AWSD1.1焊缝超声波探伤-精华(快速学成-新颖版)
焊缝的超声波探伤课件
超声波探头 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
南京钢铁股份有限公司研究院 Institute of Nanjing Iron & Steel Co., Ltd.
超声波探头 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
南京钢铁股份有限公司研究院 Institute of Nanjing Iron & Steel Co., Ltd.
超声波探伤用试块 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
CSK-IA
南京钢铁股份有限公司研究院 Institute of Nanjing Iron & Steel Co., Ltd.
超声波探伤用试块 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
第一临界角 当在第二介质中的折射纵波角等于 90度时称这时的纵波入射角为第一 临界角α I。这时在第二介质中已没 有纵波,只有横波。焊缝探伤用的横 波就是,经过界面波型转换得到的。
第二临界角 当纵波入射角继续增大时,在第二 介质中的横波折射角也增大,当βS达 90度时,第二介质中没有超声波, 超声波都在表面,为表面波。
波传播方向
空气
固体介质
表面波
横波
板波
南京钢铁股份有限公司研究院 Institute of Nanjing Iron & Steel Co., Ltd.
超声波声速 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
材料 钢 水 有机玻璃 铝 铜
纵波声速(m/s) 5900 1400 2720 6260 4700
焊缝的超声波探伤知识讲解-2022年学习资料

超声波探伤仪-西防以司-43a.-界A-记幕-4/福日-XU7-350B+-全康守南楼是严试探码权
超声波探伤仪-同步电路-扫描电路-发射电路-接收-放大电路-电源-缺陷-工件-8
超声波探头焊缝的超声波探伤知识讲解
超声波探头-探头线-外壳-电气适配器-吸收块-插头-晶片-阻尼块-延迟块-纵波-012-横波-保护膜
超声波探伤用试块-1跨距-探头焊缝距离-入射点-前沿x=100-L-0*-60-一次反-直线法-射法-1跨 点-匹ndt.Ch-R100-声程S-0.5跨距点-护陌-调节:探头的前沿、K值、声速
超声波探伤用试块-其余9-导-分-公-司-子-⑧-7-⑦1X6短惜孔-中-40-R10-RLO-300-C K-IIIA
超声波的反射、折射、波形转换-●在有机玻璃与钢的介面:-27.2°-第一临界角为a=27.2°,Bs=33 3°-第二临界角为a=56.7°,Bs=90°-56.7%-用于焊缝检测的超声波斜探头的入射-钢板-角必须 于第一临界角而小于第二临-界角。-我国习惯:斜探头的横波折射角用横-波折射角度的正切值表-示,如K=2
超声波探头参数表示-基本频率-晶片材料-晶片尺寸-探头种类-特征-2.5B20Z-5P6×6K3一K值为3 直探头-LK表示折射角-园晶片直径20mm-矩形晶片6×6mm-钛酸钡陶瓷-钛酸铅陶瓷-频率2.5MHz率5MHz
超声波探伤用试块-●
超声波探伤用试块-125-120-g好-其余-k2.0k2.3k3.0-R1阳-a-81.5-35-k1. -k1.5-15-140-200-050-044-040-300-有机坡鸦-CSK-IA
超声波特性-束射特性-反射特性-传播特性-波型转换特性-人们正是利用了超声波的这些特性,发展了超声波探伤技 。
焊缝超声波探伤(第三节 焊缝超声波探伤定位)

第四章 焊缝超声波探伤第三节 焊缝超声波探伤定位超声波探伤定位的方法是利用已知尺寸的试块(或工件)作为反射体来调节探伤仪的时间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。
