最新中厚板控制冷却技术的发展
中厚板生产线冷却控制系统改造与实现
中厚板生产线冷却控制系统改造与实现摘要:根据层流冷却数学模型的分析和实际控冷的工艺要求,设计了2500mm 热连轧生产线层流冷却的PLC控制系统结构,并介绍了层流冷却系统的相关设备及控制过程。
经实践表明系统的冷却速度可以控制在10~12℃/s,温度控制精度在15%以内,并可根据不同钢种进行参数调节,达到了预期的效果。
关键词: 控冷系统层流冷却PLC1 引言2500mm热连轧生产线的原有轧后冷却系统控制系统和模型都很简单,仅为简易喷淋装置,尺寸为2200*20000mm2,冷却速度仅有4~5℃/s,已经不能满足生产工艺的需要。
随着控冷技术的不断发展,层流冷却技术(CTC)得到了广泛应用[1]。
层流冷却技术包括控制冷却装置的能力、冷却强度、冷却速度、卷取温度及控制精度等从精轧到卷取之间的全部冷却过程,主要是通过控制系统中的集管开启数目、集管流量及不同的控制策略,以保证带钢从终轧温度(800℃~900℃)按一定温降速率冷却到卷取温度(550℃~700℃)。
2 层流冷却数学模型层流冷却数学模型将直接影响到卷取温度的控制精度,数学模型主要包括空气冷却模型和喷水冷却模型两部分[2]。
带钢从精轧机末机架出口到卷取机入口的冷却过程如图1所示:图中,Tt为终轧温度,TC 为卷取温度,对于AB 的温度范围是由所生产带钢的钢种和规格来确定。
而数学模型的主要任务就是根据所轧带钢的钢种和规格要求,确定打开第一组集管的位置(即A点),所需打开的冷却集管的组数以及相应的冷却集管开启和关闭的组合(即确定B点),后者可由带钢冷却策略来确定。
带钢轧后冷却过程中,带钢经历了空冷、水冷、再空冷等热交换过程,因此带钢轧后控冷过程中应包括如下数学模型:1)带钢空冷过程中的温度场计算模型;2)带钢水冷过程中的温度场计算模型;3)热交换系数数学模型;4)热传导系数数学模型;5)与热交换过程相关的物理参数数学模型;6)带钢的冷却速度计算模型;7)卷取温度前馈控制数学模型;8)卷取温度反馈控制数学模型;9)模型参数自学习模型。
中厚板正火控制冷却系统的设计与应用

中厚板正火控制冷却系统的设计与应用摘要:中厚板正火控制冷却系统是钢板加热过程中至关重要的一个环节。
本文介绍了该系统的设计和应用,包括液压系统、传动系统、控制系统和冷却系统。
在操作过程中,通过控制液压系统调整钢板的进出速度,以及配置不同的传动系统和冷却系统,可以提高钢板的成品率和质量。
具体实验结果表明,采用中厚板正火控制冷却系统可以使钢板达到更加均匀的温度分布和良好的表面质量。
关键词:中厚板、正火、控制、冷却系统、成品率、质量正文:一、引言中厚板的加热处理中,正火是一个十分重要的工艺环节。
而中厚板正火控制冷却系统则是决定正火工艺质量的关键因素之一。
在钢板加热过程中,采用合理的控制冷却系统可以使钢板达到更加均匀的温度分布和良好的表面质量,从而提高钢板的成品率和质量。
二、设计和应用1.设计原理中厚板正火控制冷却系统是由液压系统、传动系统、控制系统和冷却系统组成的。
在操作过程中,通过控制液压系统的启停和调整,调整钢板的进出速度,以及配置不同的传动系统和冷却系统,使钢板可以达到最优的正火工艺质量。
2.液压系统液压系统是整个控制系统中最重要的部分之一,主要用于钢板的进出速度、合模压力和上下模板移动控制。
通过液压油泵的输出,产生高压油流,驱动静压缸和冷却卷筒,使中厚板在正火过程中保持平稳和平衡。
3.传动系统传动系统是决定中厚板正火控制冷却系统公差的重要因素,主要分为同步传动系统和不同步传动系统,通过不同的传动系统结构来解决钢板进出系统中的同步问题。
4.控制系统控制系统是中厚板正火控制冷却系统的核心部分,主要处理中厚板的各个加热环节,通过不同的控制方式,可以实现钢板的进出控制、温度控制、压力控制和冷却控制等。
