常用的热处理及表面处理名词解释
热处理术语和定义
热处理术语和定义热处理:为改善金属的质量在此金属的熔点温度下,对其进行加热和冷却等一系列的操作,如退火,渗碳,淬火,回火,烧蓝等都是热处理。
1.正火: 是指在钢的变态点(AC3,ACM)以上的适当的温度下给钢持续加温后,在静态大气中进行冷却,使钢的性质处于标准状态.2.退火: (1)软化退火,是指在钢的变态点(AC3,ACM)适当的温度下逐渐持续加温后,再进行适当的冷却,一般用于调整结晶组织和软化.(2)矫正退火:给金属持续加温后,在逐渐冷却,通过这种方法可以达到除去内部残存的应力目的.(3)磁性退火(磁性):为提高软磁性材料的磁特性如(电磁开关,马达)等,用适当的温度给材料加热后在用适当的冷却速度将其冷却,用此方法可将材料内的结晶粒变大以至除去应力,称为磁性退火3.渗碳: 目的是给钢的表面渗入碳元素,只给表面增加碳元素所以要用渗碳剂,将温度加到变态点,(A1)以上持续一定时间后,将其冷却,被称为渗碳,根据渗碳剂,的不同渗碳可分为四种.(1)瓦斯渗碳:将渗碳性瓦斯送入被密封的热处理炉里,在此内部对被处理物进行加热渗碳处理,一般用于比较深的渗碳处理(0.1-0.6mm)左右.(2)瓦斯渗碳氮化:渗碳性瓦斯里参加入NH3(氨气)后给钢的表面同时渗入碳元素和氮元素,之后通过热处理可只将钢的表面变硬,以次方法比瓦斯渗碳造成的变形程度小,而且处理后的一般钢的硬度可达到合金钢的程度(HV800)左右.(3)固体渗碳:是以木炭为主,并和加入催化剂的渗碳剂与被处理物一起防入容器里,加热渗碳的方法,可用于渗碳深度0.3以上的处理.(4)液体渗碳:是以氰化物为主,用适当的温度将其加热制造出监浴,将被处理物放入其中进行渗碳的方法一般渗碳深度0.3mm的比较浅的时候用.4.淬火: (1)高频加热:利用高频电流的感应特性将钢的表面一瞬间加热到淬火的温度的方法.(2)火焰加热:利用瓦斯或乙炔火焰将钢的表面或局部温度一瞬间加热到淬火温度的方法.(3)无氧化加热:利用非活性瓦斯或还原性瓦斯以及其它方法,在防止金属氧化的状态下将温度加热到淬火温度的放法.(4)真空加热:将被加工材料放置大气压以下的减压空气中或非活性瓦斯中对其进行处理,利用本方法可加工变形量少的高质量的产品.5.激光加热: 利用激光束照射钢的表面将钢的表面一瞬间加热到淬火温度的方法,利用本方法可加工变形量少的高耐磨性的产品.6.冷却方法: (1)水冷:水是冷却能力最大的冷却剂,但是由于出现的水蒸气膜的影响容易产生烫斑,硬度不足,(2)油冷:一般经过60-80°的温度处理,冷却能力很大但是容易发生淬火变形,为减少变形可使用100-150°热油,(3)气冷:是冷却能力最小的冷却剂,常用电扇等工具来提高冷却速度,(4)瓦斯冷却:和气冷相同方式进行冷却,一般常使用氮气(N2)氩气(Ar)氦气(H e)氢气(H2)等气体;从价格,冷却能力,安全各方面来讲一般氮气最实用.(5)热浴冷却:用保持在适当的温度下的热浴(融化金属,油)等进行冷却,用此热浴将材料快速冷却.过一定时间后在用气冷进行冷却.7.回火:为防止淬火时所造成的内部结构的变态和析出的进展,以得到接近与所需结构和特性的材料,用AC1或A1变态点以下的适当的温度持续加温以后再用适当的冷却速度进行冷却,200°以下的温度被称为低温回火,为提高材料的韧性而使用400-680°的温度的回火被称为高温回火.。