一、斜探头定位与直探头定位的区别纵波探伤时定位比较简单,如探测100mm 厚的工件,可把底面回波调在10格,则每格代表工件中的声程(或垂直距离)为100/10=10(mm)。
(因耦合层极薄,可忽略不计)。
探伤时,若在6格出现缺陷波,则缺陷离工件表面的距离为6×10=60mm 。
横波探伤时的定位比较复杂(见图5–7所示),与纵波探伤相比有三点区别:① 超声波射到底面时无底面回波(故时间轴需在试块上预先调节);② 有机玻璃斜楔内一段声程OO '(称斜探头本体声程)在中薄板焊缝探伤定位时不能忽略,必须加以考虑。
③ 超声波的传播路线为O 'OAB(或O 'OB)折线,定位时,必须得用三角公式进行计算。
二、斜探头探伤定位基本原理焊缝探伤前,一般先进行斜探头入射点和折射角的测定,以及时间轴的调节。
故入射点O 和折射角β是已知的,示波屏上扫描线每格所代表的距离(可以是水平距离、垂直距离或声程)也是可知的。
这样,在直角三角形中,知道一只角、一条边、则其他两条边也可求出,故缺陷位置(缺陷离探头入射点的水平距离和深度)便可确定。
根据时间扫描线调节方法的不同,可分三种定位法: 1. 水平定位法即时间扫描线与水平距离成相应的比例关系。
2. 垂直定位法即时间扫描线与深度距离成相应的比例关系。
3. 声程定位法即时间扫描线与声程距离成相应的比例关系。
一般板厚≤24mm 时,用水平定位法、板厚≥32mm 时用垂直定位法。
时间轴的调节,其最大测定范围应在1S ~1.5S 之间(1S 为一个跨距的声程距离)。
三、焊缝超声波探伤定位的常用方法多年来,不少厂矿企业中的检测人员根据自己产品的特点,经过不断摸索、反复实践,已总结出了好多简便、有效的定位方法,下面仅介绍几种常用的定位方法。
AWSD1

1. 非管材连接的焊接接头
1.1 评定
• 6.13.1 静荷载非管材连接的合格判据 除目检外还须进行UT的焊缝,其合格判据必须符合表6.2的要求。对于连接腹板
和翼缘板的CJP焊缝,不连续的合格与否,如采用除扫查方式“E”( 见6.30.2.2) 以外的扫查动作探测到的话,可根据实际腹板厚度加上 1 in. [25mm]得出的焊缝厚 度予以评判。而用扫查方式“E”探测到的不连续,则必须根据实际腹板厚度,用表 6.2的验收判据予以评判。当连接腹板与翼缘板的CJP焊缝承受垂直于焊缝的计算 拉应力时,此焊缝应在设计图上标明,并必须符合表6.2的要求。
D级(细小不连续) 任何这类指示,不论其在焊缝中的长度或部位,必须判定合格。
1.2 工艺
6.26.6.2 对接接头检测 所有对接焊缝必须从焊缝轴线的每一侧进行检测。角接接头和 T 型
接头焊缝基本上仅从焊缝轴线的一侧检测。所有焊缝的检测必须使用适 用的扫查方式,或在必要时使用图 6.15 所示的方式,以检测纵向和横 向不连续。这样做的意图是,只要可行,最低限度要使检测焊缝的声波 在两相交叉方向上通过所有受检测焊缝与HAZ(热影响区)的整个体积 。 6.26.6.1 扫查
孔上方(A位置),将孔回波调至基准高度(50%或80%),然 后将探头离开试块,再提高20dB,荧屏上大于12mm声程以 外,不应有超过基准高度的任何回波。
前沿 探头前沿应小于等于25mm。
分辨率 仪器控制处于正常试验状态下,将探头
分别置于RC分辨力对比试块上,使孔的反射 回波调到萤光屏中等高度。分辨能力必须至 少能区分来自三个孔的指示峰值。
-2
~
+2
AWS D1.1超声波UT检测工艺规程

目的在不损伤被检物使用性能情况下而主要用于探测材料、构件、焊缝或设备等被检物的各种内部缺陷(如:夹渣、裂纹、未焊透等)并判断其位置大小、形状和种类,从而判定被检物的质量状况和质量等级。
1、适用范围本程序适于使用脉冲反射式超声仪的超声检测工艺。
2、人员要求无损探伤人员资质审定需符合 SNT-TC-1A 的要求,或 ISO9712 的要求。
