1000MW汽轮机轴瓦拉钢丝找中心
大型汽轮发电机组轴系找中心工艺讨论
大型汽轮发电机组轴系找中心工艺讨论摘要:随着国家对发电企业节能减排、大力发展大型机组的趋势要求,近年各地发电企业均上马百万机组。
机组的安装工艺也不断创新,其中汽轮发电机组安装的轴系找中心环节,是汽轮发电机组安装中最为重要环节之一,它工艺质量的好坏将直接影响到机组的安全可靠运行及经济性。
本文以引进西门子技术的1000MW超超临界汽轮发电机组轴系找中心为例,作深入分析讨论,以求提高安装质量,实现机组安全可靠运行。
关键词:1000MW超超临界汽轮发电机组;轴系安装;找中心工艺Abstract: along with the country the power generation enterprise energy conservation and emission reduction, develop the large-scale unit requirements of the trend in recent years, and power generation enterprise are all mount a unit. The installation process is also constantly innovation, including the installation of steam turbine unit for shaft center link, steam turbine unit is one of the most important link in the installation, it process quality is good or bad will directly affect the safety and reliability of units and the economy. Based on the introduction of Siemens technology of 1000 MW ultra-supercritical turbine shaft find center as an example, analyzed and discussed thoroughly, in order to improve the quality of installation, realize the safe and reliable operation of the unit.Keywords: 1000 MW ultra supercritical steam turbine unit; Axis installation; Find center process引进西门子技术的1000MW超超临界汽轮发电机组,汽轮机机型号为(N1000-26.25/600/600)型。
汽轮机轴系找中心

清洁轴系表面,去除油污、锈蚀 和其他杂质,确保测量结果的准
确性。
检查轴系的热膨胀间隙,确保其 在规定范围内,避免热膨胀对找
中心工作的影响。
工具准备
准备高精度的测量工具,如百分表、内径千分尺、外径千分尺等,用于测量轴系的 各项参数。
准备专用的找中心工具,如中心架、中心钻等,用于确定轴系的中心位置。
准备必要的辅助工具,如扳手、锤子、螺丝刀等,用于安装和调试找中心工具。
记录轴系找中心的详细过程和结果,以便将来参考和分 析。
PART 05
轴系找中心的应用实例
REPORTING
WENKU DESIGN
实例一:某电厂汽轮机轴系找中心
轴系结构
该电厂汽轮机轴系由高压缸、中压缸、低压缸及发电机转子组成, 采用刚性联轴器连接。
找中心方法
采用三表法找中心,即在轴颈和轴承座处分别安装百分表和千分表, 通过测量和调整轴承座位置,使轴颈在轴承中的位置达到设计要求。
轴系找中心的目的
保证轴系运行的稳定性
延长轴系使用寿命
通过找中心,可以确保轴系在高速旋 转时保持稳定的运行状态,减少振动 和噪音。
通过找中心,可以避免因轴系不对中 而导致的过早损坏,从而延长轴系的 使用寿命。
提高轴系效率
准确的中心位置可以减少轴系内部的 摩擦和磨损,从而提高轴系的运行效 率。
轴系找中心的原理
反转法
在轴系的一端施加一定的力矩,使得轴系发生微小的偏转,然后测量 另一端的偏移量并调整轴承座的位置,使得偏移量达到最小值。
PART 02
轴系找中心的准备工作
REPORTING
WENKU DESIGN
设备检查与准备
检查汽轮机轴系的各个部件,包 括轴承、轴颈、联轴器等,确保
汽轮机联轴器如何找中心?
