注塑机快速换模
注塑快速换模方法

注塑快速换模方法
注塑过程中,模具的换模是一个非常重要的环节。
传统的注塑换模方法需要耗费大量的时间和人力,而且易出现误操作导致机器损坏和延误生产进度等问题。
为了提升注塑生产效率,加快换模速度,现有一些注塑快速换模方法值得借鉴。
1. 预热换模法
在注塑过程中,模具的温度会影响成型品的质量。
因此,在换模前,先将新模具预热到与已用模具相同的温度,可以大大减少注塑过程中的温度调整时间。
这种方法适用于生产相同或类似材料的产品。
2. 模具快速拆卸法
传统的模具拆卸需要使用螺栓和手动工具,费时费力。
而现在的模具快速拆卸系统可以通过气动或液压力量,快速将模具拆卸下来,不仅速度快,而且能够减少误操作和人员受伤的风险。
3. 模具快速定位法
模具的定位非常重要,如果定位不准确,会导致模具磨损、产品变形甚至是机器损坏。
现在,一些注塑生产企业通过采用模具快速定位系统,可以快速且准确地将模具定位,保障产品质量和生产安全。
4. 模具分离法
某些大型模具不仅重量较大,而且难以拆卸和定位。
在这种情况下,使用模具分离法可以快速将模具分为几个部分,便于更换和
维护,也可以减少人力和机器损耗。
总之,注塑快速换模方法可以大大缩短换模时间,提高生产效率和产品质量,具有非常重要的意义。
未来,随着技术的不断进步,相信注塑快速换模方法还会不断更新和完善。
注塑机磁力快速换模系统

注塑机磁力快速换模系统公司简介:仪辰企业股份有限公司成立于1988年,为专业磁性应用工具制造厂,所研发制造之磁力夹具系统「永磁式电控磁盘EEPM系列」、新型鸠尾微调装置系列等,荣获经济部工业局颁发「优良设计奖证书」与第18届台湾精品奖殊荣,「永磁式电控磁盘-连接型EEPM-C系列」,荣获第19届中小企业创新研究奖与第21届台湾精品殊荣,磁力夹具系统「永磁式工作台ECB系列」荣获第16届台湾精品奖殊荣。
具备ISO 9001、CE 认证双重保证以及3 0多项专利。
自创品牌营销全球五大洲,拥有4 0余个国家的代理商及经销商。
为最专业磁性系统工具研制企业。
仪辰公司一直以『创新、诚实、责任』为经营理念,积极投入产品研发,诚恳实在面对客户所需,并秉持着企业永续经营的责任,由内而外时刻改善,自我不断提升质量控管及改革能力,站在客户的角度检视产品,尽心服务以符合客户真正需求,并以客户产能不断续的服务精神,为客户谋取创造最大效益。
注塑机磁力快速换模简介:一、三大竞争优势1.大幅缩短换模时间,提升机台最大生产效益,减少机台料管因换模时间造成温度降低所产生废料及能耗问题。
2.大幅提升急单应变能力,进而缩短交期,提升客户信任度3.提升机台设备质量,整厂设备达到客户需求,提高客户下单率。
二、五大隐性投资1.提高成型质量,减少毛边产生,提升产品良率,大幅减少废料所产生的粉碎废料成本2.降低模具耗损率,延长模具使用寿命3.严密控管成品库存成本4.节省人工成本,减少工安问题,换模更安全5.无任何干涉,可使用机台最大容模尺寸,全力提升设备稼动力三、优点特性四、 适应客户需求1. 特殊线路结构设计,绝对不会影响机台操控系统及所有结构安全2. 磁幅高度设计于25mm ,生产时不会影响动、定模任何开合动作3. 依需求磁盘厚度共有35mm 、50mm 、70mm 三种规格4. 区分三种磁极,除降低售价又能精准达到磁力需求五、 模具近接安全装置磁盤預吸磁時,模具如未完全貼附於磁盤表面,近接裝置無法感應,不能進行吸磁動作,以防止模具掉落之可能性模具如未確實全面貼緊,訊號燈亮著 模具完全貼附磁盤面,訊號燈會熄滅 近接裝置近接裝置六、 安全讯号转接装置七、 生产工艺1. 