金属学与热处理名词解释汇总

金属学与热处理名词解释汇总热处理:在生产中,通过加热、保温和冷却,使钢发生固态相变,借此改变其内部组织结构,从而达到改善力学性能的目的的操作被称为热处理。
正火:将工件加热至Ac3(Ac是指加热时自由铁素体全部转变为奥氏体的终了温度,一般是从727℃到912℃之间)或Acm(Acm是实际加热中过共析钢完全奥氏体化的临界温度线)以上30~50℃,保温一段时间后,从炉中取出在空气中或喷水、喷雾或吹风冷却的金属热处理工艺。
淬火:将钢加热到Ac3或Ac1以上的某一温度,保温一定时间,然后取出进行水冷或油冷获得马氏体的热处理工艺。
等温淬火:将奥氏体化的工件淬入温度稍高于Ms的熔盐中,等温保持足够时间,使过冷奥氏体恒温发生贝氏体转变,待转变结束后取出在空气中冷却的处理方法称为等温淬火。
分级淬火:将奥氏体化的工件淬入温度稍高于或稍低于Ms的熔盐中,待工件内外温度均匀后,从熔盐中取出置于空气中冷却至室温,以获得马氏体组织,这种处理方法称为分级淬火。
单液淬火:将奥氏体化的工件投入一种淬火介质中,直至转变结束。
双液淬火:将奥氏体化的工件先放入一种冷却能力强的冷却介质冷却一定时间,当冷却至稍高于Ms后立即将工件取出并放入另外一种冷却能力缓一些的冷却介质冷却,使之转变为马氏体的热处理工艺。
回火:将淬火钢加热到低于临界点A1某一温度,保温一定时间,然后冷却到室温的一种热处理工艺。
回火索氏体:淬火碳钢500~650℃回火时,得到粗粒状渗碳体和多边形铁素体所构成的复相组织。
回火屈氏体:淬火碳钢350~500℃回火时,得到细粒状渗碳体和针状铁素体所构成的复相组织。
回火马氏体:淬火碳钢在250℃以下回火时,得到的过饱和的α固溶体和弥散分布的碳化物组成的复相组织。
退火:是将钢加热到临界点以上或以下的某一温度,保温一定时间后,随炉冷却的一种热处理工艺。
它是热处理工艺中应用最广、种类最多的一种工艺,不同种类的退火目的也各不相同。
等温退火:将亚共析钢工件加热到A3以上20〜30°C,保温一定时间,然后在Arl以下珠光体转变区间的某一温度进行等温,使之转变为珠光体后出炉空冷的一种热处理工艺。
热处理和表面处理名词解释

T 淬火后在450-650°进行高温回火,称为调质 T235 (调质至220-250HB)
名词
代号及标注示例ຫໍສະໝຸດ 说明应用退火Th
正火
Z
淬火
C
回火
回火
