棒材轧制过程作业指导书
【最新】轧钢设备作业指导书-word范文模板 (20页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==轧钢设备作业指导书篇一:轧钢设备作业指导书西宁特殊钢股份有限公司精品特钢小棒材生产线Xining special steel co., LTDSmall boutique special steel bar production line设备管理体系设备作业指导书版次:A/0文件编号: XB/SB-01-201X生效日期:201X年9月1日依据ISO9000标准设备管理程序、冶金机械设备YBJ201-83、冶金电气设备YBJ217-89 等相关故障诊断的参考标准编制编委会批准:李良元审核:王青海朱国青王涛于学利主编:李松明董永强杨勋山杜彦军田洪斌张文龙编委成员(排名不分先后):沙启文鲜静海王云海张永杰郑永昌田军姚英航赵廷有罗永祥张旭张绪平蒋晓军贺文成吴亚舟许有维田寿春代田礼王智目录第一篇通用部分 (8)1.1作业指导书的编制与修订 (8)1.1.1 作业指导书编制、修订管理 (8)1.1.2 编制流程形成 (8)1.1.3 变化修订流程 (9)1.2作业指导书的编制规范 (9)1.2.1 目的 (9)1.2.2 基本要求 (9)1.2.3 补充安全规范 (10)1.2.4 设备作业指导书在设备管理中的应用 (10)1.3交接班作业指导书指导 (11)1.3.1 接班前检查 (11)1.3.2 交接过程中报告的内容与时间控制 (12)1.3.3 交接过程中8大注意事项 ............................................. 13 第二篇岗位部分 .................................................................. (14)第三篇检修部分 (1)3.1 100t/h步进梁式加热炉作业指导书 (1)3.1.1 设备简介 (1)3.1.2 设备工作原理 (1)3.1.3 设备主要技术性能 (1)3.1.4 准备工作 (3)3.1.5 检修流程 (4)3.1.6 检修要求及标准 (13)3.1.9 设备检修确认表 (13)3.1.10 设备检修时的安全措施及定置管理 (14)3.1.11 应急预案 (14)3.2 高压水除磷设备 (15)3.2.1 设备简介 (15)3.2.2 设备工作原理 (15)3.2.3 设备主要技术性能 (15)3.2.4 准备工作 (16)3.2.5 检修流程 (16)3.2.7 设备跟踪卡 (18)3.2.8 设备检测确认表 (18)3.2.9 设备检修时的安全措施及定置管理 (19)3.3 夹送辊 ..................................................................203.3.1 设备简介 (20)3.3.2 设备工作原理 (20)3.3.3 设备主要技术参数 (20)3.3.4 准备工作 (21)3.3.5 检修流程 (22)3.3.6 检修要求 (23)3.3.7 设备跟踪卡 (23)3.3.8 设备检测确认表 (23)3.3.9 设备检修时的安全措施及定置管理 (24)3.4 1-21#轧机 (25)3.4.1 设备简介 (25)3.4.2 设备工作原理 (25)3.4.3 设备主要技术性能 (25)3.4.5 准备工作 (29)3.4.6 轧机各部检修流程 (30)3.4.7 检修质量标准 ................................................. (35)3.4.8 检修要求 (35)3.4.9 设备跟踪卡 (35)3.4.10 设备检测确认表 (36)3.4.11 设备检修时的安全措施及定置管理 (36)3.5 飞剪 .................................................................. .. 