汽轮机联轴器如何找中心?编者按:本文很好的总结了联轴器找中心的方法,简单实用,易懂。
垂直方向有张口和高低差可以通过调整轴承来消除,左右方向有张口和偏差可以通过推动轴承座来消除。
利用相似三角形的原理,量出联轴器的直径,各个轴承中心至联轴器端面的距离,测出张口及偏差的数据即可。
汽轮机的高中压转子、低压转子和发电机转子分别采用刚性联轴器连接。
因此,施工过程中需要对各个转子间的联轴器进行找中心。
对于双低压缸结构的汽轮机,还要进行低低对轮的中心找正。
联轴器的主要作用是将相邻两个缸体的转子连接到一起,使两条转子的同轴度控制在一定的范围内。
两轴或多轴变一轴,以实现机械运动的传递。
由于汽轮机的每一段转子的两端都支持在轴承上,所以在重力作用下,中部自然向下弯曲,产生一定的挠度,同时转子两端会对称向两头扬起。
轴系安装时,考虑冷热态的差别和凝汽器与低压外缸连接方式的影响,运用相应措施,保证正常运行时整个轴系形成一条圆滑过渡的曲线,达到联轴器中心对齐,端面平行,以避免联轴器和轴颈产生额外的挠曲变形,在运行中引起交变应力和振动。
本文仅以滨州供热项目#3机组(330MW)的中低压转子联轴器找中心为例,对施工过程中出现的代表性案例进行分析、整理,并简述在施工过程中的个人心得。
一.滨州供热项目#3机组及其轴系简介滨州供热项目#3机组型号为C350/330-17.75/0.981/540/540,是亚临界、单轴、双缸双排汽、中间再热可调抽气凝汽式汽轮机。
其中,高中压转子通过刚性联轴器连接低压转子,低压转子再通过另一个刚性联轴器连接发电机转子。
因此,该轴系一共有三根转子,支持在六个轴承(以下简称#1~#6支持轴承)上。
该机组在进行联轴器找中心时,只需要对中低压间联轴器和低电间联轴器进行找正。
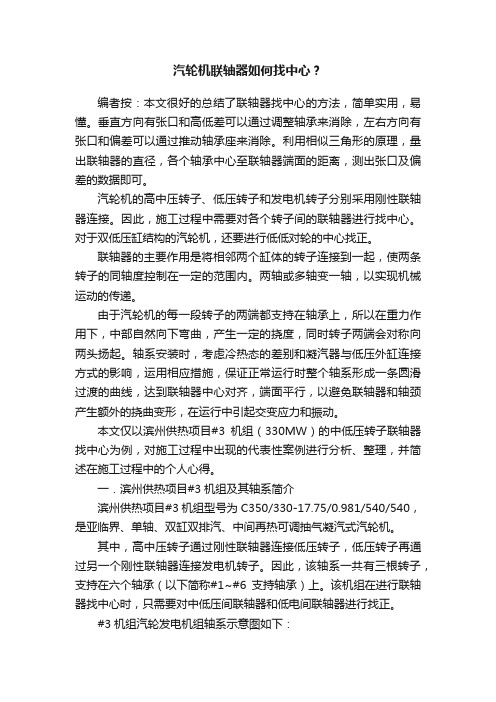
#3机组汽轮发电机组轴系示意图如下:由图示可知,该机组的联轴器找中心应以低压转子为参考,相应地调整高中压缸转子,以及发电机转子的位置。
二.中低压转子的联轴器找中心施工要求:对轮圆周偏差0.02mm以内,端面偏差0.02mm以内。
汽轮机轴系找中心

例五: 上海电机厂产的300MW、600MW机组,后面的励磁机(刷架) 转子需要做摆轴实验 。当励发对轮中心调整达到图纸设计要求,监理验 收通过,下一步将励发对轮正式连接(记得穿螺栓前先把止动销子一一 调整到位)力矩达到900或1000N/m即可,然后开动盘车,(盘动转子 前先在励发对轮连接处加上两块百分表,盘动转子观察其同心度是多少, 最好不要超过5丝,同心度偏差太大的话必须调整,如果不调整当转速 达到3000转的时候刷架轴承座震动会大,严重的有可能把轴瓦砸烂报废) 半小时后计数,针对性的加力距,直到达到设计要求。 当刷架转子晃度合格后,恢复轴承座。恢复前,一定要用酒精清理 干净轴承座 及其垫片,打紧螺钉,准备翻入轴瓦,翻瓦前在轴承座上左 右加两块百分表,翻入下瓦后观察百分表的变化,当翻入瓦后百分表应 该是不变的,假如变化大的话,需要调整轴承座来使其与转子中心一致。 (在蚌埠电厂做过实验,当把下瓦翻出后转子下垂50丝,运行后瓦温 62°) 小伙伴们,我写的比较啰嗦,目的是让大家能够理解、明白,直至在以 后的工作中熟练运用。当你觉得收益了,那就给我加威望、电建币、各 种分吧。。。。。。。。。
根据三角函数表:
