模具日常点检保养记录表A0(修改稿)
合集下载
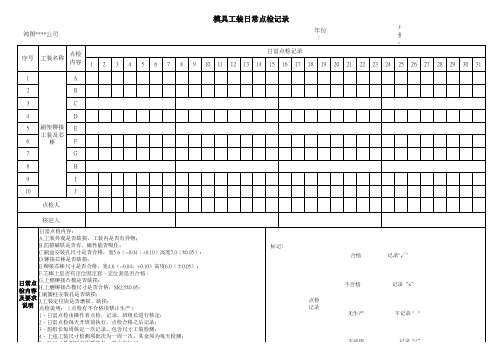
模具日常保养及模温点检记录表

洁
模具日 顶针点检加润滑油
常 保养 内容
导柱、行位清洁润 滑
模具排气槽清理
保养、点检 人
保养、点检 人
保养、点检 人
保养、点检 人
确认阀针动作正常
模温点 前模模温实测
检
后模模温实测
P.L面、水口板清
洁
模具日 顶针点检加润滑油
常 保养 内容
导柱、行位清洁润 滑
模具排气槽清理
保养、点检 人
保养、点检 人
保养、点检 人
保养、点检 人
确认阀针动作正常
说明:1.本点检表每班、每6小时点检一次,由区域技术员实施点检。2.点检数据如实记录,发现异常及时处理并上报。3.表单更换时技术组长签名确认并注意存档管理, 4.模具记数器达50万模时需上报。
组长:
技术员:
模具编 号:
生产日期
模温点
点检内容 前模模温实测
产品名称:
08:00-14: 模具记数器
00
数
检
后模模温实测
P.L面、水口板清
洁
模具日 顶针点检加润滑油
常 保养 内容
导柱、行位清洁润 滑
模具排气槽清理
保养、点检 人
模具日常保养及模温点检记录表
模具问题记 14:00- 模具记数器 模具问题记 20:00-
录
20:00
数
录
02:00
保养、点检 人
模具记数器 模具问题记
数
录
保养、点检 人
02:0008:00
年
模具记数器月 模具问题记
数
录
保养、点检 人
确认阀针动作正常
模温点 前模模温实测
检
后模模温实测
2021模具工装日常点检记录表
点检内容及要求说明
点检内容:
A.工装外观是否缺损、工装内是否有异物;
B.防错磁铁是否有,磁性能否吸住;
C.刷盒安装孔尺寸是否合格,宽5.6(--0.04;+0.10)高度7.0(±0.05);
D.铆接芯棒是否缺损;
E.铆接芯棒尺寸是否合格,宽4.6(--0.04;+0.10)高度6.0(±0.05);
F.芯棒上是否有定位固定套,定位套是否合格;
G.上模铆接凸模是否缺损;
H.上磨铆接凸模尺寸是否合格,SR2.5±0.05;
I.刷簧柱安装孔是否缺损;
J.工装定位块是否磨损、缺损;
点检说明:(点检有不合格项禁止生产)
1、日常点检由操作者点检,记录,班组长进行核定;
2、日常点检每天开班前执行,点检合格之后记录;
3、班组长每周核定一次记录,包含尺寸工装检测;
4、上述工装尺寸检测项批次为一周一次,其余项为每天检测;。
模具加工中心点检保养记录表

9 清洁机床外部、工作台、伸缩护罩
做
10 检查气压源的压力表/0.5MPa
看
11 检查主轴吹气系统的压力表/0.08MPa 看
12 检查三点组合,排水,添加汽轮机油 看/做
13 检查切削液箱液位/温度,不足时添加 看/做
14 清扫切削液箱的过滤器
做
15 检查润滑油泵油位/加注G68导轨油
看/做
16 检查主轴齿轮、从动轮、UC凸轮润滑脂 每周(做)
点检者签名:
每月点检项目
点检基准
点检结果 点检日期 点检者签名 异 日期
异常内容
处理情况
处理者签名
常
1:各滑动导轨上的刮屑板