373.5.1 设备简介 (37)3.5.2 设备工作原理 (37)3.5.3 设备主要技术性能 (37)3.5.4 准备工作 (39)3.5.5 检修流程 (40)3.5.6 检修要求 (41)3.5.7 设备跟踪卡 (41)3.5.8 设备检测确认表 (42)3.5.9 设备检修时的安全措施及定置管理 (42)3.6 高精度定径机(PSM)机械液压 (43)3.6.1 设备简介 (43)3.6.2 设备工作原理 (43)3.6.3 设备主要技术性能 (44)3.6.4 准备工作 (45)3.6.5 轧机各部检修流程 (46)3.6.7 检修要求 (55)3.6.8 设备上线跟踪卡 (55)3.6.9 设备检测确认表 (56)3.6.10 设备检修时的安全措施及定置管理 (56)3.7 高精度定径机(PSM?)电气 (57)3.7.1 设备简介 (57)3.7.2 设备工作原理 (57)3.7.3 主要技术性能 (59)3.7.4 准备工作 (59)3.7.5 检修内容与流程 (61)3.7.6 检修质量标准 (65)3.7.7 检修要求 (65)3.7.8 检修跟踪卡 (65)3.7.9 检测确认表 (66)3.7.10 安全作业指导书措施及定置管理 (66)3.8 BRAUN无齿锯 (67)3.8.1 BRAUN无齿锯设备简介 (67)3.8.2 设备的工作原理 (67)3.8.3 BRAUN无齿锯的主要技术参数 (67)3.8.4 准备工作 (68)3.8.5 检修作业指导书规程 (69)3.8.6 检修要求 (69)3.8.7 检修标准 (69)3.8.8 设备上线跟踪卡 (70)3.8.9 设备检测确认表 (70)3.8.10 设备检修时的安全措施及定置管理 (71)3.9 打捆机 ..................................................................713.9.1 设备简介 (71)3.9.2 设备工作原理 (71)3.9.3 设备主要技术性能 (72)3.9.4 准备工作 (73)3.9.5 检修流程 (73)3.9.6 检修质量标准 (73)3.9.7 检修要求 (73)3.9.8 设备上线跟踪卡 (74)3.9.9 设备检测确认表 (74)3.9.10 设备检修时的安全措施及定置管理 (74)3.10 轧线主电机 (75)3.10.1 设备简介 (75)3.10.2 设备工作原理 (75)篇二:二十冶轧钢设备安装讲义中国二十冶建设有限公司机装分公司轧钢机械设备安装讲义(初稿)曹国良二零零九年元月十五日第×章轧钢设备安装1 适用范围1.1 本章适用于冷轧带钢工程、热轧带钢工程、宽(中)厚板工程、无缝钢管厂等工程主要机械设备的安装。
轧钢操作规程

总则1、适用范围:本规程适用于热轧圆钢和热轧带肋钢筋生产。
产品规格为φ14、φ16、φ18、φ20、φ22、φ25、φ28、φ32、φ36、φ40热轧圆钢和热轧带肋钢筋,热轧圆钢以符号φ表示,热轧带肋钢筋以符号表示。
2、生产工艺流程图:原料准备 - 加热 - 轧制 - 倍尺剪切 - 冷却 - 定尺剪切 - 检查 - 打包 - 过磅 - 入库3、生产工艺流程简述:本车间轧机采用6—6—6串列式全连续工艺布置,轧机机组为平立交替布置,全线实现无扭轧制。