一体成形底座加工【磁盘坚固决不变形,确保加工平面精度】2. 接线方式【从焊接、串连及使用热缩套包覆于接点上,确保线路不会脱落,造成磁盘短路固障】磁盤吸磁後,快速接頭如未卸除並插入安全訊號轉接裝置,機台車壁則無法旋轉,以確保磁盤線路不會損壞接頭未插入安全裝置時,訊號燈亮著 接頭插入安全裝置時,訊號燈會熄滅3.填满树脂【一般磁盘分层防水,本产品由磁盘底层至盘面全部灌满树脂,确保磁盘不会因进水造成短路】4.快速接头接线【从焊接、串连及使用热缩套包覆于接点上,外层加上绝缘漆,达到100%防水要求】5.磁盘拉力专业检测【磁盘拉力数据皆由精密拉力仪器检测,并依产品品名、序号、检测时间记录建文件】客户:差异比较表:。
快速换模(注塑行业)

快速换模(注塑行业)
快速换模作业指导书
一.换模人数
每台注塑机两人
二.换模前准备
1.提取模具
2.检查模具状态,加注润滑油将水管油管安装到位。
将检修好的模具拉到注塑机旁。
3.将原材料准备好,需要干燥的料事先干燥好,包括洗车料。
4.A人开天车,B人将换模工具车(吊环.码模夹.钢丝绳.油管.水管.水嘴.防锈剂.生料带.温控仪等物品准备好。
三.卸模
1.A人将行车开至注塑机模具上方,B人清理模具型腔涂防锈油
2.A人把模具使用慢速合模到位停机打开按前门。
A人开天车B人装吊环将钢丝绳与吊环连接到位。
3.一人一边拆码模夹拆水嘴
4.拆完后A人启动注塑机使用慢速开模B 人开天车将模具吊出注塑机。
四.装模
1.A人开天车将模具吊到注塑机上,B人扶模具不要摇摆并指挥天车移动。
不要碰到人和设备件模具准确的吊入注塑机两模板之间。
2.A人开天车对浇口套,A人听B人指挥使用慢速合模并调整模板厚度将模具合紧。
3.一人一面装码模夹。
4.慢速开模调整模板厚度和开模距离
5.一人一面接水管.油管.模温机。
. 五.开车
1.A人升热流道温度和输入工艺参数。
B人收拾工具将工具车.天车.模具等物品放到指定位置。
2.挤料开车直到生产出合格产品。
东莞市尚川精密机械有限公司 压铸机 注塑机快速换模系统 使用说明书

压铸机/注塑机快速换模系统使用说明书目录1.快速换模系统简介The instruction of Q.M.C.S.……………….…P012.产品主要功能Major functions and capabilities……………………P013.安全事项Safety………………………………………………………….…………P024.手册使用限制Restrictions of using this manual…………..………P025.产品图示Product diagrams………………………………………….….……P036.系统操作流程说明Procedures for operating the system…..…P047.操作注意事项Operator notes………………………………………………P088.操作箱控制键说明Layout of the control box…………….…….…P099.日常点检部位说明Regular inspection…………………………….…P1710.系统保养说明Routine maintenance……………………………….…P1911.简易故障排除Trouble shooting…………………………………..……P2012.附录Appendix………………………………………………………….……………P221快速换模系统简介多样少量,人工成本慢慢升高,追求品质的稳定,是现在的企业面对的问题。
注塑机、压铸机快速换模系统应现代化生产的需要,提供企业解决换模的困扰;降低换模时间;减少换模伤害;降低劳动成本,使企业达成快速产销、使企业适应激烈的市场竞争。