3、职责质检科负责焊缝超声波探伤的实施。
4、依据本程序按照 AWS D1.1(钢结构焊接规范)第六章检验中超声波检测部份编制5、使用仪器及辅助材料5.1 超声波探伤仪(GUN30北京时代、PXUT-330南通友联)5.2 标准试块( IIW)5.3 探头5.4 耦合剂(化学浆糊)6、超声波探伤检测程序根据板厚的不同选择折射角,应选择合适的折射角进行检测,检测角度的选择可以参照 AWS D1.1 表 6.7 或根据检验员的试验结果选择可靠的折射角也可利用多种角度探头对同一工件进行多次检测从而选择最优的折射角度,常规检测可按下表规定选择:7、超声波探伤仪及探头的性能:7.1灵敏度余量仪器和试块,使用 IIW 试块使从 R100 处的反射回波高度在荧光屏上达到75%。
仪器具有至少 40 分贝灵敏度余量。
7.2.时间轴线性(水平线性)按照 AWS D1.1 6.30.1 进行签定7.3.放大线性(垂直线性)按照 AWS D1.1 6.30.2 进行鉴定。
7.4.分辨力按照 AWS D1.1 6.29.2.5 进行鉴定,以至少能分辨三个反射波为合格。
7.5.角度探头的鉴别按照 AWS D1.1 6.29.2.2 进行签定,角度误差必须在±2º范围之内。
8.0 试验表面的准备8.1 所有的焊接飞溅物、锈蚀、油漆、毛刺都应在检验前清除干净。
9.0 焊缝检测9.1 扫查:图 3 为常用扫查方法。
图39.2 最大指示:当在萤光屏上出现不连续性指示时,必须对来自不连续性的可达最大指示进行调节,使得显示器上产生水平对比基准轨迹的偏离。
焊缝超声波探伤(第二节平板对接焊缝的超声波探伤方法)
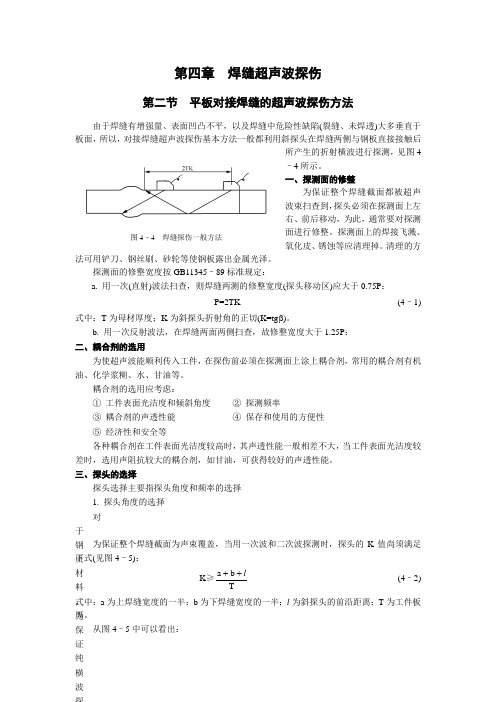
第四章 焊缝超声波探伤第二节 平板对接焊缝的超声波探伤方法由于焊缝有增强量、表面凹凸不平,以及焊缝中危险性缺陷(裂缝、未焊透)大多垂直于板面,所以,对接焊缝超声波探伤基本方法一般都利用斜探头在焊缝两侧与钢板直接接触后所产生的折射横波进行探测,见图4–4所示。
一、探测面的修整为保证整个焊缝截面都被超声波束扫查到,探头必须在探测面上左右、前后移动,为此,通常要对探测面进行修整。
探测面上的焊接飞溅、氧化皮、锈蚀等应清理掉。
清理的方法可用铲刀、钢丝刷、砂轮等使钢板露出金属光泽。
探测面的修整宽度按GB11345–89标准规定:a. 用一次(直射)波法扫查,则焊缝两测的修整宽度(探头移动区)应大于0.75P :P=2TK (4–1)式中:T 为母材厚度;K 为斜探头折射角的正切(K=tg β)。
b. 用一次反射波法,在焊缝两面两侧扫查,故修整宽度大于1.25P : 二、耦合剂的选用为使超声波能顺利传入工件,在探伤前必须在探测面上涂上耦合剂,常用的耦合剂有机油、化学浆糊、水、甘油等。
耦合剂的选用应考虑:① 工件表面光洁度和倾斜角度 ② 探测频率③ 耦合剂的声透性能④ 保存和使用的方便性⑤ 经济性和安全等各种耦合剂在工件表面光洁度较高时,其声透性能一般相差不大,当工件表面光洁度较差时,选用声阻抗较大的耦合剂,如甘油,可获得较好的声透性能。
三、探头的选择探头选择主要指探头角度和频率的选择 1. 探头角度的选择对于钢质材料,为保证纯横波探测,探头的入射角应在第一临界角(27.5°)和第二临界角(57°)之间,即27.5°<α<57°。
国内过去使用的探头均以入射角标称,如、30°、40°、45°、50°、55°等。
近年来,考虑到为使缺陷定位计算方便,故均改用K 值探头(K=tg β)如K=0.8、K=1、K=1.5、K=2、K=2.5、K=3等。
美国AWS D 1.1标准中超声波探伤难点解析
美国AWS D 1.1标准中超声波探伤难点解析
高庆臣
【期刊名称】《无损探伤》
【年(卷),期】2015(039)003
【摘要】介绍美国AWS D 1.1标准中超声波探伤部分与国内GB/T11345探伤标准不同之处,对难点进行解析.