生产工艺流程如下:原料150mm方连铸坯由15吨刚性耙式电磁吊成批地吊放在步进式台架下料端,由拨钢机单根顺序地拨到原料输送辊道上,经人工检查挑出短尺和废料,合格钢坯经过输送辊道送入加热炉内进行加热到1100℃~1250℃。
接到要钢信号时,启动摩擦式出钢机将其推出一段,然后由拉钢机将其全部拉出至机前辊道送入粗轧机组进行轧制,在粗轧机组进行6道轧制后,轧件经过1#飞剪切头后进入中轧机组,经过6道次轧制,经2#飞剪切头,通过水平侧活套形成器进入精轧机组,粗、中轧实现微张力轧制,中轧机组和精轧机组之间实现无张力轧制。
轧件在精轧机组进行轧制后,经过意大利倍尺飞剪剪切成倍尺后,由冷床前输送辊道送入步进式冷床冷却,然后由500吨冷剪剪切成定尺,经过人工检查后,由打包机打包、称重、人工挂牌后入库堆放。
4、棒材孔型系统:棒材粗轧机组采用扁箱—立箱—变态椭圆—圆—椭圆—圆孔型系统,中轧、精轧机组采用椭圆—圆孔型系统,热轧带肋钢筋成品孔及成品前孔采用平椭圆—螺纹孔型系统。
5、有关生产的台帐、卡片、检验报告等质量记录均由有关岗位操作人员、检查人员按格式逐项认真填写并签名。
所有记录、台帐、卡片、检验报告均应妥善保管。
6、各生产岗位操作人员、管理人员严格执行本岗位规程。
1.轧机区主要设备技术性能1.2中轧机技术性能:1.3精轧机技术参数2、轧钢工技术操作规程2.1轧钢生产前准备2.1.1与上班各岗位工对口接班,询问轧制情况、红坯尺寸与成品质量。
轧线(指导书)

1、用合适的吊绳将旧导卫固定在桥式起重机上并从导卫槽中拉出。
2、通过桥式起重机将新导卫运送至机座的导卫槽上。在此过程中进行防倾翻保险。
3、将新导卫对准导卫槽,缓慢并且小心地下降。
4、将桥式起重机吊钩从导卫上取下。
PSM机座出口导卫的更换
1、拉出导卫的夹紧框架。
2、用合适的吊绳将旧导卫固定在桥式起重机上并从导卫槽中拉出。
4、
1、平稳咬入下一架轧机后,才允许对轧件进行测量,注意跑钢、堆钢、烫伤。
2、停车检查时CS2必须切断轧机的主、副回路,防止挤伤、碾伤。
3、检查旋转的导卫、轧槽时,要用专用工具进行检查,禁止触摸导卫、轧辊。
4、生产操作人员必须要面对轧机操作,以防堆钢、跑钢事故发生时,能够及时撤离。
5、轧机导卫调整时,必须等钢头咬入下一架轧机,平稳后才允许进行调整。避免烫伤事故的发生。
1、平稳咬入下一架轧机后,才允许对轧件进行测量,注意跑钢、堆钢、烫伤。
2、停车检查时CS2必须切断轧机的主、副回路,防止挤伤、碾伤。
3、检查旋转的导卫、轧槽时,要用专用工具进行检查,禁止触摸导卫、轧辊。
4、生产操作人员必须要面对轧机操作,以防堆钢、跑钢事故发生时,能够及时撤离。
5、轧机导卫调整时,必须等钢头咬入下一架轧机,平稳后才允许进行调整。避免烫伤事故的发生。
3.2现场保持干净、整洁。
3.3工具归位或放置于指定位置。
3.4冲渣沟每天白班清理干净。。
3.5钢头、废钢当班必须清理干净。特殊情况需交接说明,并征得下班同意。
3.5现场钢材摆放整齐,标识齐全,卫生保持干净。
4、公共设施交接
4.1对于门窗及玻璃、安全栅栏、防护栏、桌椅、电脑等公共设施的损坏需在交接班记录中体现。
棒材轧制(生产)工艺

目录热轧带肋钢筋的生产工艺及车间设计摘要:从工艺配置,设备选型,工艺控制,平面布置,设备等多方面介绍了热轧带肋钢筋的生产工艺及车间平面布置的情况,并提供了热轧线上主要机组的工艺技术参数。
关键词:热轧带肋钢筋,工艺,平面布置,设备。