将钢件加热到合适的温度保温一段时间,然后缓慢 用来消除铸,锻,焊零件的内应力,降 冷却(一般在炉中冷却) 低硬度,以便于切削加工,细化金属晶 粒,改善组织,增加韧性 将钢件加热到临界温度以上30~50度,保温一段时 用来处理低碳和中碳结构钢及渗碳零 间,然后在空气中冷却 件,使其组织细化,增加强度和韧性, 减少内应力,改善切削性能 将钢件加热到临界温度以上某一温度,保温一段时 用来提高钢的硬度和强度极限,但淬火 间,然后在水,盐水或油中(个别材料在空气中) 会引起内应力使钢变脆,所以淬火后必 急速冷却,使其得到高硬度 须回火 回火是将淬硬的钢件加热到临界以下的某一温度, 用来消除淬火后的脆性和内应力,提高 保温一段时间,然后冷却到室温 钢的塑性和冲击韧性
用来使钢获得高的韧性和足够的强度。 重要的齿轮,轴及丝杆等零件必须调质 处理 使零件表面获得高硬度,而心部保持一 表 火焰淬火 H54(火焰淬火后, 定的韧性,既耐磨又能承受冲击。表面 回火至52-58HRC) 面 用火焰或高频电流将零件表面迅速加热至临界温度 淬火常用来处理齿轮等 淬 以上,急速冷却 火 高频淬火 G52(高频淬火后, 回火至50-55HRC S0.5-C59(渗碳层深 在渗碳剂中将钢件加热到900-950°,保温一定时 增强钢件的耐磨性能,表面强度,抗拉 渗碳淬火 0.5,淬火硬度56- 间,将渗碳入钢表面,深度约为0.5-2MM,在淬火 强度及疲劳极限,适用于低碳,中碳(C 62HRC) 后回火 <0.40%)结构钢的中小零件 D0.3-900(氮化深 氮化是在500-600度通入氮的炉子中加热,向钢的 增加钢件的耐磨性能,表面硬度,疲劳 度0.3,硬度大于 表面渗入氮原子的过程。氮化层为0.025-0.8mm, 极限及抗蚀能力适用于合金钢,碳钢, 氮化 850HV) 氮化时间需40-50小时 铸铁。如机床主轴,丝杆及在潮湿碱水 和燃烧气体介质的环境中工作的零件 Q59(氢化淬火后, 在820-860度炉内通入碳和氮,保温1-2小时,使钢 增加表面硬度,耐磨性,疲劳强度和耐 氢化 回火至56-62HRC) 件的表面同时渗入碳,氮原子,可获得0.2-0.5MM 蚀性。用于要求硬度高,耐磨的中小型 的氢化层 及薄片零件盒刀具等 低温回火后,精加工之前,加热到100-160度,保 使工件消除内应力,用于量具,精密丝 时效 时效处理 温10-40小时。对铸件也可用天然时效(放在露天 杠,床身导轨,床身等。 中一年以上) 将金属零件放在很浓的碱和氮化剂溶液中加热氧 防腐蚀,用于一般连接的标准件和其他 法蓝 法蓝或发黑 化,使金属表面形成一层氧化铁保护性薄膜。 电子类零件。 发黑 调质 HB(布氏硬度) 硬度 HRC(洛氏硬度) HV(维氏硬度) 用于退火,正火,调质的零件及铸件的 硬度检验 材料抵抗物体压入其表面的能力称“硬度”。根据 用于经淬火,回火及表面渗碳,渗碳后 测定方法的不同,可分为布氏硬度,洛氏硬度和维 的零件的硬度检验 氏硬度 用于薄层硬化零件的硬度检验
常用材料及热处理名词解释
曲轴、摇杆、拉杆、键、销、螺栓、转轴齿轮、齿条、链轮、凸轮、轧辊、曲柄轴齿轮、轴、联轴器、衬套、活塞销、链轮活塞杆、齿轮、不重要的弹簧
齿轮、连杆、扁弹簧、轧辊、偏心轮、轮圈、轮缘
叶片、弹簧
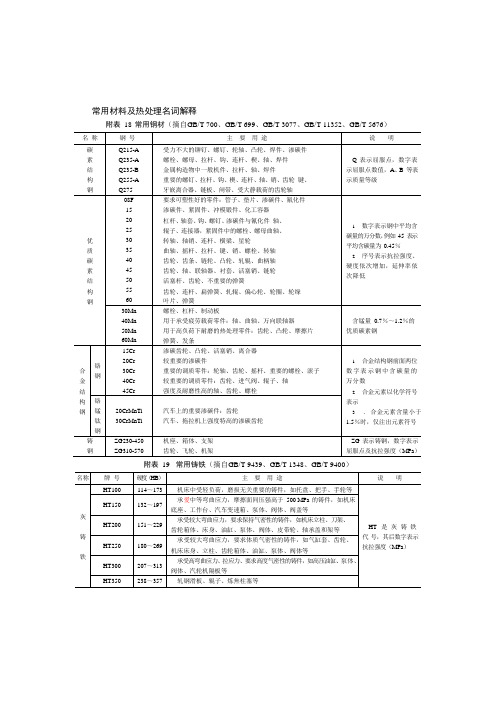
1.数字表示钢中平均含碳量的万分数,例如45表示平均含碳量为0.45%