#3瓦三个瓦块的调整量分别是:因为根据图表得 向下11.5丝,两侧需减2.99丝 左瓦块=2.5+(-2.99)= -0.49 减去0.49丝 右瓦块=(-2.5)+(-2.99)= -5.49 减去5.49丝 下瓦块=0+(-11.5)= -11.5 减去11.5丝
拉钢丝找中心法在汽轮机安装中的应用
拉钢丝找中心法在汽轮机安装中的应用煤炭在我国的能源结构中占据着重要的地位,但是随着我国经济的快速发展以及环保压力的加大,大量使用煤炭所带来的环境污染引起了人们的重视。
现今,通过采用新型的、大型的、低煤耗的汽轮机组来提高每吨煤炭的燃烧利用率,同时降低煤炭所带来的污染。
现今,我国对现有的火电站进行关停小机组,采用新技术、大机组的方式来提高煤炭的利用率并降低煤炭所带来的污染。
由于汽轮机组是一项十分复杂的设备,其安装是否到位对汽轮机后期的使用效率有着十分重要的影响。
文章将就汽轮机在安装过程中找正所采用的的拉钢丝法进行介绍。
标签:汽轮机;拉钢丝找正;安装引言在我国的能源结构中,火力发电占据了我国发电市场将近7成的份额。
在火力发电厂中,汽轮机是一种将蒸汽能量转换为机械功的旋转式机械,汽轮机又被称为蒸汽透平,主要被用作发电的原动机,也可以用其直接驱动各种泵以及风机、压缩机和船舶螺旋桨等。
因此,其是一种在发电厂和化工厂中都非常重要的机械,由于体积庞大、功能复杂,在安装的过程中需要格外注意。
文章就汽轮机安装过程中的拉钢丝找正法进行介绍。
1 汽轮机简介汽轮机是一种以蒸汽为动力,并将蒸汽的热能转化为机械功的旋转机械,是现代火力发电厂中应用最为广泛的原动机,汽轮机具有单机功率大、效率高、能耗低且使用寿命长等优点。
其中,冲动式汽轮机蒸汽主要在静叶中膨胀,在动叶中只有少量的膨胀。
而反动式汽轮机蒸汽在静叶和动叶中都膨胀,而且膨胀程度相同。
由于反动级不能作为部分进汽,所以第一级调节级通常会采用单列冲动级或双列速度级。
2 汽轮机的找中心法简介在汽轮机的安装过程中,找正是其中很重要的一个步骤,现今在汽轮机的安装过程中使用的找正方法主要有:假轴找中心法、激光找中心法、拉钢丝找中心法等,但是,在使用以上几种方法时都无法对汽轮机汽缸在运输和安装过程中所造成的下垂变形进行测量和补救,使得汽轮机在扣缸后汽缸中的径向流通间隙和实际安装不相同,从而导致汽轮机机组在运行过程中的径向摩擦加大,对于汽轮机的正常使用与运行安全造成极大的影响。
灵武电厂#4机轴系找正注意事项

灵武电厂#4机轴系找正注意事项摘要:灵武电厂二期2×1000MW机组#4安装工作通过对轴系找中心工作的认真准备、关键数据的严格把关、施工质量的严格控制,确保机组安全稳定运行。
关键词:轴系找中心;准备和注意事项;轴系找正Abstract: LingWu power plant second phase 2 x 1000 MW unit # 4 installation work through to find center of shaft system work preparation, key data strictly, construction of strict quality control, ensure the safe and stable operation of the unit.Keywords: axis find center; Prepare and matters of attention; Shaft is looking for is1前言在灵武电厂二期2×1000MW机组#4机安装中,因制造厂家轴系中心设计数据不合理,造成同类型机组冲转期间出现烧瓦现象,经过厂家、建设单位、施工单位现场研究处理,最终重新确定轴系中心数据,使轴瓦温度和振动趋于正常,由此可见大型机组因转子多、轴系较长轴系中心找正工作应考综合虑各方面的因素,从而确保机组安全、稳定的运行。