无松动、变形,进退自如
时
2、清理贯通主轴切削液的管路过滤器
自动恢复E型指示器:所 指示压差绿色变红色
填 写
填表说明:(1)每项保养点检后,若该项正常,则打“√”,若有异常则打:“△”,(2)设备异常时:a.若自己解决则在异常栏填写解决过程,b.若不能解决,则迅速报修。若待修
则打“×”。
(3)本表为设备日常保养点检,使用期为一个月,发放、回收时间为每月的第一天,交由技术部门管理,以再取新表。
修
制定时间
承认
确认
作成
订
栏
订
栏
版本号
设备名称:加工中心
设备型号检动作
1 检查变压器电压是否正常/200V
看
2 检查操作系统有无报警信息
看
3 检查操作面板上各功能键是否正常
看
4 检查电柜各散热风扇运行是否正常
看
5 更换、清洗电气控制柜冷却空气滤清器 看/做
6 检查砖塔刀库是否在正常状态
看
模具修理及保养点检表
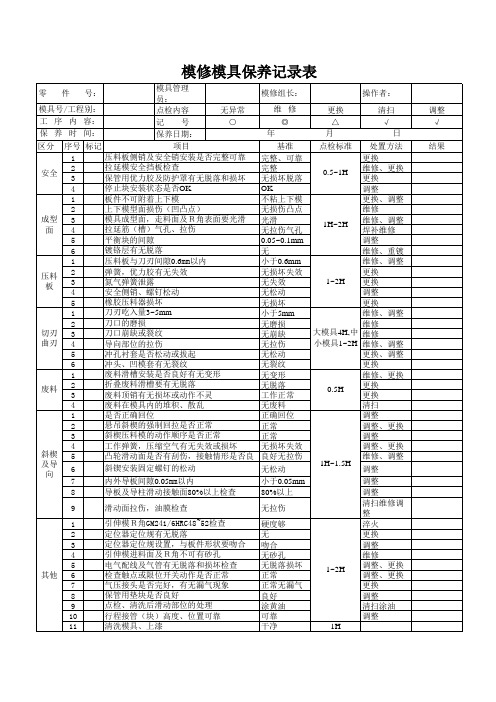
模修模具保养记录表
零 件 号: ◎ 年 保养日期: 项目 区分 序号 标记 基准 压料板侧销及安全销安装是否完整可靠 1 完整、可靠 拉延模安全挡板检查 2 完整 安全 保管用优力胶及防护罩有无脱落和损坏 3 无损坏脱落 OK 停止块安装状态是否OK 4 板件不可附着上下模 1 不粘上下模 上下模型面损伤(凹凸点) 2 无损伤凸点 模具成型面,走料面及R角表面要光滑 成型 3 光滑 拉延筋(槽)气孔、拉伤 4 无拉伤气孔 面 0.05~0.1mm 平衡块的间隙 5 镀铬层有无脱落 6 无 压料板与刀刃间隙0.6mm以内 小于0.6mm 1 弹簧,优力胶有无失效 2 无损坏失效 压料 氮气弹簧泄露 3 无失效 板 安全侧销、螺钉松动 4 无松动 橡胶压料器损坏 5 无损坏 小于5mm 刀刃吃入量3~5mm 1 刀口的磨损 2 无磨损 切刃 刀口崩缺或裂纹 3 无崩缺 曲刃 导向部位的拉伤 4 无拉伤 冲孔衬套是否松动或拔起 5 无松动 冲头、凹模套有无裂纹 6 无裂纹 废料滑槽安装是否良好有无变形 1 无变形 折叠废料滑槽要有无脱落 2 无脱落 废料 废料顶销有无损坏或动作不灵 3 工作正常 废料在模具内的堆积、散乱 4 无废料 是否正确回位 1 正确回位 悬吊斜楔的强制回拉是否正常 2 正常 斜楔压料模的动作顺序是否正常 3 正常 工作弹簧,压缩空气有无失效或损坏 4 无损坏失效 斜楔 凸轮滑动面是否有刮伤,接触情形是否良好良好无拉伤 5 及导 斜锲安装固定螺钉的松动 6 无松动 向 7 8 9 1 2 3 4 5 6 7 8 9 10 11 内外导板间隙0.05mm以内 导板及导柱滑动接触面80%以上检查 滑动面拉伤,油膜检查 引伸模R角GM241/6HRC48~52检查 定位器定位规有无脱落 定位器定位规设置,与板件形状要吻合 引伸模进料面及R角不可有砂孔 电气配线及气管有无脱落和损坏检查 检查触点或限位开关动作是否正常 气压接头是否完好,有无漏气现象 保管用垫块是否良好 点检、清洗后滑动部位的处理 行程接管(块)高度、位置可靠 清洗模具、上漆 小于0.05mm 80%以上 无拉伤 硬度够 无 吻合 无砂孔 无脱落损坏 正常 正常无漏气 良好 涂黄油 可靠 干净 模具号/工程别: 工 序 内 容: 保 养 时 间: 模具管理员: 点检内容 记 号 无异常 ○ 模修组长: 维 修 更换 △ 月 点检标准 操作者: 清扫 √ 日 调整 √ 结果
