浅析八钢8mm中厚板板形控制措施
中厚板控冷过程的板形问题分析与控制-RAL周娜

中厚板控冷过程的板形问题分析与控制周 娜,薛军安,吴 迪,张殿华( 东北大学轧制技术及连轧自动化国家重点实验室 沈阳110004 )摘 要:分析了控冷过程由于温度不均匀造成的热应力的变化产生的板形缺陷问题;研究了冷却过程中为保持板形良好在厚度、宽度及长度上的温度控制方法。
关键词:中厚板 控冷 板形缺陷Shape Analyzes and Control of Plate in Control coolingZhou Na, Xue Jun-an, Wu Di, Zhang Dian-hua(The State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110004 )Abstract: This paper analyzed the shape defects of the plate in the process of cooling because of the thermal-stress caused by the uneven cooling and studied the methods for longitudinally and transversely control on the plate shape.Keywords: plate; control cooling; shape defect1 前言中厚板生产中,为了对产品组织性能进行控制,一般都采用控轧控冷的方法[1]。
采用控制冷却技术的主要目的是:改善钢板组织、提高钢板的力学性能;保证同一块钢板的力学性能均匀,同一批、同钢种的钢板力学性能波动小;控冷过程中保持钢板板形平直。
不合理的冷却制度会造成钢板沿纵向、横向和厚度方向的冷却不均匀,引起复杂的热应力变化,容易造成板形缺陷问题[2]。
2 板形缺陷分析2.1 控冷设备介绍某厂中厚板轧后控制冷却装置(图1)由上下集管、侧喷装置、前后吹扫等基本设备组成。
浅谈中厚板生产过程的质量控制

浅谈中厚板生产过程的质量控制摘要:中厚板在建筑领域具有非常重要的作用,国家和社会对于中厚板的质量要求也实现了明显的提升。
由此可见,中厚板的质量控制和检验有着非常重要的意义。
只有做好中厚板生产过程中每个环节的控制,才能够达到良好的生产效果。
因此我们应对中厚板生产过程中的质量控制方法进行探索基于此,本文章对中厚板生产过程的质量控制进行探讨,以供相关从业人员参考。
关键词:中厚板;生产过程;质量控制引言中厚板产品广泛应用于船舶、机械制造等领域,具有广阔的市场前景,在制造业快速发展的当下,其市场需求量是比较可观的。
中厚板生产具有规格多、批量小的特点,因此对于坯料的质量特别是外观尺寸质量的要求非常严格。
如果中厚板坯料尺寸设计不合理,与客户要求相差较大,这样不仅会增加坯料的切割损失或是造成钢板尺寸改判,而且还影响生产效率,降低与客户合同的兑现率。
这对于企业来说无疑会带来比较大的经济损失以及客户的流失。
一、中厚板技术的主要特点(一)TMCP技术目前我国所采用的中厚板先进生产技术,包括TMCP技术,是适应高强度、低合金技术发展所做出的基本技术。
早期的钢度低合金钢都是依靠添加合金元素来保证强度的,很难对焊接性能、成型性能及抗碎性、抗裂性做出分析。
如今的细化铁素体精粒组织材料能够生产出相同强度的钢材,也在焊接性能方面大大提高,也广泛用于造船、锅炉容器,建筑钢结构体系之内。
(二)厚度自动化控制系统AGC是轧机的控制系统,是控制面板厚度的方法,包括相对AGC和绝对AGC的操作模式。
相对AGC提高了钢板的控制精度,但基于钢板轧制力的预测精度和钢板在头部位置的厚度剧烈波动,“相对AGC”只能控制一个板的厚度差异,不能很好地控制不同板的厚度差异。
在绝对AGC模式下,以象素厚度为参考值,输出厚度与象素厚度相比较,改变滚切值,使输出厚度接近象素厚度。