目前在冲床、油压机、塑料射出机、压铸机上应用极普遍,确实带给业界宝贵财富,深爱业界好评。
快速换模系统渐渐成为设备上必要的标准配件。
The Quick Die Change SystemThe Quick Die Change System saves time and boosts efficiency in stamping operations involving small volumes and large ranges of products,high production costs and strong demand for quality.This system reduces the time needed to change dies while minimizing the risk of damage caused to the dies.It helps to ensure processing quality and better competition in today’s markets.This system has wide applications in presses,plastic injection machines and aluminum stamping machines and has won wide acclamation for the efficiency it brings to operations,the Quick Die Change System has quickly become an indispensable accessory for factories of all sizes to achieve the high levels of productivity required in today’s industry.2产品功能特性本公司注塑机快速换模系统由夹模器、气动泵组合及油压、电路控制系统组成,提供完整系统解决方案,是快速换模系统专业制造厂,并提供完善善后服务,以使系统充分发挥其应有效益。
塑料注塑机快速换模考核试卷

考生姓名:__________答题日期:__________得分:__________判卷人:__________
一、单项选择题(本题共20小题,每小题1分,共20分,在每小题给出的四个选项中,只有一项是符合题目要求的)
1.塑料注塑机的换模时间主要取决于以下哪一项?()
A.模具的设计
A.使用预调试的模具
B.增加操作人员数量
C.采用模块化模具设计
D.进行换模前的培训
11.以下哪些措施可以降低换模过程中的安全风险?()
A.对操作人员进行安全培训
B.使用安全防护装置
C.优化换模操作流程
D.增加生产线的停机时间
12.快速换模系统对于以下哪些行业具有重要作用?()
A.电子行业
B.汽车制造业
A.优化模具设计
B.增加机器自动化程度
C.提升操作人员技能
D.减少机器维护
5.快速换模系统通常包含以下哪些组件?()
A.模具夹紧装置
B.模具导向装置
C.模具加热器
D.自动控制系统
6.以下哪些情况下,快速换模系统的使用会受到限制?()
A.模具过于复杂
B.机器设备老旧
C.生产空间有限
D.原料特殊要求
7.在快速换模过程中,以下哪些步骤是必要的?()
C.医疗器械行业
D.建筑材料行业
13.以下哪些因素会影响模具的换模速度?()
A.模具的重量
B.模具的尺寸
C.模具的安装方式
D.模具的冷却系统
14.在快速换模系统的操作中,以下哪些做法是不正确的?()