零 件 号: ◎ 年 保养日期: 项目 区分 序号 标记 基准 压料板侧销及安全销安装是否完整可靠 1 完整、可靠 拉延模安全挡板检查 2 完整 安全 保管用优力胶及防护罩有无脱落和损坏 3 无损坏脱落 OK 停止块安装状态是否OK 4 板件不可附着上下模 1 不粘上下模 上下模型面损伤(凹凸点) 2 无损伤凸点 模具成型面,走料面及R角表面要光滑 成型 3 光滑 拉延筋(槽)气孔、拉伤 4 无拉伤气孔 面 0.05~0.1mm 平衡块的间隙 5 镀铬层有无脱落 6 无 压料板与刀刃间隙0.6mm以内 小于0.6mm 1 弹簧,优力胶有无失效 2 无损坏失效 压料 氮气弹簧泄露 3 无失效 板 安全侧销、螺钉松动 4 无松动 橡胶压料器损坏 5 无损坏 小于5mm 刀刃吃入量3~5mm 1 刀口的磨损 2 无磨损 切刃 刀口崩缺或裂纹 3 无崩缺 曲刃 导向部位的拉伤 4 无拉伤 冲孔衬套是否松动或拔起 5 无松动 冲头、凹模套有无裂纹 6 无裂纹 废料滑槽安装是否良好有无变形 1 无变形 折叠废料滑槽要有无脱落 2 无脱落 废料 废料顶销有无损坏或动作不灵 3 工作正常 废料在模具内的堆积、散乱 4 无废料 是否正确回位 1 正确回位 悬吊斜楔的强制回拉是否正常 2 正常 斜楔压料模的动作顺序是否正常 3 正常 工作弹簧,压缩空气有无失效或损坏 4 无损坏失效 斜楔 凸轮滑动面是否有刮伤,接触情形是否良好良好无拉伤 5 及导 斜锲安装固定螺钉的松动 6 无松动 向 7 8 9 1 2 3 4 5 6 7 8 9 10 11 内外导板间隙0.05mm以内 导板及导柱滑动接触面80%以上检查 滑动面拉伤,油膜检查 引伸模R角GM241/6HRC48~52检查 定位器定位规有无脱落 定位器定位规设置,与板件形状要吻合 引伸模进料面及R角不可有砂孔 电气配线及气管有无脱落和损坏检查 检查触点或限位开关动作是否正常 气压接头是否完好,有无漏气现象 保管用垫块是否良好 点检、清洗后滑动部位的处理 行程接管(块)高度、位置可靠 清洗模具、上漆 小于0.05mm 80%以上 无拉伤 硬度够 无 吻合 无砂孔 无脱落损坏 正常 正常无漏气 良好 涂黄油 可靠 干净 模具号/工程别: 工 序 内 容: 保 养 时 间: 模具管理员: 点检内容 记 号 无异常 ○ 模修组长: 维 修 更换 △ 月 点检标准 操作者: 清扫 √ 日 调整 √ 结果
工装模具维护保养记录(模板 )
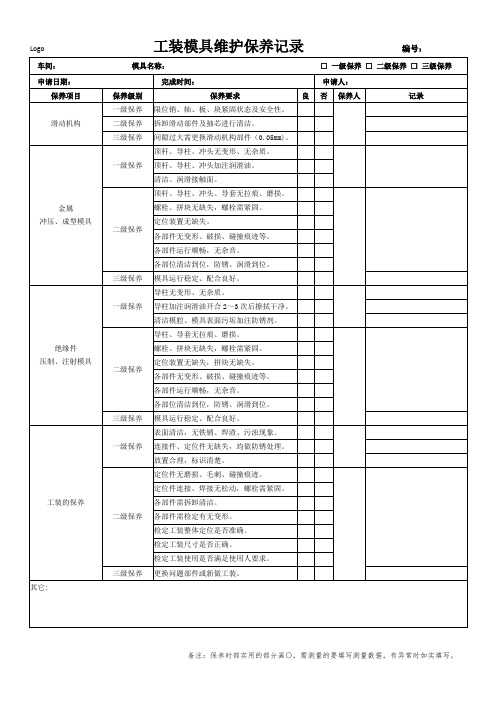
顶杆、导柱、冲头加注润滑油。
清洁、润滑接触面。
二级保养
顶杆、导柱、冲头、导套无拉痕、磨损。
螺栓、拼块无缺失,螺栓需紧固。
定位装置无缺失。
各部件无变形、破损、碰撞痕迹等。
各部件运行顺畅,无杂音。
各部位清洁到位,防锈、润滑到位。