【总页数】2页(P34-35)
【作者】高庆臣
【作者单位】航天重型工程装备有限公司,湖北孝感 432100
【正文语种】中文
【中图分类】TG115.28
【相关文献】
1.AWS D1.1[美国]《钢结构焊接规范》研究与应用
2.关于API5L标准中超声波探伤“验收信号极限高度”的探讨
3.AWSD1.1/D1.1M:2010《AWS钢结构焊接规范》(唯一AWS授权中文翻译本)
4.海油工程项目中超声波检测美国标准与欧洲标准的对比
5.管网新标准中超声波自动探伤在直缝埋弧焊管的应用
因版权原因,仅展示原文概要,查看原文内容请购买。
焊缝超声波探伤
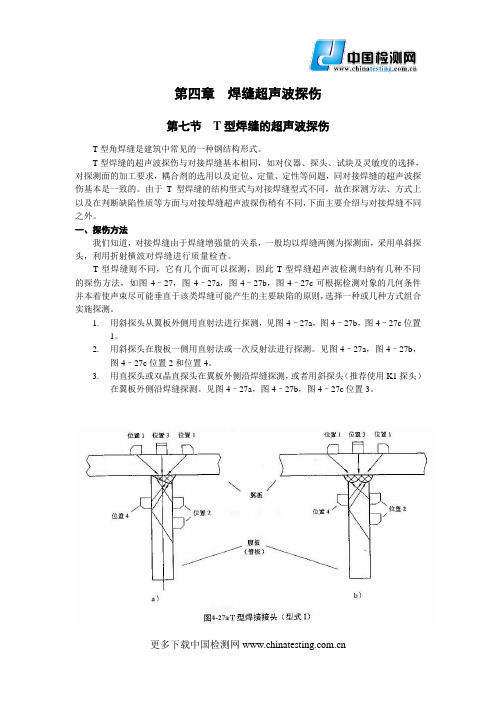
第四章焊缝超声波探伤第七节T型焊缝的超声波探伤T型角焊缝是建筑中常见的一种钢结构形式。
T型焊缝的超声波探伤与对接焊缝基本相同,如对仪器、探头、试块及灵敏度的选择,对探测面的加工要求,耦合剂的选用以及定位、定量、定性等问题,同对接焊缝的超声波探伤基本是一致的。
由于T型焊缝的结构型式与对接焊缝型式不同,故在探测方法、方式上以及在判断缺陷性质等方面与对接焊缝超声波探伤稍有不同,下面主要介绍与对接焊缝不同之外。
一、探伤方法我们知道,对接焊缝由于焊缝增强量的关系,一般均以焊缝两侧为探测面,采用单斜探头,利用折射横波对焊缝进行质量检查。
T型焊缝则不同,它有几个面可以探测,因此T型焊缝超声波检测归纳有几种不同的探伤方法,如图4–27,图4–27a,图4–27b,图4–27c可根据检测对象的几何条件并本着使声束尽可能垂直于该类焊缝可能产生的主要缺陷的原则,选择一种或几种方式组合实施探测。
1.用斜探头从翼板外侧用直射法进行探测,见图4–27a,图4–27b,图4–27c位置1。
2.用斜探头在腹板一侧用直射法或一次反射法进行探测。
见图4–27a,图4–27b,图4–27c位置2和位置4。
3.用直探头或双晶直探头在翼板外侧沿焊缝探测,或者用斜探头(推荐使用K1探头)在翼板外侧沿焊缝探测。
见图4–27a,图4–27b,图4–27c位置3。
二、探测条件选择1.探头:a> 用斜探头在腹板一侧进行探测时,采用频率为2.5Hhz探头,折射角根据腹板厚度按表4-8进行选择。
用斜探头在翼板侧进行探测时推荐使用45°(K1)探头。
b>采用直探头探测时,根据翼板厚度确定。
当板厚不大于20mm时采用双晶直探头探测。
当板厚大于20mm时采用单直探头探测。
2.耦合剂:T型焊缝探测时常用的耦合剂有机油,浆糊等。
表4–8 腹板厚度与折射角腹板厚度(mm) <25 25~50 >50 折射角 70°(K2.5) 60°(K2.5,K2.0) 45°(K1,K1.5)三、仪器的调整(1) 时基线比例调整:直探头探伤时,利用T型焊缝的翼板或试块调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AWS
焊缝超声波探伤细则(AWS D1.1/D1.1M)
焊缝超声波探伤精华
一.适用范围
板厚8~200mm(5/16 in~8in)之间的坡口焊缝和热影响区的超声波检测。
二.探伤仪、探头及系统的性能
1.设备要求
超声波探伤仪应通过计量检定合格,为A型脉冲及反射式探伤仪,配1~6MHz的探头,增益至少60dB,每档1~2 dB可调。