Abstract: Focused on the process configuration, equipment selection, process control, layout, equipment, etc., and introduces the rolled ribbed bars production craft and workshop layout, and provides the hot line of main technical parameters.Key words:Rolled ribbed bars, craft, layout, equipment。
第一张热轧带肋钢筋国内外发展概况及建厂的必要性与可行性分析1.1螺纹钢筋市场分析与前景展望螺纹钢筋广泛应用于普通混凝土结构和预应力混凝土结构,是房屋、桥梁、隧道、水坝、桩基等建筑设施的重要材料,在国民经济中占有极其重要的地位,是我国重点发展和研究的钢材品种之一。
目前,我国有四十多个厂家生产螺纹钢筋,产量逐年上升,1982年全国总产量近166万吨,除了满足国内需要外,近年来出口钢筋数量迅速增加,1981年为18万吨,1982年约30万吨;1983年预计可达35万吨。
国内生产的螺纹钢筋,规格有小6一小40毫米,其中小40毫米规格主要供出口。
钢筋的强度级别主要为GB1499一79标准规定的1级和l级钢筋。
W级钢筋产量较低。
目前,各厂家生产螺纹钢筋的工艺,基本上为热轧、随后在冷床上空冷的传统流程。
控制轧制尚未应用于生产。
仅有少数厂家开展了轧后控制冷却工艺的试验生产。
螺纹钢筋的纹型,国内l、l 级钢筋大部分按首钢、唐钢和冶金部建筑研究总院共同制定的《热轧月牙纹钢筋技术条件》生产纵横筋不相交的月牙纹钢筋,少数仍采用国际规定的人字纹型;F级钢筋则采用不带纵筋的连续螺旋型。
棒材工艺操作规程(合订本)
棒材⼯艺操作规程(合订本)⽬录第⼀章⼯艺技术概述⼀、⽣产⼯艺流程 (3)⼆、原料技术条件 (3)三、成品技术条件 (3)四、温度制度 (4)五、成品捆扎包装规定 (4)第⼆章加热区⼯艺技术操作规程⼀、加热区⼯艺操作设备性能 (5)⼆、钢坯验收与堆放操作规程 (6)三、钢坯装炉操作规程 (6)四、加热炉布料操作规程 (6)五、钢坯出炉操作规程 (7)六、重油点⽕操作规程 (7)七、提温操作规程 (7)⼋、加热操作规程 (8)九、待轧保温操作规程 (8)⼗、停炉降温操作规程 (9)⼗⼀、烘炉操作规程 (9)⼗⼆、吹扫操作规程 (9)⼗三、汽化冷却技术操作规程 (10)⼗四、CS1操作台操作规程 (10)⼗五、CS2操作台操作规程 (12)第三章轧制区⼯艺技术操作规程⼀、轧制区主要⼯艺设备性能参数轧制区主要⼯艺设备性能参数 (15)⼆、轧制压下制度 (15)三、3CS中⼼操作室技术操作规程 (16)四、粗中轧机组技术操作规程 (18)五、精轧机组技术操作规程 (18)六、1#飞剪技术操作规程 (19)七、2#飞剪技术操作规程 (20)⼋、倍尺剪夹送辊技术操作规程 (22)九、倍尺剪技术操作规程 (22)⼗、热处理(⽔冷段)技术操作过程 (23)⼗⼀、换辊技术操作规程 (25)⼗⼆、轧制区机旁操作箱操作规程 (27)⼗三、轧辊装配技术操作规程 (33)第四章精整区⼯艺技术操作规程⼀、概述 (35)⼆、冷床技术操作规程 (36)三、冷床上钢装置技术操作规程 (37)四、冷剪机技术操作规程 (37)五、冷剪后卸钢⼩车技术操作规程 (39)六、打捆操作规程 (39)七、成品称重技术操作规程 (39)⼋、成品收集、堆放、挂吊操作规程 (40)九、打牌记录技术操作规程 (40)⼗、4CS操作台(4AOS)操作规程 (40)⼗⼀、5CS操作台(5AOS)和6CS操作台(6AOS)操作规程 (41)第⼀章⼯艺技术概述⼀、⽣产⼯艺流程⼆、原料技术条件连铸⽅坯的检查验收应符合YB/T2011的规定。