2.序号表示抗拉强度、硬度依次增加,延伸率依次降低
30Mn
40Mn
50Mn
60Mn
螺栓、杠杆、制动板
用于承受疲劳载荷零件:轴、曲轴、万向联轴器
用于高负荷下耐磨的热处理零件:齿轮、凸轮、摩擦片弹簧、发条
含锰量0.7%~1.2%的优质碳素钢
合金结构钢
铬钢
15Cr
20Cr
30Cr
40Cr
45Cr
渗碳齿轮、凸轮、活塞销、离合器较重要的渗碳件
常用材料及热处理名词解释
附表18常用钢材(摘自GB/T 700、GB/T 699、GB/T 3077、GB/T 11352、GB/T 5676)
名称
钢号
主要用途
说明
碳素结构钢
Q215-A Q235-A Q235-B Q255-A Q275
受力不大的铆钉、螺钉、轮轴、凸轮、焊件、渗碳件螺栓、螺母、拉杆、钩、连杆、楔、轴、焊件
汽车、拖拉机上强度特高的渗碳齿轮
铸
钢
ZG230-450
ZG310-570
机座、箱体、支架
齿轮、飞轮、机架
ZG表示铸钢,数字表示
屈服点及抗拉强度(MPa)
附表19常用铸铁(摘自GB/T 9439、GB/T 1348、GB/T 9400)
常用的热处理和表面处理常识

常用的热处理和表面处理常识1.退火:加热到临界温度以上30-50℃,保温一段时间,然后缓慢冷却(在炉子冷却)。
作用:消除热加工零件的内应力,细化晶粒,降低硬度,便于切削加工,消除冷加工零件的加工硬化现象,恢复塑性,以便于继续压力加工。
2.回火:将淬硬的钢件加热到临界温度以下的一定温度,保温一定时间,然后在空气或油中冷却。
作用:消除淬火钢的内应力及脆性,提高钢的塑性和冲击韧性以获得所需的性能。
3.正火:钢件加热到临界温度以上,保温一段时间然后在空气中冷却,冷却速度比退火快。
作用:增强强度与韧性,减少内应力,改善切削性能。
4.淬火:钢件加热到临界温度以上,保温一段时间,再在冷却水.油或盐水中急速冷却。
作用:提高硬度.强度及耐磨性,由于淬火后钢件内应力很大,钢变脆,易变形开裂,应及时回火。
5.调质:淬火后高温回火称为调质(处理)。
作用:提高强度.韧性。
6.表面淬火:用火焰或高频电流将零件表面迅速加热到临界温度以上,急速冷却。
适用:低碳钢或低合金钢。
7.渗碳:在渗碳剂中将加热到900-950℃,停留一定时间,将碳原子渗入钢表面,深度约0.5-2㎜,再淬火后回火。
适用:低碳非淬火钢。
8.渗氮:在500-600℃通入的炉子内加热,向钢的表面渗入氮原子,氮化层为0.025-0.8㎜, 氮化时间需40-50小时。
适用:含铬.铂.铝等合金钢。
9.碳氮共渗:在820-860℃炉内通入碳.氮保温1-2小时,使钢件的表面同时渗入碳.氮原子,可得到0.2-0.5㎜的硬化层。
适用:碳素钢.合金结构钢以及高速钢。
10.时效处理:A.自然时效:铸件在露天中长期存放半年到一年;B.人工时效:铸件加热到200℃左右,保温10-20小时或更长时间。
适用:机床床身等大型铸件。
11.发蓝发黑:将零件放在浓的碱或氧化剂溶液中加热氧化,使表面形成一层氧化铁组成的薄膜。