三级保养
模具运行稳定、配合良好。
绝缘件
压制、注射模具
一级保养
导柱无变形、无杂质。
导柱加注润滑油开合2~3次后擦拭干净。
清洁模腔、模具表面污垢加注防锈剂。
二级保养
导柱、导套无拉痕、磨损。
螺栓、拼块无缺失,螺栓需紧固。
定位装置无缺失,拼块无缺失。
各部件无变形、破损、碰撞痕迹等。
各部件运行顺畅,无杂音。
各部位清洁到位,防锈、润滑到位。
三级保养
模具运行稳定、配合良好。
工装的保养
一级保养
其它:
表面清洁,无铁销、焊渣、污浊现象。
连接件、定位件无缺失,均做防锈处理。
放置合理,标识清楚。
二级保养
定位件无磨损、毛刺、碰撞痕迹。
定位件连接、焊接无松动,螺栓需紧固。
各部件需拆卸清洁。
各部件需检定有无变形。
检定工装整体定位是否准确。
检定工装尺寸是否正确。
检定工装使用是否满足使用人要求。
三级保养
更换问题部件或新做工装。
车间: 模具名称: □ 一级保养 □ 二级保养 □ 三级保养
申请日期:
完成时间:
申请人:
保养项目
保养级别
保养要求
良
否
保养人
记录滑动机构一级保养限位销、轴、板、块紧固状态及安全性。
二级保养
拆卸滑动部件及抽芯进行清洁。
清洁、润滑接触面。
二级保养
顶杆、导柱、冲头、导套无拉痕、磨损。
螺栓、拼块无缺失,螺栓需紧固。
定位装置无缺失。
各部件无变形、破损、碰撞痕迹等。
各部件运行顺畅,无杂音。
各部位清洁到位,防锈、润滑到位。
三级保养
模具运行稳定、配合良好。
绝缘件
压制、注射模具
一级保养
导柱无变形、无杂质。
导柱加注润滑油开合2~3次后擦拭干净。
清洁模腔、模具表面污垢加注防锈剂。
二级保养
导柱、导套无拉痕、磨损。
螺栓、拼块无缺失,螺栓需紧固。
定位装置无缺失,拼块无缺失。
各部件无变形、破损、碰撞痕迹等。
各部件运行顺畅,无杂音。
各部位清洁到位,防锈、润滑到位。
三级保养
模具运行稳定、配合良好。
工装的保养
一级保养
其它:
表面清洁,无铁销、焊渣、污浊现象。
连接件、定位件无缺失,均做防锈处理。
放置合理,标识清楚。
二级保养
定位件无磨损、毛刺、碰撞痕迹。
定位件连接、焊接无松动,螺栓需紧固。
各部件需拆卸清洁。
各部件需检定有无变形。
检定工装整体定位是否准确。
检定工装尺寸是否正确。
检定工装使用是否满足使用人要求。
三级保养
更换问题部件或新做工装。
车间: 模具名称: □ 一级保养 □ 二级保养 □ 三级保养
申请日期:
完成时间:
申请人:
保养项目
保养级别
保养要求
良
否
保养人
记录滑动机构一级保养限位销、轴、板、块紧固状态及安全性。
二级保养
拆卸滑动部件及抽芯进行清洁。
模具每日保养点检表

模具每日保养点检表
机种模具编号PM内容(4h保养一次)脏污用布(绒)擦拭P/L面压伤及划痕#1500以上(砂纸擦拭)
排气通道堵塞涂抹润滑剂后用风枪吹
现状物现象
P/L面保养滑块斜销
滑块导柱
模具固定螺丝
PIN针固定螺丝
现状物现象
射嘴接解面损伤
冷却水堵头连接部接头交换,生料带使用
O-Ring及安装类交换
Hot Runner 阀针制动,研磨PIN分解后洗净,交换