5.冷却系统冷却系统是中厚板正火控制冷却系统中最后一步的控制环节,通过钢板温度传感器收集钢板的温度信息,然后通过冷却卷筒将钢板整体冷却到合理的温度范围内,从而达到最优的正火工艺质量。
三、实验结果通过对中厚板正火控制冷却系统的设计和应用分析,实验结果表明,采用中厚板正火控制冷却系统可以使钢板达到更加均匀的温度分布和良好的表面质量,并且可以提高钢板的成品率和质量。
中厚板轧后冷却系统的研究与改进
中厚板轧后冷却系统的研究与改进摘要:本文主要介绍了济钢中厚板轧后冷却ACC系统在生产过程中出现的问题及解决方案。
关键词:ACC 热检轧后冷却前言:在国内中厚板企业冶炼装备和轧机装备及技术日益提高,基本与钢铁技术发达国家如日本等基本无差距的背景下,钢板轧后辅助工序及技术,尤其是控制钢板组织性能演变的轧后冷却工序所需的高效冷却技术,已成为制约国内中厚板企业生产高附加值高性能中厚板产品的问题关键所在。
济钢中厚板厂轧后冷却ACC系统自投产以来,经过几年的运行,随着生产的发展,对扎后冷却技术要求越来越高,这套系统已不能适应高冷却速率、冷却均匀性好的要求。
Research And Improvement the Accelerated Cooling Control System in Heavy Plate Rolling PlantWangTao WeiLingJigang Group Heavy Plate Rolling PlantAbstract: this paper introduced mainly the fault and resolution of accelerated controlled cooling system in heavy plate rolling planKey words:ACC Hot Metal Detector Colling After Rolling一、ACC系统简介:中厚板厂轧后冷却ACC系统是从日本住友公司全套引进的,该系统硬件部分主要包括:一区喷雾冷却(上下各3组喷组),负责高温区的快速冷却;二区为精确冷却区(上下各8组喷嘴),钢板上表面为水幕冷却,下表面为多喷嘴冷却;入口、出口反喷,负责清扫钢板表面的积水。
ACC水幕共长20米,沿线有五个热检,一个冷检,十个辊道编码器,六个高温计,负责ACC跟踪、速度控制、喷水控制等。
ACC系统的一级自动化控制系统(分仪表PLC、电气PLC)、二级控冷模型与精轧机SIMADYN D系统进行通讯来实现自动冷却功能。
中厚板轧后冷却技术交流

沸腾强制对流区(区域Ⅲ),
稳温
热量传递须穿过热阻较大的汽
定度 性偏
差
膜导热,换热强度低。
沸腾曲线示意图
气雾冷喷却射冷传却 统加速Su冷pe却r-方OLAC 式
层流冷却
差大 小
小
温度不均匀
大
性能不均匀
大
RAL
中厚板DQ的问题
作为控制冷却的极限结果,DQ的作用早已为人们所认识。 但是,其潜在的能力一直未得到发挥,原因在于直接淬 火条件下冷却均匀性的问题一直没有的到解决,DQ情况 下板形控制一直困扰人们。 国内:宝钢5mDQ、酒钢ADCO DQ采用的技术: 日本厚板厂DQ采用的冷却技术:
•••
出炉,建立微跟踪数据区 预设定计算
•••
控冷区前,微跟踪区域修正设 定计算
末道次,微跟踪触发 修正设定计算
冷却后,模型自学习
RAL
控制系统组成
• 第2级过程控制级:通过数学模型进行设定计算,板坯跟踪, 数据采集,模型自学习,打印报表,人机接口,历史数据存 储,报警等;
• 第1级基础自动化级:顺序控制,设备控制和质量控制,执行 过程机的设定,保证板坯头部、尾部、边部与中间部分的温 度一致。通过控制,使产品冷却速度及全长的温度达到要求 的精度;
膜沸腾,低热交换 核沸腾,高热交换
RAL 3 均匀、高效冷却的基本原理
• 倾斜喷射;压力;较近距离;消除膜态沸腾,实现核 态沸腾;2-5倍的冷却效率
RAL 中厚板加速冷却过程的换热分析
局部换热区域描述
1.射流冲击区
在水流下方和2~3倍水 流宽度的扩展区域内,形成 具有层流流动特性的单相强