这种厚度控制策略控制精度高,能同时控制同板偏差和不同板异常,弥补了相对AGC的不足。
中厚板精整区常见的质量问题及预防措施

四、结语 在公路建设中,土壤成分的比例问题,造成了土壤结构的板 结问题,而这些指标,对整体的数土粒比重应用等,都会造成较 大的社会责任问题。而土粒比重值得测定使用,对于准确的使用 程度,以及土壤的指标有效控制等,都会造成极大的施工影响。 因此在实际的施工 过程中,需要根据工程的性质,对土壤的比重 进行严格的检测,并依照特殊的土壤结构,实现对水坝土样,以 及可溶性盐在胶体有机质土壤含量方面的应用,同时结合土粒比 重的实际影响来确保对整体比重实际检测方面的安全生产应用。 参考文献: [1] 谢笑笑 , 胡涛 . 浅析比重瓶法实测土粒比重 [J]. 浙江水利科 技 ,2007,(5):41-42. [2] 段立莉 . 土的比重试验 [J]. 山西建筑 ,2015,41(5):58-59. [3] 魏让鹏 . 多项式拟合曲线在土粒比重试验中的应用 [J]. 西北 水电 ,2013,(2):70-71. [4] 赵春梅 . 土粒比重试验方法主要技术应用和控制 [J]. 城市建 设理论研究(电子版),2013,(19). [5] 卢 丹 . 用 Excel 计 算 校 正 比 重 瓶 [J]. 西 部 探 矿 工 程 ,2005,17(12):145-146. [6] 刘 宇 , 王 辉 . 土 粒 密 度 测 定 误 差 分 析 [J]. 岩 土 工 程 界 ,2002,(7):58-59.
经验比重 2.71 2.70 2.70 2.71 2.72 2.72 2.72 2.72 2.71 2.72 2.72
误差 0.00 0.00 0.00 0.37 0.37 0.00 0.00 0.37 -0.37 0.00 -0.37
中厚板精整剪切质量控制方法与改进措施的探讨
中厚板精整剪切是钢板加工的一个重要工艺,它是将原材料切割成特定尺寸的重要工序之一。
在这个工艺过程中,如果剪切质量不佳,会影响整个生产流程的效率和产品质量,因此对于如何控制中厚板精整剪切的质量至关重要。
以下是一些控制中厚板精整剪切质量的方法和改进措施。
1.加强设备维护:保持设备的良好状态对于控制中厚板精整剪切质量非常重要。
因此,我们需要加强设备维护工作,定期检查设备的各项指标是否正常,及时更换损坏的部件,确保设备能够正常运行。
2.增强操作员技能:操作员的技能对中厚板精整剪切质量的控制也非常重要。
我们需要加强操作员的培训,让他们了解和掌握中厚板精整剪切的基本知识和技能,增强他们的操作技能和质量意识。
3.优化剪切参数:剪切参数的优化也是控制中厚板精整剪切质量的一个关键环
节。
我们需要通过不断的实践和研究,找到合适的剪切参数,以达到更好的剪切效果和质量。
4.引进先进技术:在中厚板精整剪切质量控制中,引进先进的剪切技术和设备
也是一个重要的方法。
通过引进先进技术和设备,我们能够更好地控制中厚板精整剪切的质量,并提高生产效率和产品质量。
5.建立质量监控体系:建立完善的质量监控体系,对中厚板精整剪切的质量进
行监控和管理,及时发现和纠正问题,对于提高生产效率和产品质量也有很大帮助。
综上所述,通过加强设备维护,增强操作员技能,优化剪切参数,引进先进技术和设备,以及建立完善的质量监控体系等措施,可以有效地控制中厚板精整剪切的质量,提高生产效率和产品质量,同时还能提高企业的竞争力和市场占有率。
中厚板板形缺陷分析及控制措施

中厚板板形缺陷分析及控制措施佟程志;李仕力;苏安龙【摘要】分析了中厚板出现的横向同板差异大、边浪、中间浪等板型缺陷,通过设计轧辊辊形、分段冷却轧辊、优化轧制规程等措施,有效控制了中厚板板型缺陷,保证了钢板板形,提高了成材率.【期刊名称】《天津冶金》【年(卷),期】2016(000)0z1【总页数】3页(P27-29)【关键词】中厚板;板形;缺陷;控制【作者】佟程志;李仕力;苏安龙【作者单位】天津钢铁集团有限公司,天津300301;天津钢铁集团有限公司,天津300301;天津钢铁集团有限公司,天津300301【正文语种】中文板形控制是衡量中厚板生产水平的一个重要指标,良好的板形控制可以提高钢板合格率以及成材率[1]。