2轴系找中心前应完成的工作和具备的条件2.1轴系找中心前的准备工作转子各联轴器检查,包括联轴器外观检查和圆周晃度、端面瓢偏。
联轴器厂家出厂标记(零位)应相互对应。
联轴器盘车时用两个活动销,并且对称布置,避免单一活动销在盘车后造成转子联轴器摆动过大。
准备好找中心所需要的量具和工器具等。
2.2轴系找中心前的注意事项(1)检查轴承安装顺序是否正确。
(2)检查轴承安装方向、位置是否正确,轴瓦垫块接触是否良好。
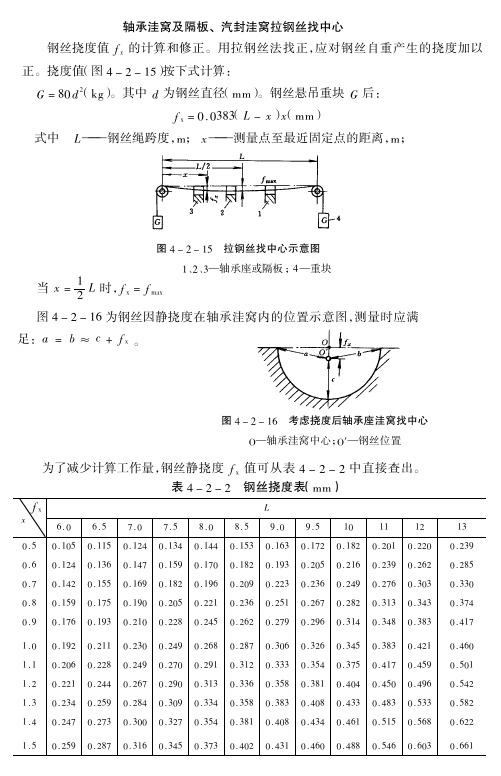
拉钢丝找洼窝中心
汽轮机检修找中心方法的探讨

汽轮机检修找中心方法的探讨作者:朱建国来源:《中国新通信》 2017年第14期找中心是汽轮机安装的重要一步,也是关键一步。
在汽轮机检修过程中,其找中心的方法主要有激光找中心法,假轴找中心法,拉钢丝找中心法,以及真转子找中心等方法。
对于汽轮机组来说,其安装是否到位决定整个汽轮机组运行的效率。
本文就汽轮机组隔板检修找中心时的假轴找中心法和拉钢丝找中心法方法进行详细描述,以此来保证汽轮机组后期的成功运作。
一、汽轮机的介绍汽轮机,又称为蒸汽透平。
汽轮机能够实现能量的转换,将蒸汽能量转换成机械功,是一种动力式机械。
在生产和生活中,利用汽轮机排气来满足供热需要。
同时,汽轮机还被用作发电的原动机,或者可以直接驱动压缩机、风机等的螺旋桨。
按照汽轮机的工作原理,可将汽轮机分为冲动式汽轮机以及反动式汽轮机【1】。
冲动式汽轮机和反动式汽轮机的区别主要在于蒸汽膨胀的位置,前者主要在静叶中膨胀,而后者在动叶和静叶中同等膨胀。
汽轮机凭借其效率高、寿命长等特点被广泛应用于现代火力发电中。
因此,为了最大程度地发挥汽轮机的功效,首先就必须将汽轮机各机组安装到位。
二、假轴找中心方法通辽发电总厂1-4 号机组是哈汽厂生产的N200-130-535/535 型汽轮机,轴瓦形式为三油楔轴瓦,1 瓦轴颈为Φ250mm,2 瓦轴颈为Φ300mm,3、4、5 瓦轴颈为Φ360mm, 高、中、低压缸隔板找中心时共用一套假轴,假轴两端搁在正式的轴瓦上,故假轴轴颈的外径和加工精度与转子轴颈相同。
假轴能完全模拟汽轮机转子在汽缸内对轴系中心,隔板洼窝中心,汽封间隙等进行校对和测量,实践证明在汽轮机本体大修中,使用假轴能够快速、方便、准确的找好汽缸内各部分洼窝中心、然后进行汽轴封间隙调整。
用假轴找正时,必须先将假轴因自身的重量而产生的垂弧计算或测量出来,与转子垂弧相比较,以便在找正时消除由于垂弧而引起的误差。
假轴的挠度除计算方法外,也可用测量方法测得。
一般可在假轴的中部吊起假轴自重的0.60 倍,测得的假轴中部的抬高值即为假轴的挠度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计值,单位:1/100mm
实测值( )
上 下
左 右
瓦升高0.1 , 、 瓦降低0.1
实测值( ) 上 下
左 右