表面形态 Ⅰ—单相强制对流 水柱 Ⅱ—核状/过渡沸腾区 Ⅲ—膜状沸腾区 Ⅳ—小液态聚集区 Ⅴ—向环境辐射和对流散热
中厚板轧后控制冷却技术的发展及现状

收稿日期 : 1999 - 03 - 22 作者简介 : 王笑波 (1964~) , 女 (汉族) , 辽宁人 , 讲师 , 博士后 。 国家自然科学基金项目 。
© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
钢板尺寸/ mm
冷却 上喷流 下喷流 方式 形式 形式
ACC、DO 12~80 × 连续式 柱状层流 喷射
4700 ×38000
ACC 10~40 × 同时式 柱状层流 喷射
4500 ×38000
ACC 10~40 ×5350 同时式 柱状层流 喷射
×38000 ,DO 10~150 ×
5300 ×50000
P IC 意大利治金 ACP - 塔兰托厂 奥 钢 联 -
林茨厂 伯利恒 - 伯 ADCO 恩斯港厂 酒钢中板厂 ADCO
劳塔鲁基 MA 厚板厂 ACC
台湾中钢 MD 厚板厂 ACC 俄勒冈 MD 厚板厂 ACC
设备尺寸/ m 418 ×1515 415 ×4410 ACC 5135 ×40100 DO 5135 ×43100 DAC 1417 ×2710 DAC 2417 ×1410 417 ×3911 510 ×1210 316 ×3010 417 ×3010 417 ×2610 410 ×1510 410 ×2219 218 ×1610 3610 ×3210 411 ×2415 316 ×2810
ACC 12~50 × 连续式 幕状层流 喷射
4500 ×50000 , DO 20~
100 ×4500 ×50000
中厚板控轧控冷技术

RAL 中厚板控制轧制与控制冷却技术讲座
为什么进行两相区轧制
RAL Ar3以下压下量与力学性能关系
实验室数据(): 0.17C-1.6Mn钢,
1150℃加热,Ar3为 730℃ 两相区轧制,利用铁素 体的位错亚结构强化
K2.7
RAL 两相区轧制对组织和性能的影响
200织构的 反射强度
K6-2
第三阶段变形量/%
设定要求 • 如果无板凸度调整手段,凸度无法保证,大压下
形同虚设
RAL
比例凸度放松的效果
P 力矩限制 轧制力限制
比例凸度恒定限制
h hn
RAL 板凸度控制手段-双锥度BUR
最大改善30mm
RAL 板凸度调整手段-液压弯辊
BURB WRB
RAL
CVC轧机的凸度调整
等效凸度
横移距离
RAL
PC轧机P的原理与特点
为什么要低温轧制
RAL 轧制温度对组织和力学性能的影响
0.18C-1.36Mn钢 各道次压下量20% 总计9道次轧制到20mm 轧制温度变化范围200℃
K2-3
RAL 热变形奥氏体的温度-压下量-再结晶图
压下量/%
C-Mn钢轧制后1s水冷
K2-13
压下量/%
含铌钢轧制后3s水冷
RAL 900℃以下变形量与韧脆转变温度的关系
* 水幕装置,管层流装置( 直管式, U型管式,气雾式) * 快速响应阀(气动薄膜阀) * 水处理系统 (大流量反冲洗过滤器)
RAL 中厚板控制轧制与控制冷却技术讲座
控轧控冷的基本原理
RAL 2 控轧控冷的基本原理
2.1 控轧控冷机理 2.2 控制轧制
- 轧制温度制度(加热、粗轧、精轧,待温) - 轧制压下制度(粗轧、精轧压下量,方向) - 液压弯辊等板凸度控制制度 2.3 控制冷却ACC - 冷却模式,冷却温度制度 2.4 直接淬火DQ - 淬火温度,回火制度(温度、时间)
9 中厚板的控制轧制与控制冷却
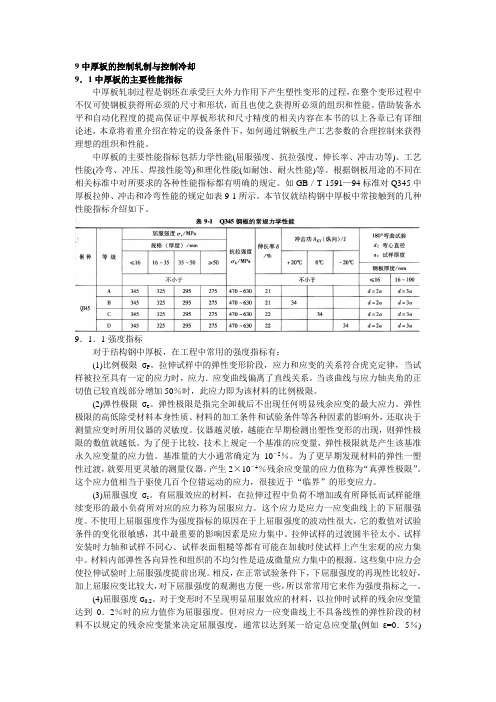
9中厚板的控制轧制与控制冷却9.1中厚板的主要性能指标中厚板轧制过程是钢坯在承受巨大外力作用下产生塑性变形的过程,在整个变形过程中不仅可使钢板获得所必须的尺寸和形状,而且也使之获得所必须的组织和性能。