A.忽视模具的预热
B.跳过模具的调试步骤
C.在换模过程中对机器进行维护
注塑部快速换模图解
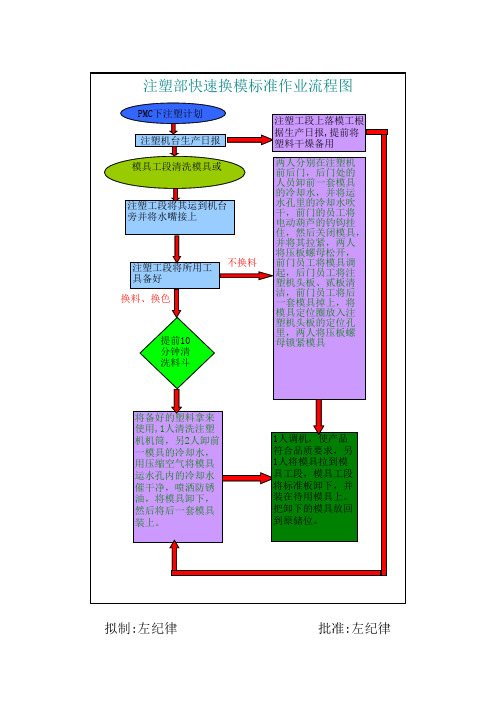
PMC下注塑计划 PMC下达计划 注塑机台生产日报表 模具工段清洗模具 模具工段清洗模具或
注塑工段上落模工根 据生产日报,提前将
注塑工段将其运到机台 旁并将水嘴接上
注塑工段将所分别在注塑机 前后门,后门处的 人员卸前一套模具 的冷却水,并将运 水孔里的冷却水吹 干,前门的员工将 电动葫芦的钓钩挂 住,然后关闭模具, 并将其拉紧,两人 将压板螺母松开, 前门员工将模具调 起,后门员工将注 塑机头板、贰板清 洁,前门员工将后 一套模具掉上,将 模具定位圈放入注 塑机头板的定位孔 里,两人将压板螺
拟制:左纪律
批准:左纪律
将备好的塑料拿来 使用,1人清洗注塑 机机筒,另2人卸前 一模具的冷却水, 用压缩空气将模具 运水孔内的冷却水 催干净,喷洒防锈 油,将模具卸下, 然后将后一套模具
1人调机,使产品 符合品质要求,另 1人将模具拉到模 具工段,模具工段 将标准板卸下,并 装在待用模具上。 把卸下的模具放回 到原储位。
注塑换模工操作规程(3篇)

第1篇一、目的为确保注塑换模作业安全、高效、有序地进行,提高产品质量和生产效率,特制定本操作规程。
二、适用范围本规程适用于注塑车间所有换模作业。
三、操作流程1. 换模前准备(1)检查模具及设备是否完好,确认模具与设备型号相符。
(2)了解产品工艺要求,熟悉模具结构及换模注意事项。
(3)准备好换模所需工具,如吊车、扳手、螺丝刀、垫片等。
(4)确认设备处于安全状态,如液压系统、电气系统等。
2. 模具卸载(1)关闭注塑机电源,确保设备处于安全状态。
(2)使用吊车将模具从注塑机上卸下,注意安全,防止碰撞。
(3)检查模具是否损坏,如有损坏应及时更换。
3. 模具安装(1)将新模具吊至注塑机上方,确保模具位置正确。
(2)使用扳手、螺丝刀等工具,将模具固定在注塑机上,确保模具牢固。
(3)检查模具安装是否到位,如模具与设备间隙、模具导向等。
4. 模具调试(1)打开注塑机电源,进行设备预热。
(2)调整模具参数,如模厚、模温、锁模力等。
(3)进行试模,检查产品外观、尺寸、重量等是否符合要求。
(4)根据试模结果,调整模具参数,直至产品达到质量要求。
5. 模具维护(1)定期检查模具,确保模具无损坏、磨损等。
(2)清洗模具,去除模具上的残留物。
(3)对模具进行润滑,延长模具使用寿命。
四、注意事项1. 换模作业过程中,严格遵守安全操作规程,确保人身安全。
2. 注意观察设备运行状态,发现异常情况立即停机检查。
3. 模具吊装、安装过程中,确保模具平衡,防止碰撞。
4. 模具调试过程中,根据产品工艺要求,合理调整模具参数。
5. 模具维护时,注意保养模具,延长模具使用寿命。
五、责任1. 换模工负责换模作业的组织实施,确保换模作业安全、高效。
2. 设备操作工负责设备运行状态的监控,发现异常情况及时报告。
3. 质检员负责对换模后的产品进行检验,确保产品质量。
本规程自发布之日起实施,如有未尽事宜,可根据实际情况进行修改。
第2篇一、目的为确保注塑机换模操作的安全、高效、准确,特制定本操作规程。
注塑机换模新技术电控永磁快速换模系统[1]
![注塑机换模新技术电控永磁快速换模系统[1]](https://img.taocdn.com/s3/m/39e6320e7cd184254b3535f4.png)
DM-QMC电控永磁快速换模系统达明电控永磁吸盘在注塑机上用于快速换模和夹模系统,可大大提高换模效率,一般注塑机换模和夹模操作仅需3分钟。