粗轧作业指导书

7)观察出入口导卫前端与轧辊间隙(1-8mm)是否符合要求,坚决不能出现贴轧辊现象(图7)。
8)确认冷却水管位置对正轧槽中心线,水管损坏,必须更换(图8)。
7、轧机压下装置出现故障,导致辊缝无法调整。
8、如有上述不合标准要求的项目,应退回准备处理。
1、验收容易出现砸伤、摔伤、起重伤害。
2、操作工在现场对待用轧机进行调整时不允许背对轧线,以防轧线跑钢,堆钢伤人。
1、红线区域不允许无关人员跨入。
2、细小的信号连接线要使用管路走线,不允许裸露,以免造成重大事故。
3)检查1#夹送辊运行周期,并同时检查冷却水管、油管不得有损坏,下辊磨损量≥10mm必须下线更换(图3)。
4)检查轧槽表面不允许有龟裂、麻面、掉肉缺陷。如果缺陷达到图片所示更换标准,必须立即更换,并通知班长所需要更换时间(图4)。
5)用眼睛观察导卫内夹板是否磨损严重,如磨损≥5mm必须更换,避免跑偏撞击辊环和造成轧件单面耳子,如粘铁皮或飞刺操作工必须清除干净(图5)。
8)指挥天车用钢丝绳挂住吊耳,吊走旧导卫,把待换导卫用钢丝绳挂住吊耳并吊起。
9)清理导卫底座上的杂物,指挥天车将待换新导卫吊至导卫底座上。
10)使用撬棍使新导卫进入燕尾槽并对正轧槽中心线放好,摘除吊具。(图1)。
11)使用手电筒确认导卫中心线对正轧槽中心线并保证导卫前端离轧槽距离应为5-10mm。
12)放好压板,使用环形敲击扳手、大锤紧固导卫底座上的两个紧固螺栓(目视颜色管理)。
3、细小的信号连接线要使用管路走线,不允许裸露,以免造成重大事故。
轧制理论及工艺试验指导书
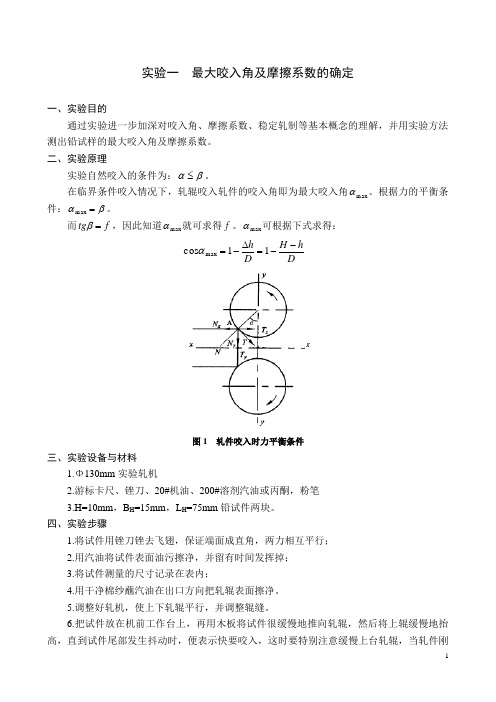
实验一 最大咬入角及摩擦系数的确定一、实验目的通过实验进一步加深对咬入角、摩擦系数、稳定轧制等基本概念的理解,并用实验方法测出铅试样的最大咬入角及摩擦系数。
二、实验原理实验自然咬入的条件为:βα≤。
在临界条件咬入情况下,轧辊咬入轧件的咬入角即为最大咬入角max α。
根据力的平衡条件:βα=max 。
而f tg =β,因此知道max α就可求得f 。
max α可根据下式求得:图1 轧件咬入时力平衡条件三、实验设备与材料1.Φ130mm 实验轧机2.游标卡尺、锉刀、20#机油、200#溶剂汽油或丙酮,粉笔3.H=10mm ,B H =15mm ,L H =75mm 铅试件两块。
四、实验步骤1.将试件用锉刀锉去飞翅,保证端面成直角,两力相互平行;2.用汽油将试件表面油污擦净,并留有时间发挥掉;3.将试件测量的尺寸记录在表内;4.用干净棉纱蘸汽油在出口方向把轧辊表面擦净。
5.调整好轧机,使上下轧辊平行,并调整辊缝。
6.把试件放在机前工作台上,再用木板将试件很缓慢地推向轧辊,然后将上辊缓慢地抬高,直到试件尾部发生抖动时,便表示快要咬入,这时要特别注意缓慢上台轧辊,当轧件刚DhH D h --=∆-=11cos max α一被咬入时就应迅速停止抬辊。
7.用同样方法在涂粉辊面上进行轧制,并将相应尺寸记入表内。
表1 不同实验条件下矩形试件轧制数据记录1.实验前必须了解实验内容,要记录哪些数据,要观察那些现象,预计得什么结果,以便实验时心中有数。
2.实验前必须了解轧机性能和操作规程,能正确调整轧机及控制压下量,特别要注意安全操作。
3.操作时,试件要送正,避免用推力,短试件要用木板送,以免发生危险。
4.上抬轧辊要特别精心,否则得不到临界条件。
5.尺寸测量要认真,以求正确。
六、实验报告1.整理实验数据,算出摩擦系数f。
2.讨论各种轧制条件对咬入的影响。
