
基本常识: 国家标准代号中各字母、数字表示的意义 为了规范各项技术工作,国家标准技术制图颁布了一系列的标准。 标准代号中 GB —为国(Guo)标(Biao)二字汉语拼音第一个字母, 意为国家标准。 T — 为推荐的“推”字的汉语拼音字头。 14689 — 为标准的编号。
机械制图尺寸标注大全 机械类 毕业生 必备
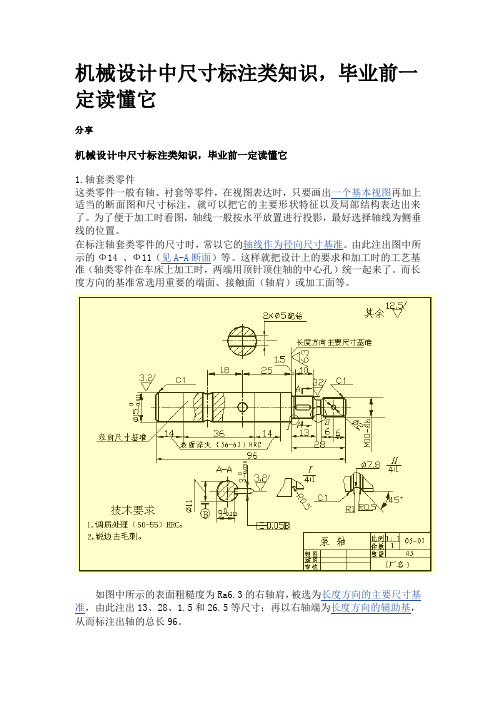
机械设计中尺寸标注类知识,毕业前一定读懂它分享机械设计中尺寸标注类知识,毕业前一定读懂它1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
机械制图公差尺寸及查表
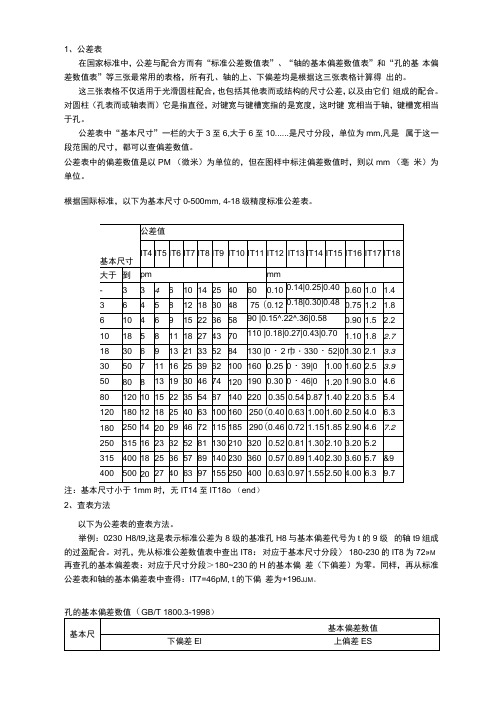
1、公差表
在国家标准中,公差与配合方而有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三张最常用的表格,所有孔、轴的上、下偏差均是根据这三张表格计算得出的。
这三张表格不仅适用于光滑圆柱配合,也包括其他表而或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔表而或轴表而)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的大于3至6,大于6至10......是尺寸分段,单位为mm,凡是属于这一段范围的尺寸,都可以查偏差数值。
公差表中的偏差数值是以PM (微米)为单位的,但在图样中标注偏差数值时,则以mm (亳米)为单位。
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18o (end)
2、査表方法
以下为公差表的查表方法。
举例:0230 H8/t9,这是表示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段〉180-230的IT8为72»M°再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:IT7=46pM, t的下偏差为+196JJM。
孔的基本偏差数值GB/T 1800.3-1998)
轴的基本偏差数值(摘自GB/T 1800.3-1998) (mm )
基本。