良好:○ 普通:△ 不良:×(普通:量产处 Check部:模具技术组)78910
制动部的润滑润滑剂(耐热油脂)涂抹
审核
各规格转轴卷轴装置设置螺丝再拧紧保养射嘴接解面漏水 Check 点检人P/L面修理及保养年月模具每日保养点检表
苏州胜利精密制造科技股份有限公司
Victory Precision Manufacture CO., LTD.
品名Check 项目
123456。
QMR-07-08-052 模具日常保养记录表 A0
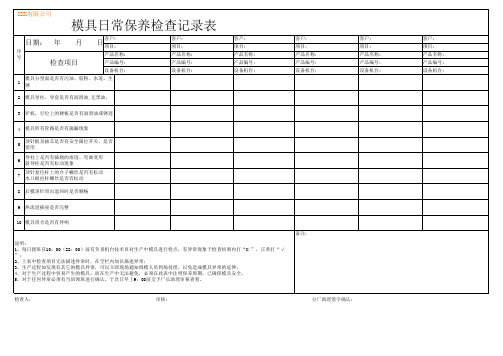
客户: 项目: 产品名称: 产品编号: 设备机台:
3 铲机,行位上的硬板是否有润滑油或锈迹
4 模具所有管路是否有滴漏现象
5
顶针板及抽芯是否有安全限位开关,是否 使用
6
导柱上是否有插烧的痕迹、弯曲变形 斜导柱是否有松动现象
7
顶针复位杆上的介子螺丝是否有松动 水口板拉杆螺丝是否有松动
8 后模顶针顶出退回时是否顺畅
号
检查项目
日 客项户目::分厂:
产品名称: 产品编号: 设备机台:
1
模具分型面是否有污油、胶粉、水迹、生 锈
客户: 项目: 产品名称: 产品编号: 设备机台:
2 模具导柱,导套是否有润滑油,无黑油,
客户: 项目: 产品名称: 产品编号: 设备机台:
备注:
客户: 项目: 产品名称: 产品编号: 设备机台:
检查人:
审核:
分厂助理签字确认:
客户: 项目: 产品名称: 产品编号: 设备机台:
9 热流道插座是否完整
10 模具闭合是否有异响
说明: 1、每日接班在10:00(22:00)前有负责机台技术员对生产中模具进行检点,有异常现象于检查结果内打“X ”,正常打“√ ”; 2、上表中检查项目无法描述异常时,在空栏内加以描述异常; 3、生产过程如发现有其它的模具异常,可以立即现场通知修模人员到场处理,以免造成模具异常的延伸; 4、对于生产过程中容易产生的模具,而在生产中无法避免,必须在此表中注明保养周期,已确保模具安全。 5、对于任何异常必须有当班领班进行确认,于次日早上9:00前交予厂长助理审核查看。
模具定期保养点检表

模具定期保养检查记录表
产品料号
模具编号
生产模数
保养日期
下回保养日期
项次
保养项目
保养方法
检查标准
合格
不合格
不合格处理
1
模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
用抹布、模具清洗剂擦拭,气枪吹,油石省模
表面清洁,手感光滑、无拉伤、无撞伤现象
2
模具灌嘴检查
清除模具灌嘴内塑胶料,用抹布、模具清洗剂擦拭
14
其他保养检查项目
备注:1.打"√"代表已保养,打"×"代表故障,打" "表示维修完成2.保养人由工模部技术员保养后填写,并经主管稽核结案存查
保养:审核:核准:
表单编号:YX-G-005
7
顶出销、回位销
顶针有变形、断裂、划伤的须更换;回位销检查是否回位确实,视具体情况
顶出销,顶出顺畅,无嵌领回位梢归位确实
8
定销板、归位板
顶针板、归位出机构
斜销有变形需换新,滑块,顶出机构;有裂纹或滑动不顺畅,视具体情况维修
滑块,斜顶出机构滑配良好,斜销
灌嘴内无残留物,表面光滑