实验二 轧制宽展测定分析一、实验目的:在简单轧制条件下,测定宽展量和分析影响宽展的因素,初步掌握研究宽展的最基本的科学方法。
热轧无缝钢管生产作业指导书

热轧无缝钢管生产作业指导书
涉及到各个环节
一、拉延工序
1、拉延原料准备
无缝钢管拉延,原料应按规定的质量要求,采用热轧棒材,经质量检
查及连轧后,存放于拉延车间中,以备拉延使用。
2、拉延机械设备状况检查
在开始拉延前,应检查拉延机械设备的安全及工作状况,并进行必要
的保养添加,使其处于良好的使用状态。
3、拉延前的检查
拉延的原料应检查其质量状况,并按工作内容画出产品的组织构架图,确定各拉延参数,包括拉延速度、拉延压力、前后拉延冷却温度等,以便
保证优质生产。
4、拉延
拉延时,设有专人用计算机指令控制,把无缝钢管拉延在压辊上,拉
延过程中要控制好参数,以经济合理,保证拉延质量,生产优质钢管。
5、拉延完工
拉延完毕,产品经检查合格后,以电动卷取机将成品卷取至卷取车上,转移到冷却工序。
二、冷却工序
1、冷却设备状况检查
冷却前,应检查冷却设备的安全及运行状况,并进行必要的保养,使其处于良好的使用状况。
2、冷却管子。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
棒材轧制过程作业指导书
1.范围
本作业指导书适用于棒材轧制过程控制点的控制。
2.引用文件
《棒材机组轧制技术规程》
3.控制要求
3.1过程控制点:各道次槽孔的辊缝值,特别是K1道次的控制。
3.2控制特性:圆钢的外径,螺纹钢的内径。
3.3适用规格:适用于大批量生产的产品。
圆钢Φ12~Φ40mm,螺纹钢Φ
12~Φ40mm。
4.作业内容:
4.1辊缝的调整控制。
4.1.1当轧槽因需更换后,轧钢操作工按规程中轧钢要求,将辊缝设定在标
准值。
(可用轧铁丝的方法测量),并在粗、中轧测量轧槽、槽底尺寸,精轧因辊缝小不宜测出槽底尺寸,以轧铁丝测得的辊缝为依据,进行全线红条尺寸的控制。
其中,粗轧槽底尺寸偏差小于2mm,中轧槽底尺寸偏差小于1mm,精轧槽底尺寸偏差小于0.7mm,成品尺寸以产品标准要求为控制原则。
4.1.2在轧制过程中,轧钢操作工还应根据轧槽磨损情况及时调整辊缝值,
使红条尺寸符合工艺要求。
4.1.3轧件外形尺寸的检查,可用木条来检查轧件的外形是否有耳子、凸疤、
欠充满缺陷。
并及时调整。
4.2速度的控制。
为保证轧制顺利,轧钢工及CP2操作工必须观察每架次速度的变化,并在CP2操作室中进行及时调整。
以保证1~11架间微张力轧制,
11~18架间活套轧制(当甩机架时,活套轧制范围为11~K1机架间)。
同时,要通过速度的调整,控制各机架间张力关系和活套量,防止因拉钢尺寸变化或活套量过大而堆钢。
4.3导卫装置的控制。
4.3.1导卫装置应满足工艺要求。
对滚动导卫导轮间隙、润滑、冷却状况要
注意检查,发现问题及时更换。
4.3.2过桥、流槽应无凸起、毛刺,以防止划伤轧件。
4.3.3过桥、流槽磨损严重时要及时更换或修复,避免造成堆钢事故。
4.4取样制度。
4.4.1取样人员:由轧钢调整工按要求取样。
4.4.2取样部位:成品倍尺棒材的尾部。
5.取样时间间隔:正常轧制时,为防突发事故的发生,要求每10分钟
取2米超过轧辊周长以上的长样进行检测,并将轧件尺寸参数报CP2操作人员,由CP2操作人员负责通知调整。
当K1换槽、换辊或间隔轧制时取样人员要将是否调整、是否过钢信息反馈CP2,经CP2操作人员确认后方能继续轧制。
5.1过程控制点记录。
以轧钢调整工取样的结果对轧机进行调整,使产品实物质量满足产品标准的要求。
取样人员每20分钟做一次记录,记录成品道次的内径值。
6.相关记录:。