在现今严峻的钢铁市场形势下,提高钢板板形控制水平,减少钢板板形缺陷,是降低企业生产成本,提高企业竞争力的重要手段。
中厚板板形包括钢板断面形状和平直度两项指标,断面形状由凸度、楔形度、边部减薄等参数表示,其中凸度是最主要的参数;平直度是指钢板横向各部位是否产生波浪和瓢曲。
中厚板板形缺陷一直是困扰中厚板生产的难题,早期采用烫辊、原始辊形等办法,但收效甚微;之后,采用增加轧机的刚度、完善辊系、配置弯辊装置以及立辊轧机等办法,取得较好的效果;进而开发出AGC计算机控制、MAS法、BDR法、HCW轧机、PC轧机、VC辊、CVC轧机等先进的板形控制技术,使得中厚板的板形控制提高到全新的水平[2]。
我公司炼轧厂中厚板工序采用3 500mm双机架四辊可逆式轧机,由于建厂较早,作为常规中厚板生产线,并未安装弯辊系统,因此板形控制难度2.1 钢板的横向同板差钢板凸度是描述钢板断面形状的重要指标,是指钢板宽度中心处的厚度与刨去边部减薄部分的钢板边部厚度的差值,即我们常说的横向同板差。
精准的中厚板轧制厚度控制有利于钢板成材率的提高,而如果钢板横向同板差过大,则钢板的厚度控制变得毫无意义,造成钢铁料的消耗,不利于成材率的提高。
中厚板板形与板凸度控制

1 板型的基本概念板型直观上是指板带的翘曲程度,其实质是指钢板内部残余应力分布。
1.1 钢板横断面外形板带产品的断面形状可以描述为产品横断面的轮廓(如图1所示),此轮廓由一系列指定点上或指定增量点上的厚度测量值来定义。
图1 钢板的横断面示意图1.1.1 影响轧件断面几何形状的因素当轧件只受塑性变形压缩时,轧制后没有弹性变形恢复。
这种情况下,轧件断面形状完全由辊缝形状所决定。
影响辊缝形状的四个因素是:轧辊的垂直位移、轧辊的水平位移、轧辊热凸度和轧辊磨损。
(1)轧辊的垂直位移。
引起垂直面上轧辊位移的因素有:a.轧机延伸:它是因轧制负荷和轧制热而产生的,包括轧辊在的轧机部件的伸长和压缩的结果。
b.轧辊弯曲:这是由轧制负荷和垂直方向上轧辊弯曲液压缸产生的力引起的。
c.辊缝中液压润滑油膜厚度的变化。
d.支撑辊轴承里油膜厚度的变化。
(2)轧辊的水平位移。
可能引起水平面上轧辊位移的因素有a.作用在工作辊上的轧制负荷的水平分量,该工作辊中心线偏离相邻支撑辊轴承中心线。
b .由水平面上轧辊弯曲机构所产生的力引起的轧辊弯曲。
c .由轧件变形区的入口侧和出口侧不相等的带钢张力引起的轧辊位移和弯曲。
(3)轧辊热凸度:轧辊热凸度定义为轧制期间由于轧辊受热和冷却造成的轧辊直径的增量,某些情况下,轧辊热凸度是通过预热轧辊有意施加的。
(4)轧辊磨损:轧辊磨损指由于研磨、腐蚀、及粘着磨损而造成的逐渐损伤。
1.1.2 断面形状要素的定义平板的断面形状通常描述为:中心厚度、边部厚度、水平度、楔形、凸度、边部减薄等。
(1)中心厚度H :中心厚度H 是指轧件中心线处的厚度。
(2)边部厚度H I 、H J :边部厚度是指距边部一定距离的测量值,这个距离d 一般为9.5~19mm ,L 一般为50~75mm 。
传动侧为J I H H 、。
操作侧为J 'I 'H H 、。
(3)倾斜量i H δ:它由传动侧和操作侧的厚度差来决定:'I I i H H H -=δ(4)楔形:传动侧和操作侧的楔形分别为:传动侧楔形:'I I H H H >>操作侧楔形:I I H H H >>'(5)凸度:凸度定义为中心厚度H 和指定的边部厚度之差。
八钢中厚板过程控制系统
[ 2 ] 张景进. 中厚板生产[ M ] . 北京 : 冶金工业出版社 , 2 0 0 5 . [ 3 ] 赵骏. P C S t ME S / E R P三集成【 J 】 . 冶金信息导刊, 2 0 0 5 , 0 9 .