低压内上缸及外上缸重量分别重达 54t 和 48.4t。上缸对整个缸体的影响,必须先进行考 虑。拉钢丝找中时必须接近运行状态,因此须合缸状态下进行。 考虑到低压转子重达 192t,外形尺寸大,使吊装的难度和危险性都增大。吊装一次需要 4—5
小时,还需要起重工、钳工、操作工共 12 人协作施工,费时耗力。因此需在拉钢丝找中时将 缸体调整到预定值。 另外,整个汽机房只安装了一台 230/30t 行车,汽机缸体调整时,其它设备和管道也进入全 面施工阶段。行车也要配合各系统的施工,严重制约了转子吊装的频率。因此需要周密制定 汽轮机转子吊装的计划和步骤。 为了解决这些问题,我们研究后确定了拉钢丝对缸体半缸、合缸状态下找中心定位,缸体的 详细施工工艺和施工步骤。并根据定下的工艺和步骤进行了具体施工。 2.2 整个汽轮机的找正以低压缸 A 缸为基准。拉钢丝时以轴瓦为基准点,油档为参照点进行 找中心。 先对低压缸 A、B 缸分别以各自轴瓦为基准(洼窝中心要求值为 0mm,允许偏差±0.01mm) 拉短钢丝找正外下缸并进行拼缸工作。拼缸完成后,以 A 缸 3#、4#瓦为基准拉长钢丝找正 A、 B 缸。3#、4#瓦最初预设要求值左右为 0mm,底部为-0.01mm。尔后吊入低压内下缸进行半 缸找中心。内下缸底部洼窝数据要将转子自身挠度和运行状态下转子向转动方向的偏移量考 虑在内。此时测得 5#瓦处左侧+0.08mm,底部+0.05mm,右侧 0mm。6#瓦处左侧 0mm,底 部+0.06mm,右侧+0.16mm。分析数据 6#瓦偏移过多,需调整。由于 6#瓦底部缸体台板与基 础台板间有纵销已固定,因此无法通过调整缸体来调整 6#瓦中心。故将 4#瓦处预设基准值改 为左侧 0mm,底部-0.01mm,右侧+0.06mm。3#瓦处不变。重新调整钢丝,再次找正 A、B 缸。(数据参见附录半缸找中心值),数据合格后可以进行下步工作。 吊入低压内下缸后开始半缸找中心。内下缸底部洼窝数据需将转子自身挠度考虑在内。根据 日立提供的数据要求值在-0.60mm 到+0.60mm 之间,当绘成曲线图后曲线应平滑。由于转子 转动方向为逆时针方向,因此内缸应向转动方向偏移,根据日立经验数据中心向右偏移 0.3mm, 数据要求则为左侧 0mm,右侧+0.60mm,允许偏差±0.20mm。确定好需求值后,仍以 3#、4# 瓦定好的基准值为准进行找中心,内下缸通过调整猫爪垫片和左右距离来定位内下缸,最终 达到找中要求后,记录找中数据。 2.3 接下来安装内上缸和外上缸。仍以 A 缸 3#、4#瓦为基准进行合缸拉钢丝找中心。此时 对比半缸、合缸状态找中心的数据(见附录),发现内缸底部数据变化不大。参照秦山二期 600MW 汽轮机组拉钢丝找正缸体的数据发现,二期缸体半缸、合缸状态下测得的数据相差 0. 25mm 左右。分析本机组内缸底部数据变化不大的原因是日立公司(Hitachi)制造的缸体刚 性优于哈尔滨汽轮机厂制造的汽缸刚性。 2.4 完成合缸找中心工作后,开缸复测中心,对比前后半缸状态下找中心的数据,发现基本 没有变化。
充分利用拉钢丝方法进行大型汽轮机组缸体
的找正
---秦山 CANDU 工程 728MW 汽轮机组缸体找正工艺 浙江火电建设公司