适用:常用的紧固件等。
常用的热处理和表面处理名词解释
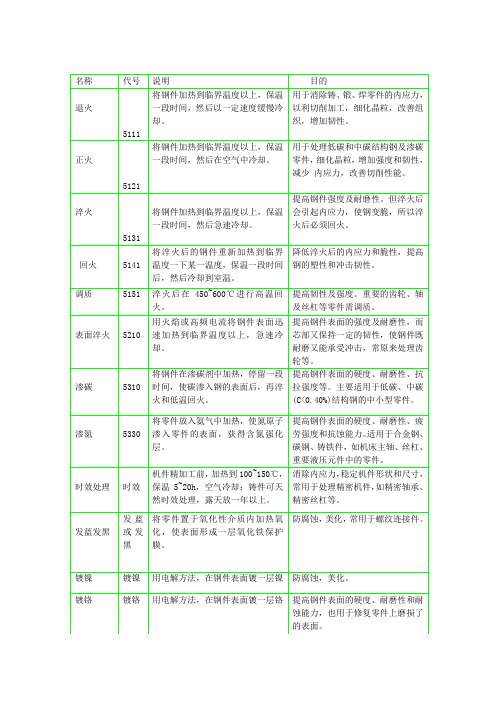
5310
将钢件在渗碳剂中加热,停留一段时间,使碳渗入钢的表面后,再淬火和低温回火。
提高钢件表面的硬度、耐磨性、抗拉强度等。主要适用于低碳、中碳(C<0.40%)结构钢的中小型零件。
渗氮
5330
将零件放入氨气中加热,使氮原子渗入零件的表面,获得含氮强化层。
提高钢件表面的硬度、耐磨性、疲劳强度和抗蚀能力。适用于合金钢、碳钢、铸铁件,如机床主轴、丝杠、重要液压元件中的零件。
时效处理
时效
机件精加工前,加热到100~150℃,保温5~20h,空气冷却;铸件可天然时效处理,露天放一年以上。
消除内应力,稳定机件形状和尺寸,常用于处理精密机件,如精密轴承、精密丝杠等。
发蓝发黑
发蓝或发黑
将零件置于氧化性介质内加热氧化,使表面形成一层氧化铁保护膜。
防腐蚀,美化,常用于螺纹连接件。
镀镍
镀镍
用电解方法,在钢件表面镀一层镍
防腐蚀,美化。
镀铬
镀铬
用电解方法,在钢件表面镀一层铬
提高钢件表面的硬度、耐磨性和耐蚀能力,也用于修复零件上磨损了的表面。
硬度
HBS(布氏硬度)
HRC(洛氏硬度)
HV(维氏硬度)
材料抵抗硬物压入其表面的能力依测定方法不同而有布氏、洛氏、维氏硬度等几种。
用于检验材料经热处理后的硬度。HBS用于退火、正火、调质的零件及铸件;HRC用于经淬火、回火及表面渗碳、渗氮等处理的零件;HV用于薄层硬化零件。
降低淬火后的内应力和脆性,提高钢的塑性和冲击韧性。
调质
5151
淬火后在450~600℃进行高温回火。
提高韧性及强度。重要的齿轮、轴及丝杠等零件需调质。
表面淬火
5210
常用材料热处理表面处理
常用材料热处理表面处理1. 引言1.1 热处理的概念热处理是指通过对金属材料进行加热和冷却过程,以改变其结构和性能的方法。
热处理是金属材料加工中非常重要的一环,可以显著提高材料的硬度、强度、韧性和耐磨性等性能,同时也可以改善材料的加工性能和使用寿命。
热处理的原理是通过控制材料的组织结构来控制材料的性能,通过调整材料的晶粒大小、分布和相变来实现这一目的。
在实际生产中,热处理通常包括退火、正火、淬火和回火等工艺,每种工艺都有不同的加热温度、保温时间和冷却速度要求,以实现不同的材料性能要求。
热处理过程中需要严格控制各个参数,以确保获得理想的材料性能。
热处理不仅可以提高材料的整体性能,还可以为表面处理提供基础。
表面处理是指通过改变材料表面的化学、物理性质来增强其表面硬度、耐磨性、耐腐蚀性等性能的方法。
热处理和表面处理往往结合应用,共同提升材料的整体性能。
在工程领域中,热处理和表面处理被广泛应用于各种金属制品的生产和加工过程中。
1.2 表面处理的重要性表面处理作为热处理的重要环节之一,在材料加工领域扮演着至关重要的角色。
通过表面处理,可以改善材料的表面性能,增强其耐磨、耐腐蚀、耐疲劳等性能,延长材料的使用寿命。
表面处理还可以提高材料的工艺加工性能,使其更易加工、更具韧性。