科技・ 探索・ 争鸣
S c 科 i e n c e & 技 T e c h 视 n o l o g y 界 V i s i o n
L 2 的数据采集轧机 的实际数据有水 平辊 的轧制 压力 ,力矩 , 辊 缝. 速度 . 温度 和计算 的厚度 , 轧制信号等 。
4 . 7 数据通信 利用宝信软件产 品 X C O M— P C S , 实现与其他计算 机系统的通信 , 具体 电文格式 参见基本设计规格书通信接 口篇。 轧线计算机加热炉计 算机 . 精整线计算机 , 轧线 L 1 , A C C计算机和仪表通信。 其中轧线计算 机与精整计算机之间运用了 i P l a t u r e 的相关功能 ,主机之间无需采用
5 结 束 语
中厚板计算机过 程控制系统作为实 现八 钢信息化 目标 中的重要 环节 。 其采用先进的工艺模型 方便 , 增强了八钢产 品的竞争 力 , 其重要性也会 在以后 的
生 产 当 中 越 发 的 凸 显 。 e
【 参考文献】
按照辊道分区 . 记录生产线 的材料映象 . 任何 时候都能得 到所有 材料的物理位置 当材料到达或离 开轧机某个位置时 , 材料跟踪必须准备好相关的 材料数据 ( 包含 P D I 数据 , 加热炉数据 和其 他相关数据 ) , 同时激励其 他相关软件 当吊销材料时删 去相关材料数据。 当跟踪 映像和实物 映像 不一致 , 或跟踪 异常时 , 操作工 可以进行 跟踪修正 . 确保跟踪映像与实物位置的一致性 。 4 . 4 轧制计划管理 轧制计划管理接收部分加热炉系统已经存在 的 P D I 数据 , 接收的数 据按板号存储于数据库中. 有 画面对完整的轧制计划数据进行生成和调 整等管理 人工可以通过该画面进行计划的输入 , 删除 , 修改等功能。 每个原始数据都包含板坯 . 轧制的板 , 母板和合同板 的数据 , 此外 还有板号 . 板坯号 . 板 坯尺寸 , 尺寸数据 , 轧制指示 ( 控温轧 制 , 多 块轧制 , 转钢 ) . 化学成 份 , 合金 补偿系数 , 最终 温度 , A C C人 E l 温度 , A C C冷却速率 . 出口 温 度等。 当该材料生产结束 . 计划数据将要记录保存 。
八钢中厚板过程控制系统

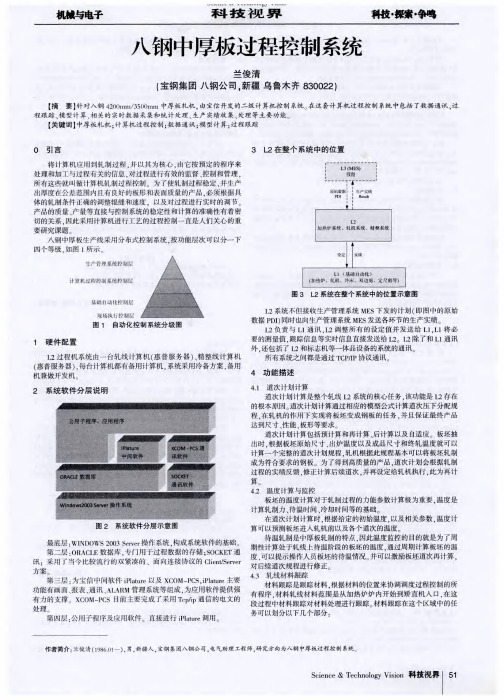
八钢中厚板过程控制系统作者:兰俊清来源:《科技视界》 2013年第23期兰俊清(宝钢集团八钢公司,新疆乌鲁木齐 830022)【摘要】针对八钢4200mm/3500mm中厚板轧机,由宝信开发的二级计算机控制系统。
在这套计算机过程控制系统中包括了数据通讯、过程跟踪、模型计算、相关的实时数据采集和统计处理、生产实绩收集、处理等主要功能。
【关键词】中厚板轧机;计算机过程控制;数据通讯;模型计算;过程跟踪0引言将计算机应用到轧制过程,并以其为核心,由它按预定的程序来处理和加工与过程有关的信息,对过程进行有效的监督、控制和管理,所有这些就叫做计算机轧制过程控制。
为了使轧制过程稳定,并生产出厚度在公差范围内且有良好的板形和表面质量的产品,必须根据具体的轧制条件正确的调整辊缝和速度,以及对过程进行实时的调节。
产品的质量、产量等直接与控制系统的稳定性和计算的准确性有着密切的关系,因此采用计算机进行工艺的过程控制一直是人们关心的重要研究课题。