3
分模表面各擦破,靠破面检查
清洁擦破、靠破锈斑,检查有无拉伤撞伤
无锈斑累渍、拉伤及撞伤不良
4
模具流道口检查
清除流道口及浇口楚的异物
流道表面光滑,浇口处无异物
5
弹簧
重点检查,有无损坏现象
是否有磨损,回弹力小,弹力损失现象
6
导柱、导套检查
有咬伤、拉伤、变形的修护
能够顺利组立,合模
无变形
10
连接螺丝
螺丝有损坏或滑丝要更换新的
产品料号
模具编号
生产模数
保养日期
下回保养日期
项次
保养项目
保养方法
检查标准
合格
不合格
不合格处理
1
模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
用抹布、模具清洗剂擦拭,气枪吹,油石省模
表面清洁,手感光滑、无拉伤、无撞伤现象
2
模具灌嘴检查
清除模具灌嘴内塑胶料,用抹布、模具清洗剂擦拭
14
其他保养检查项目
备注:1.打"√"代表已保养,打"×"代表故障,打" "表示维修完成2.保养人由工模部技术员保养后填写,并经主管稽核结案存查
保养:审核:核准:
表单编号:YX-G-005
7
顶出销、回位销
顶针有变形、断裂、划伤的须更换;回位销检查是否回位确实,视具体情况
顶出销,顶出顺畅,无嵌领回位梢归位确实
8
定销板、归位板
顶针板、归位出机构
斜销有变形需换新,滑块,顶出机构;有裂纹或滑动不顺畅,视具体情况维修
滑块,斜顶出机构滑配良好,斜销
灌嘴内无残留物,表面光滑
3
分模表面各擦破,靠破面检查
清洁擦破、靠破锈斑,检查有无拉伤撞伤
无锈斑累渍、拉伤及撞伤不良
4
模具流道口检查
清除流道口及浇口楚的异物
流道表面光滑,浇口处无异物
5
弹簧
重点检查,有无损坏现象
是否有磨损,回弹力小,弹力损失现象
6
导柱、导套检查
有咬伤、拉伤、变形的修护
能够顺利组立,合模
无变形
10
连接螺丝
螺丝有损坏或滑丝要更换新的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公司名称 模 月 日 星期二 月 日 星期三 月 日 星期四 月 日 星期五 月 日
记录编号: 星期六 月 日 星期日 月 日
晚班 早班 晚班 早班 晚班 早班 晚班 早班 晚班 早班 晚班 早班 晚班 早班
模 具 名 称
主机手确认模具的联板是否已打开或 拆 按工艺作业指导书设置模具的工艺参 数 确认水电油插接(无泄漏、错插或干涉) 慢速状态检查开、合模动作顺序 抽芯、顶针有无擦伤或松、晃动等异 常 清洁型腔、分型面、滑块内流延等异 物 导柱导套、侧向分型面涂少量润滑脂 顶针、顶块的活动部位喷适量顶针油
保养点检时间: 保养点检人签名:
★吊环吊绳无异常变形或损坏(起重工) 联结板是否联结可靠 (起重工) 拔下水、油、电路各接头,(主机 模具下机 手) 时点检 外围各部件无松动无变形, (主机手) (起重指 挥+注塑 模具各表面清洁无异物或变形(主机手) 主机手) 保养点检时间:
保养点检人签名:
★吊环吊绳无异常变形或损坏(起重工) 模具上机 联结板是否联结可靠 (起重工) 时点检 模具各表面清洁无异物或变形(主机手) (起重指 吸磁安装毕立即拆模具联板;(主机手) 挥+注塑 保养点检时间: 主机手)