表面处理还可以美化材料的外观,提升产品的市场竞争力。
在今天日益激烈的市场竞争中,产品质量和性能要求越来越高,而表面处理正是满足这些要求的关键技术之一。
通过合理选择表面处理方法,可以使产品具有更好的耐用性和功能性,从而提高产品的附加值和市场竞争力。
表面处理不仅是材料加工领域中的一个重要环节,更是现代制造业中不可或缺的一部分。
通过对表面处理的深入研究和应用,可以进一步推动材料加工技术的发展,推动产品质量的提升,推动整个行业的进步和发展。
2. 正文2.1 热处理常用材料热处理常用材料包括钢、铝、铜、镍等金属材料以及塑料、陶瓷等非金属材料。
钢是最常见的热处理材料之一,通过控制加热和冷却过程可以改变钢的组织和性能,使其具有不同的硬度、强度和耐腐蚀性。
热处理名词解释

热处理名词解释在材料科学与工程领域,热处理是一种常见的工艺,用以改变材料的性能和结构。
热处理通过加热和冷却材料,经过一系列精确控制的温度和时间过程,使材料达到特定的力学、物理和化学性能要求。
热处理的主要目的是改善材料的硬度、强度、韧性、耐磨性、耐腐蚀性、导电性等性能。
通过独特的热处理工艺,可以改变材料的晶体结构、组织相态和晶粒大小,从而实现更好的性能和特性控制。
以下是几个常见的热处理名词解释:1. 固溶处理:固溶处理是指将材料加热到固溶温度,使其形成均匀固溶体,然后经过迅速冷却固定固溶体结构。
这一过程常用于合金材料中,通过固溶处理可以增加材料的硬度、强度和耐磨性等性能。
2. 调质处理:调质处理是指将已经固溶处理的材料加热到特定温度,然后保温一段时间,最后通过适当的冷却速度实现材料的调质。
调质后的材料具有较高的韧性和耐腐蚀性能。
3. 淬火:淬火是指将材料加热到临界温度以上,然后迅速冷却,以快速固定材料的晶体结构。
淬火可使材料获得高硬度和高强度,但可能会降低材料的韧性。
不同的淬火介质和工艺条件会产生不同的效果,如水淬、油淬、盐淬等。
4. 回火:回火是指将已经淬火的材料加热到较低的温度,并通过保温一段时间实现材料的组织和性能调整。
回火可以减轻淬火过程中的残余应力,改善材料的塑性和韧性,并提高抗脆性。
5. 等温处理:等温处理是将材料在一个特定温度下保持一段时间,以达到特定的组织结构和性能要求。
等温处理常用于合金材料,通过控制温度和时间,可形成特定的相变组织,并提高材料的强度和韧性。
总结:热处理是一种通过改变材料的加热和冷却过程,以实现目标性能要求的工艺。
通过各种热处理方法,如固溶处理、调质处理、淬火、回火和等温处理,可以改善材料的力学性能、物理性能和化学性能。
热处理对于提高材料的硬度、强度、韧性、耐腐蚀性和耐磨性等方面有着重要的作用,广泛应用于航空航天、汽车制造、医疗设备等领域。
热处理的参数选择和控制对于最终材料性能的影响至关重要,需要在实际应用中进行准确的测试和优化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
淬火后在450~650℃进行高温回火,称为调质
用来使钢获得高的韧性和足够的强度,重要的齿轮、轴及丝杆等零件需经调质处理