八钢中厚板生产线采用分布式控制系统,按功能层次可以分一下四个等级,如图1所示。
1硬件配置L2过程机系统由一台轧线计算机(惠普服务器)、精整线计算机(惠普服务器),每台计算机都有备用计算机。
系统采用冷备方案,备用机兼做开发机。
2 系统软件分层说明最底层:WINDOWS 2003 Server操作系统,构成系统软件的基础。
第二层:ORACLE数据库,专门用于过程数据的存储;SOCKET通讯:采用了当今比较流行的双紧凑的、面向连接协议的Client/Server方案。
第三层:为宝信中间软件iPlature以及XCOM-PCS,iPlature主要功能有画面、报表、通讯、ALARM管理系统等组成,为应用软件提供强有力的支撑。
XCOM-PCS 目前主要完成了采用Tcp/ip通信的电文的处理。
第四层:公用子程序及应用软件。
直接进行iPlature调用。
3 L2在整个系统中的位置L2系统不但接收生产管理系统MES下发的计划(即图中的原始数据PDI)同时也向生产管理系统MES发送各环节的生产实绩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
针 对 钢 板板 形 异 常 的现 象 , 从 生 产 I = 序 过 程 逐
一
分析 、 查 找原 因 , 根 据 分析 结 果 对 轧辊 吨 位 、 控 轧
影响 。在坯料厚度 、 轧机精 度不能进一步优化的情 况下 , 对轧辊选择 、 道次分配 、 终轧温度等轧制参数进行 了优
化, 8 mm钢 板 已经 具 备 批 量 生 产 的 能 力 。 关键词: 8 mm 钢板 ; 丁艺控制 ; 厚 板 轧 机 中 图分 类 号 : T G 3 3 5 . 5 文献标识码 : A 文章编号 : 1 6 7 2 -4 2 2 4 ( 2 0 1 3 ) 0 2 —0 0 ( 】 7 —0 3
A bs t r a ct :Th e p r o c e s s o f t he 8 m m—l hi ( - k ne s s pl a t e pr o i f l e i n t h e Pl a t e Ro l l i ng a t Ba y i s t e el h a s be e n i nt r o d m e d i n t hi s
均 容 易造 成 钢 板在 轧 制 过 程 中发 生 双 边 浪 、 侧 弯 现 象, 严 重时 引起 钢板 “ 刮框” , 造成 轧 废 和故 障停 车 。 八 钢 初 次 ̄ L ¥ I 1 1 规 格钢 板 时发 生 钢 板 瓢 曲 , 因
板形 轧 废造 成停 车 。
着这 几道 次的进 行 而增加 。 为 了尽 可能地 保 证钢 板 在 ̄ L ; I I 过 程中的温度 ,首 先要求 板 坯在 加热 过程 中 烧 透并 保温 至一 定 的温度 ,并 考虑 到板坯 在 炉 内可 能 的过 热 和过烧 现象 ,板 坯在 加热 炉 内加 热 温度 控 制 要求 如表 l 所示。
2 0 1 3 年第 2 期
新 疆 钢铁
总1 2 6 期
浅析八钢 8 mm 中厚板板形控制措施
杨雄 , 马 占福 , 刘奉 家 , 陈晓 山
( 1 . 新疆八一钢铁股份有 限公 司, 2 . 宝钢集 团八钢公 司制造管理部 )