保养点检人签名:
维修巡检 第一次巡检签到: 签到 第二次巡检签到: 说明
1.填写格式:完成/正常则打“√”、异常则打“△”、点检时查处故障则打“×”。2.一页供一周用.设备模具科提供 。3、点检内容、注意事项祥见《模具日常保养作业指导书》。
保养点检时间: 保养点检人签名:
接班时 (含开班) 或换模上 机时点检 (主机手)
清洁型腔、分型面、滑块内流延等异 物 抽芯、顶针有无擦伤或松、晃动等异 持续生产 常 4小时时 补充或更新润滑脂及顶针油 (主机 手) 保养点检人签名: 停机应先关加热系统再关闭冷却水 用风枪将模具内外表面冷凝水吹干净 清洁型腔、分型面、滑块内流延等异 物 补充或更新润滑脂及顶针油 型腔均匀喷适量防锈剂。----仅下机 交班时 时 或停机 停机或下机前的合模勿加锁模力 或下机时 清洁磁力模板表面锈迹和污垢。 点检 本班生产中开、合模具的总次数 (主机 (合格件数+废品件数+空开合模次 手) 数)
记录编号: 星期六 月 日 星期日 月 日
晚班 早班 晚班 早班 晚班 早班 晚班 早班 晚班 早班 晚班 早班 晚班 早班
模 具 名 称
主机手确认模具的联板是否已打开或 拆 按工艺作业指导书设置模具的工艺参 数 确认水电油插接(无泄漏、错插或干涉) 慢速状态检查开、合模动作顺序 抽芯、顶针有无擦伤或松、晃动等异 常 清洁型腔、分型面、滑块内流延等异 物 导柱导套、侧向分型面涂少量润滑脂 顶针、顶块的活动部位喷适量顶针油
保养点检时间: 保养点检人签名:
★吊环吊绳无异常变形或损坏(起重工) 联结板是否联结可靠 (起重工) 拔下水、油、电路各接头,(主机 模具下机 手) 时点检 外围各部件无松动无变形, (主机手) (起重指 挥+注塑 模具各表面清洁无异物或变形(主机手) 主机手) 保养点检时间:
保养点检人签名:
★吊环吊绳无异常变形或损坏(起重工) 模具上机 联结板是否联结可靠 (起重工) 时点检 模具各表面清洁无异物或变形(主机手) (起重指 吸磁安装毕立即拆模具联板;(主机手) 挥+注塑 保养点检时间: 主机手)
保养点检人签名:
维修巡检 第一次巡检签到: 签到 第二次巡检签到: 说明
1.填写格式:完成/正常则打“√”、异常则打“△”、点检时查处故障则打“×”。2.一页供一周用.设备模具科提供 。3、点检内容、注意事项祥见《模具日常保养作业指导书》。
保养点检时间: 保养点检人签名:
接班时 (含开班) 或换模上 机时点检 (主机手)
清洁型腔、分型面、滑块内流延等异 物 抽芯、顶针有无擦伤或松、晃动等异 持续生产 常 4小时时 补充或更新润滑脂及顶针油 (主机 手) 保养点检人签名: 停机应先关加热系统再关闭冷却水 用风枪将模具内外表面冷凝水吹干净 清洁型腔、分型面、滑块内流延等异 物 补充或更新润滑脂及顶针油 型腔均匀喷适量防锈剂。----仅下机 交班时 时 或停机 停机或下机前的合模勿加锁模力 或下机时 清洁磁力模板表面锈迹和污垢。 点检 本班生产中开、合模具的总次数 (主机 (合格件数+废品件数+空开合模次 手) 数)