表
面
淬
火
火焰淬火
H54:火焰淬火后,回火到50~55HRC
用火焰或高频电流,将零件表面迅速加热至临界温度以上,急速冷却
附表22常用的热处理及表面处理名词解释
名词
代号及标注示例
说明
应用
退火
Th
将钢件加热到临界温度以上(一般是710~715℃,个别合金钢800~900℃)30~50℃,保温一段时间,然后缓慢冷却
用来消除铸、锻、焊零件的内应力、降低硬度,便于切削加工,细化金属晶粒,改善组织、增加韧性
正火
Z
将钢件加热到临界温度以上,保温一段时间,然后用空气冷却,冷却速度比退火快
使零件表面获得高硬度,而心部保持一定的韧性,使零件既耐磨又能承受冲击,表面淬火常用来处理齿轮等
高频淬火
G52:高频淬火后,回火到50~55HRC
渗碳淬火
S0.5-C59:渗碳层深0.5,淬火硬度56~62HRC
在渗碳剂中将钢件加热到900~950℃,停留一定时间,将碳渗入钢表面,深度约为0.5~2,再淬火后回火
增加钢件的耐磨性能、表面硬度、抗拉强度和疲劳极限,适用于低碳、中碳(含量<0.40%)结构钢的中小型零件
氮化
D0.3-900:氮化层深度0.3,硬度大于850HV
氮化是在500~600℃通入氮的炉子内加热,向钢的表面渗入氮原子的过程,氮化层为0.025~0.8,氮化时间需40~50小时
增加钢件的耐磨性能、表面硬度、疲劳极限和抗蚀能力,适用于合金钢、碳钢、铸铁件,如机床主轴、丝杆以及在潮湿碱水和燃烧气体介质的环境中工作的零件
氰化
Q59:氰化淬火后,回火至56~62HRC
在820~860℃炉内通入碳和氮,保温1~2小时,使钢件的表面同时渗入碳、氮原子,可得到0.2~0.5的氰化层
增加表面硬度、耐磨性、疲劳强度和耐蚀性,用于要求硬度高、耐磨的中、小型及薄片零件和刀具等
时效
时效处理
低温回火后、精加工之前,加热到100~160℃,保持10~40小时,对铸件也可用天然时效(放在露天中一年以上)
使工件消除内应力和稳定形状,用于量具、精密丝杆、床身导轨、床身等
发蓝发黑
发蓝或发黑
将金属零件放在很浓的碱和氧化剂溶液中加热氧化,使金属表面形成一层氧化铁所组成的保护性薄膜
防腐蚀、美观,用于一般连接的标准件和其他电子类零件
硬度
HB(布氏硬度)
材料抵抗硬的物体压入其表面的能力称硬度,根据测定的方法不同,可分布氏硬度、洛氏硬度和维氏硬度
硬度的测定是检验材料经热处理后的机械性能——硬度
用于退火、正火、调质的零件及铸件的硬度检验
HRC(洛氏硬度)
用于经淬火、回火及表面渗碳、渗氮等处理的零件硬度检验
HV(维氏硬度)
用于薄层硬化零件的硬度检验
用来处理低碳和中碳结构钢及渗碳零件,使其组织细化,增加强度与韧性,减少内应力,改善切削性能
淬火
C
C48:淬火回火至45~50HRC
将钢件加热到临界温度以上,保温一段时间,然后在水、盐水或油中急速冷却,使其得到高硬度
用来提高钢的硬度和强度极限,但淬火会引起内应力使钢变脆,所以淬火后必须回火
回火
回火
回火是将淬硬的钢件加热到临界点以下的温度,保温一段时间,然后在空气中或油中冷却下来