摘 要 : 介绍 了八钢中厚板 4 3 0 0 / 3 5 0 0轧 机 生 产 8 mm厚 度 钢 板 的 生 产 过 程 ,分 析 了轧 制过 程 对 钢 板 板 形 的
1 前 言
八 钢 中厚 板 机 组 自 2 0 1 2年 2月 开始 调 试 粗 轧
机, 双机 架 于 同年 5月 开始 正式 投入 生产 。 厚度 为 8 am 的 钢 板 是 八 钢 中 厚 板 分 厂 r 4 2 0 0 / 3 5 0 0双 机 架 轧 机生 产 的极 限 厚度 ,生 产 难 度 大 。南 于轧 制 过程 中钢 板 的温 度 不 均 , 钢 板 变 形 不
p a p e r, a n d a l s o t h e e f e c t o f t h e p r o c e s s o n t h e p l a t e p r o i f l e h a s b e e n a n a l y z e d . Af t e r o p t i mi z i n g t h e c h o i c e o f r o l l s, t h e r o l l i n g s c h e d u l e a n d t h e i f n i s h i n g t e mp e r a t u r e , 8 mm- t h i e k n e s s p l a t m S a r e g o i n g i n t o b a t c h p r o d u c t i o n . Ke y wo r d s :8 mm- t h i ( kn , e s s p l a t e ;p r o c e s s c o n t r o l ;h e a v y p l a t e mi l l
YA N G X i o n g ’ , MA Z h a n - f u I , L I U F e n g - j i a 2 , C H E N X i a o - s h a n
( 1 . X i n j i a n g B a y i I r o n &S t e e l S t o c k C o . 。 I t d ; 2 . Ma n u f a c t u r i n g M a n a g e me n t D e p a r t me n t , B a y i I r o n& S t e e l C o . , B a o s t e e l G r o u p )
析, 具 体 从 加热 _ T艺 、 轧辊 吨位 、 轧 制 工 艺 和矫 直 工
艺 进行 分析 。
2 . 1 加 热工 艺控 制
在 生产 8 m m厚 度钢 板 的过程 中 , 尤其 是 成 品道
次, 钢板 的 温度 下 降很 快 , 经 现 场 观察 , 后 三 道 次 的
温降 可达 1 0 0 ℃以 上,而且 钢板 头 尾 的温 差也 会 随
An a l y s i s t h e Me a s u r e s o f Co n t r o l l i n g t h e 8 m m Th i c k n e s s
Pl a t e Pr o il f e i n t he Pl a t e Ro l l i ng Pr o c e s s