特别适合于多品种、小批量、准时制混流生产。
夹持力均匀分布于模具与吸盘的全部接触表面10毫米内,使模具无应力变形,更好地保证了合模精度,大大提高注塑件的质量一致性,减少了模具损耗、延长模具使用寿命。
对任何吨位注塑机上的任何重量的模具都可保证正常工作。
一、DM-QMC电控永磁快速换模系统简介1、应用领域电控永磁的QMC 系统在注塑成型机械上用来固定模具。
2、电控永磁系统介绍电控永磁系统是使用电脉冲开、关磁力的新型磁力系统,利用不同永磁材料的不同特性设计成最佳磁路,通过电控系统对内部磁路的分布进行控制与转换,使永磁磁场在系统内部自身平衡,对外表征为消磁即放松状态;或释放到吸盘工作表面,对外表征为充磁即夹持状态。
安全、强劲——在工作中不需要电能,只靠永磁吸力夹持工件,避免了电磁系统在突然断电和拖线损坏时磁力丧失而出现工件脱落的危险。
仅吸盘上表面的方格里有磁力,四个周边及工件五个外表面均无漏磁。
可预知的永磁夹持力非常强劲,而且恒定不变,更不随时间的延长而衰减,有极大的安全性。
实用、高效——使用方法非常简便、快捷,吸盘内部没有运动部件,经久耐用,免维护,实用性强。
每个控制通道的工作时间不超过0.5秒,装夹与松开的效率非常高。
PLC接口可实行微机远程控制,提高自动化程度。
工作中不用供给电能,电控永磁系统不出现发热现象,无热变形,大大提高工件的加工精度。
经济、环保——达明电控永磁吸盘只是在充磁和消磁过程的1--2秒钟内使用电能,工作中不使用任何能源而能产生安全、强劲、高效的力量,省除了传统机械、液压、气压夹具系统中的电、液、气路及蓄能器的配置,避免油、气的泄露及夹紧螺栓的疲劳损伤和由此带来的不安全隐患,同时节省了能源,既经济又环保。
一个用磁力加紧的模具既避免了变形又避免了内部张力的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑机快速换模
简介
随着市场竞争的日益加剧,塑料制品更新换代越来越快,共存品种越来越多,生产中多品种、中小批量、混流准时制生产的情况将成为主流,特别是为汽车行业配套的企业,不论是内饰件还是外饰件,都要为不同的车型并行、成套、准时提供合格产品。
因此,模具更换的间隔时间将越来越短,也就是说模具更换的频次将越来越高,相应注塑机停机时间将大大增加,严重影响生产效率和机器使用率,使交货周期延长、大笔投资不能得到有效回报。
这一现状已引起国内注塑机生产和使用厂家的重视,在注塑加工自动化中如果不有效地解决快速换模问题,其它生产环节自动化程度再高也难以充分提高设备的使用率、提高生产效率,整套设备也只能称得上是体格健壮、反应灵活的“瘸子”。
而这一问题在欧美工业发达国家已基本得到了解决,即:采用快速换模系统。
快速换模是将模具的产品换模时间、生产启动时间或调整时间等尽可能减少的一种过程改进方法。
可显著地缩短机器安装、设定换模所需的时间。
SMED
全称是“六十秒即时换模”(Single Minute Exchange of Die),是一种快速和有效的切换方法,快速换模法这一概念指出,所有的转变(和启动)都能够并且应该少于10分钟-----因此才有了单分钟这一说法。
所以又称单分钟快速换模法、1分钟内换模法、快速作业转
换,用来不断设备快速装换调整这一难点的一种方法-将可能的换线时间缩到最短(即时换线)。
它可以将一种正在进行的生产工序快速切换到下一生产工序。
快速换模法同时也常指快速切换。
快速换模法能够并且常常是用于启动一个程序并快速使其运行,且处于最小浪费的状态。