借助装备水平和自动化程度的提高保证中厚板形状和尺寸精度的相关内容在本书的以上各章已有详细论述,本章将着重介绍在特定的设备条件下,如何通过钢板生产工艺参数的合理控制来获得理想的组织和性能。
中厚板的主要性能指标包括力学性能(屈服强度、抗拉强度、伸长率、冲击功等)、工艺性能(冷弯、冲压、焊接性能等)和理化性能(如耐蚀、耐火性能)等。
根据钢板用途的不同在相关标准中对所要求的各种性能指标都有明确的规定。
如GB/T 1591—94标准对Q345中厚板拉伸、冲击和冷弯性能的规定如表9-1所示。
本节仅就结构钢中厚板中常接触到的几种性能指标介绍如下。
9.1.1强度指标对于结构钢中厚板,在工程中常用的强度指标有:(1)比例极限ζP。
拉伸试样中的弹性变形阶段,应力和应变的关系符合虎克定律,当试样被拉至具有一定的应力时,应力.应变曲线偏离了直线关系。
当该曲线与应力轴夹角的正切值已较直线部分增加50%时,此应力即为该材料的比例极限。
(2)弹性极限ζe。
弹性极限是指完全卸载后不出现任何明显残余应变的最大应力。
弹性极限的高低除受材料本身性质、材料的加工条件和试验条件等各种因素的影响外,还取决于测量应变时所用仪器的灵敏度。
仪器越灵敏,越能在早期检测出塑性变形的出现,则弹性极限的数值就越低。
为了便于比较,技术上规定一个基准的应变量,弹性极限就是产生该基准永久应变量的应力值。
基准量的大小通常确定为10-2%。
为了更早期发现材料的弹性一塑性过渡,就要用更灵敏的测量仪器。
产生2×10-4%残余应变量的应力值称为“真弹性极限”。
这个应力值相当于驱使几百个位错运动的应力,很接近于“临界”的形变应力。
(3)屈服强度ζs。
有屈服效应的材料,在拉伸过程中负荷不增加或有所降低而试样能继续变形的最小负荷所对应的应力称为屈服应力。
【精品】专业论文文献--中厚板轧后控冷技术应用

中厚板轧后控冷技术应用中厚板轧后控冷技术应用摘要:叙述了控制冷却技术对钢材组织性能的影响、控制方式、主要设备、工艺、技术应用,并提出了应用控冷技术应注意的几个问题。
关键词:中厚板;控制冷却技术;应用中图分类号:TF713.2文献标识码:A文章编号:引言:生产中厚钢板的控制冷却技术(ACC)自20世纪80年代初在日本首次投入使用以来,由于它在控制产品的组织和性能,提高产品附加值方面发挥了很大的作用,因而很快在世界范围内被推广应用。
目前控制冷却技术已广泛应用于桥梁、建筑、结构、管道、压力容器用钢生产过程成为当代钢铁工业最重要的技术成就之一。
1.控制冷却技术对钢材性能的影响控制冷却技术是控制轧后钢板的冷却速度从而达到控制钢板组织性能的目的。
控制冷却技术之所以受到重视并得到广泛应用推广,是因为它比经过再加热后的等轴奥氏体加速冷却能产生更大的强化韧性效果,在进一步细化铁素体的同时使珠光体分布均匀,消除带状珠光体,并且有可能形成细贝氏体组织。
此外在控制冷却过程中阻止或延迟了碳化物过早析出,使其在铁素体中弥散,提高钢板强度而不损害脆性转化温度。
2.控制冷却的主要方式目前,中厚板控制冷却方式主要有压力喷射冷却、层流冷却、雾化冷却、喷淋冷却和直接淬火等。
2.1高压喷射冷却水以一定压力从喷嘴喷出,水流连续呈紊流状态喷射到钢板表面。
这种冷却方法穿透性好,一般在水汽膜比较厚的条件下采用。
但是,这种冷却方式用水量大、水花飞溅严重、冷却不均匀、水质要求高、喷嘴易被堵塞而且水的利用率较低。
2.2喷淋冷却将水加压,由喷嘴喷出的水的流速超过连续喷流,水流破断后形成的液滴冲击被冷却的钢板表面。
这种喷嘴冷却能力强,冷却较为均匀,但是需要很高的水压,冷却能力的调节范围较窄,而且对水质要求高。
2.3层流冷却水以较低压力从水口自然连续流出,形成平滑水流。
水流流到钢板表面后在一段距离内仍保持平滑层流状态,可获得很强的冷却能力,冷却均匀。
目前,钢板热轧后的层流冷却一般采用板层流(水幕冷却)和管层流(U形管层流)两种方式。