2.水平线性偏差在2%以内,分辨力能分辨RC试块上三个孔的峰值。
3.直探头(纵波)
探头晶片不小于161mm2(1/2in2),同时不大于645mm2(1in2)的工作面积。
4.斜探头
4.1频率:2~2.5MHz之间(包括2和2.5MHz)
4.2尺寸:晶片尺寸宽度15~25mm,高度15~25mm,最大宽度比1.2:
1,最小宽度比1:1。
4.3折射角:应为70°、60°、45°三种,允许误差±2°。
4.4探头内部杂波
①增加校准的增益值,高出基准高度20 dB;
②在12mm以上的声程和基准高度以上区域无任何杂波;
③在标准试块上进行。
三.试块
采用国际焊接学会(I I W)标准试块,用于校准水平距离和灵敏度,也可以用其它等效试块。
四.焊缝探伤前的准备
1.探头扫查区应无焊接飞溅、油污、油漆、松散氧化皮,扫查面应平
滑。
2.扫查区域母材探伤。
2.1在A面检测(参见表-1中的附图);
2.2水平距离校准;
水平距离至少应有两个板厚长度。
2.3灵敏度调整
在母材无缺陷处,底板第一次反射回波调至50%~75%的高度,用此灵敏度检测母材层状缺陷。
2.4缺陷的记录
有如下情况影响(干扰)需记录;
a. 底部反射全部消失;
b. 缺陷波高等于或大于底部反射波高。
有以上缺陷应记录其尺寸大小、位置和距A面的深度。
五.焊缝探伤
1.斜探头的选择:
1.1探头频率:2~
2.5MHz
1.2探头尺寸:宽15~25mm,高15~20mm
1.3折射角度选择(见表-1)
检测角度选择(表-1)
工艺卡
材料厚度in.[mm]
焊缝类型
5/16[8]
~
≤
1-1/2[38]
>
1-1/2[38]
~
≤
1-3/4[45]
>
1-3/4[45]
~
≤
2-1/2[60]
>2-1/2[60]
~
≤3-1/2[90]
>3-1/2[90]
~
≤4-1/2[110]
>
4-1/2[110]
~
≤5[130]
>5[130]
~
≤6-1/2[160]
>
6-1/2[160]
~
≤7[180]
>7[180] ~
≤8[200] * ** ** ** **
对接 1 0 1 F 1G
或
4
F
1G
或
5
F
6
或
7
F
8
或
10
F
9
或
11
F
12
或
13
F 12 F
T型 1 0 1
F
或
XF
4
F
或
XF
5
F
或
XF
7
F
或
XF
10
F
或
XF
11
F
或
XF
13
F
或
XF
- -
角接 1 0 1
F
或
XF
1G
或
4
F
或
XF
1G
或
5
F
或
XF
6
或
7
F
或
XF
8
或
10
F
或
XF
9
或
11
F
或
XF
13
或
14
F
或
XF
- -
气电焊
和电渣焊
1 0 1 0
1G
或
4
1**
1G
或
3
P1
或
P3
6
或
7
P3
11
或
15
P3
11
或
15
P3
11
或
15
P3
11
或
15**
P3
符号说明:
X —从“C”面检验。
G —焊缝打磨平齐。
O —无要求。
A面—材料上的扫查开始面(T型和角接接头见上图)。
B面—A面的对面(同一块板上)。
C面—在T型或角接接头所连接构件焊缝的外侧面。
*只有从表中第一栏中选取一项基本方式作搜索扫查,发现在焊缝金属和母材界面处有不连