秦山核电 CANDU 工程 728MW 汽轮机组由日本日立公司(HITACHI)制造,该汽轮机 组为冲动式、三缸双流、中间再热、凝汽式饱和蒸汽汽轮机。机组的旋转方向为逆时针方向 (从汽机侧看),转速为 1500rpm。 它由一个高压缸、两个低压缸组成。高压缸设计为双流对称,内、外缸同缸,上下半缸各有 两个主蒸汽进口,下缸有四个排汽口。高压上缸外形尺寸为 8.54m×3.96m×2.8m,重 48t。 下缸外形尺寸为 7.9m×4.0m×2.2m,重 50t。高压缸以猫爪垫块支撑在#1、#2 轴承座上。 低压缸为内外缸装配结构。外缸为上下四半拼装结构,内缸分为上下两半。外下缸拼装后尺 寸为 10.6m×10.2m×4.2m,重 92t,外上缸重为 48.4t。内上缸尺寸为 6.97m×5.126m×3.994m, 重 50t。内缸以四块猫爪垫块支撑在外缸上。高、低压转子通过刚性联轴器连成一个轴系。 高压转子尺寸为 10.427m×2.2m×2.2m,重 72t,低压转子尺寸为 11.684m×5.392m×5.392m, 重 192t,末级叶片直径达 5.392m。 低压外缸直接就位于基础台板上,在横向中心处设横销;在两缸间纵向中心处设纵销,确保 外缸轴向和横向位置。 1、问题的提出 在中小型汽轮机组的安装中,通常我们把拉钢丝找中心只用于缸体的粗找中心,而且只进行 半缸找中心,内外缸及轴瓦的精确调整均要以真转子吊入进行反复的调整和找正。这种方法 没有将上缸对整个缸体的影响考虑在内。 同时转子的频繁吊装对起重设备的依赖性强,增加了起重的工作量,也降低了工作效率。这 些缺点在 300MW 以下汽轮机组的安装中也存在,但并不特别明显。在秦山 CANDU 工程汽 轮机安装中,若以真转子作为缸体洼窝调整,则测量工具的缺点显得非常突出。 因为核电饱和汽轮机组在许多方面不同于火电再热汽轮机组,核电汽轮机入口蒸汽为饱和蒸 汽,没有中压缸,在高压缸和低压缸之间设有汽水分离再热器。在汽水分离器中,高压缸排 汽中水分被分离排走,并用新蒸汽和高压缸抽汽进行再热。 饱和汽轮机由于进汽初参数低,与相同功率火电汽轮机相比,该类型机组容积流量更大。目 前较多的形式为四缸结构,由一个高压缸和三个低压缸组成(如哈尔滨汽轮机厂生产的秦山 二期 600MW 机组)。本机组功率为 728MW,而低压缸数量只有 2 只。因此缸体的尺寸和重 量都很大。另外,上缸的重量增大,对缸体找正及转子找中心增加更大的难度。 在以往安装的机组中,我们从未遇到如此庞大的机组。为了提高安装质量和效率,在安装过 程中,我们在传统的拉钢丝找正方法基础上,采用了一些新的工艺,在缸体的找正中采用半 缸、合缸拉钢丝找正工艺。 2、半缸、合缸拉钢丝找正工艺介绍 2.1 我们以低压缸的安装为例来进一步分析说明。
要求为 0mm,允许偏差 0.05mm。)。 我们只对 3#瓦升高 0.15mm,5#、6#瓦降低 0.10mm,即达到了联轴器找中心的设计要求值。 而整个转子的吊装只进行了两次,大大降低了轴瓦的调整次数和转子的吊装次数。不仅提高 了工作的效率,降低了施工中由于转子吊装引起的危险性,也节约了行车的使用台班数,给 其它系统的安装提供了有利的条件。 3、结论 总结秦山 CANDU 工程 728MW 汽轮机组缸体找正的经验,我们认为在拉钢丝的过程中只要 正确定好测量基准点,控制好各台板的标高尺寸及接触面,使下缸一次定位,并准确计算出 钢丝各点的要求值及挠度值,采用拉钢丝的方法进行缸体的找正可以基本接近转子找中心状 态,这对以后大型机组的安装来说是一种便捷,高效、优质的施工工艺,作为一种新的施工 工艺值得深入研究和推广。 附图 1:转子找中心设计值及实测值