SMED(Single Minutes Exchange of Die)是在50年代初期日本丰田汽车公司摸索的一套应对多批少量、降低库存、提高生产系统快速反映能力的有用技术。
这一方法是由日本的新乡重夫先生(Shigeo Shingo)首创的,并在众多企业实施论证过。
Single的意思是小于10分钟(Minutes),当新乡先生亲眼目睹换型时间居然高达1小时的时候,他的反应“必须让流动顺畅起来”。
基于新乡先生的丰富经验,他开发了一个可以分析换模过程的方法,从而为现场人员找到了换型时间之所以长的原因,以及如何相应减少的方法。
在他领导的多个案例当中,换型时间甚至被降到了十分钟以下,因此这种快速换型方法被冠名为“单位分钟快速切换”。
顾名思义,其目的旨在缩短作业转换的时间,而其关键点又在于划定内部作业转换和外部作业转换,并将内部作业转换尽可能地变为外部作业转换,然后尽可能地缩短内、外部作业转换时间。
发展历程
机械旋拉式
这是较早期的快速换模系统,典型产品出自瑞士“STAUBLI”公司。
该系统的特点是:模具背部中心夹紧,适用于中小型注塑机。
其机械结构比较复杂,夹紧力在模具背板后部中心部位。
该系统的优点是:模具四周完全开放,无任何夹压元件,便于外部管路的插接。
该系统的弱点是:模具背板须加装统一的加紧机构。
由于背板四周无夹紧力,工作中模具变形及磨损较大,夹压部位的元件磨损严重,无夹压元件的状态反馈信号供给主机,系统安装、维修难度较大,不适于现有设备的加装。
液压压板式
这是采用最普遍的快速换模系统,典型产品出自ENERPAC公司、美国AEROSTAR公司、日本PASCAL公司。
磁力吸盘式
这是近年来发展迅猛、被欧美工业发达国家广为接受和采纳的快速换模系统,典型产品出自意大利TECNOMAGNETE(泰磁)公司,在此产品上有十多年的开发、生产和应用的经验,近万套系统应用于世界各地,特别是为汽车工业配套的厂家。
近几年,瑞士STAUBLI公司和日本PASCAL公司也开始从传统的液压换模系统转向磁力系统的开发与销售。
该系统的特点是:结构及控制非常简单,无任何机械夹紧元件和动作,在模具背板与吸盘磁极的接触面上,不论是心部还是周边,全部有永久磁力夹紧,适用于各种形式和规格的注塑机。
该系统的优点是:加装方便,适用于各种规格的液压式和全电动
注塑机,夹紧力来自永久磁性材料,工作中无需用电,夹紧状态有实时信号反馈给主机,保证夹紧的绝对安全;由于全接触面夹紧力均匀,模具在工作中变形和磨损很小,注塑件精度及一致性好,模具寿命延长;模具周边无任何执行元件,外围管路插接方便。
该系统机械上无机械动作,电控上瞬间用电,因此在使用中无须维护,寿命极长。
三大基本要点
区分内外
区分内外是指,把换模作业区分为内部准备作业,调整准备作业及外部准备作业。
所谓内部准备作业,是指必须把机器停下来才能做的准备作业,如模具的拆卸与安装。
调整装备作业,是指模具安装完成到第一个合格品产出的作业。
外部准备作业,是指在机器运转中可做的准备作业,如模具的修理、换模具所用的工具及材料的准备等。
由内转外
由内转外就是尽可能把内部准备作业转为外部准备作业。
把机器停止时才能展开的准备作业,经过改善后,变成在机器运转中即可预先完成的作业。
例如塑料注塑机注入成型制程,下回要上模生产的模具,可提前预热金属模具,不必等到上设备后再做预热作业,换上模具后即可生产,如此可节省金属模具的加温作业时间。
优化内外
优化内外就是缩短内部准备作业的时间及外部准备作业的时间。
典型的切换基本过程
30% 准备和清理
准备部件和工具,并检查其状况移走部件和工具,并进行清理5% 装配和移开部件
15% 测量、设置和校正
50% 试运行和调整。