续的基准高度指示时,才作此项检测。
** —用15in.[400mm]或20in.[500mm]屏幕距离校准。
P —此符号表示用串列法检测,即用同规格45°或70°探头使用扫查夹具,做一收一发检
查。
F —必须选用70°、60°或45°换能器之一,对焊缝金属及热影响区进行检测,按声束近似垂直于坡口面选择探头角度。
表—1中的符号说明见表—2。
工艺符号说明(表-2)
焊缝厚度区域
NO. 顶部1/4 中部1/2 底部1/4
1 70°70°70°
2 60°60°60°
3 45°45°45°
4 60°70°70°
5 45°70°70°
6 70°G A 70°60°
7 60°B 70°60°
8 70°G A 60°60°
9 70°G A 60°45°
10 60°B 60°60°
11 45°B 70°** 45°
12 70°G A 45°70°G B
13 45°B 45°45°
14 70°G A 45°45°
15 70°G A 70°A B 70°G B 2.探伤面的选择
一般情况下选用A进行扫查,靠近A面的焊缝即上面1/4部位需在B面用直射法检测或从A面用一次反射法检测。
靠近底部1/4的焊缝,需在A面用直射法扫查。
3.扫查方式(见图—1)
4.扫查灵敏度应在基准灵敏度基础上再提高若干dB值,提高的dB值按表—3进行。
六.评定值“d”的计算方法
扫查中遇到缺陷按如下公式计算评定值d。
a―b―c=d(dB)(适用于增益型仪器)
6.1.使用按规定选择的探头在I I W试块上对准φ1.5mm孔,找到最
大反射回波,并调到50%~70%某一高度,记录dB值为“b”(基准值)。
6.2.在扫查中发现缺陷,找到最大回波并调到6.1项中的相同高度读
dB值作为“a”(缺陷指示值)。
6.3. c为1英寸以外至缺陷处声程衰减dB值。
七.缺陷测长
缺陷测长采用最大缺陷反射回波两侧平行移动,反射回高降低50%时,探头移动的中心距离为缺陷的长度。
八.合格与判废标准
A级(大缺陷):任何这级缺陷,不管长度大小,一律判废;
B级(中缺陷):>20mm的缺陷判废;
C级(小缺陷):>50mm的缺陷判废;
D级(细小缺陷):不计长度均合格。
8.1 A、B、C、D级的判定。
在静载荷情况下,根据评级参数d,按表—4进行。
对接接头焊缝尺寸必须为所连接的两个部件中较薄者的公称厚度。
注:
1.B级和C级缺陷必须至少隔开2L(L为不连续性较大者的长度),但下述情况除外:当
两个或更多个缺陷不是隔开至少2L、而是这些缺陷的总和长度与它们相隔距离的总和等于或小于B级或C级规定的缺陷最大容许长度,则这种缺陷必须被视为单个的合格缺陷。
2.B级和C级缺陷距离承受拉应力的焊缝端部的长度严禁小于2L(L为缺陷长度)。
3.如果接头完全熔透(CJP)的双面坡口焊缝在图纸上被注明“受拉焊缝”时,则该双
面坡口焊缝钝边区域中检测出的缺陷,必须要用高出4dB灵敏度的额定指示值进行判断(从指示额定值“d”中减去4dB)。
如果这一接头焊缝系背部清根至完全好金属以
清除钝边并且用MT证实钝边已被清除,则严禁应用本要求。
衰减因子C公式:(声程-25)*0.08
Tab. -6 Ultrasonic Testing Record 共
页第页 Page of
探伤灵敏度与板厚范围的关系:。