熔融指数仪作业指导书
熔体流动速率仪操作作业指导书

文件名称:熔体流动速率仪操作作业指导书
文件编号:版本修次:第1版第0次一.速率仪的作用
测量喂料的熔融指数,看其是否符合标准值。
二.测量抽样标准
每一个单号的喂料抽取一批。
三.速率仪的使用步骤
1.速率仪的控制面板以及显示屏
控制面板上各键的作用如图所示:
显示屏如下图所示:(左图为运行控制,右图为参数设定)。
2.参数设定:
按“Menu”键进入参数设定,如参数设定图所示,设定“Time”为5s,“Cycle”为20,“c-kg”
设定为21.6kg。
3.测量步骤
【1】.填料
先将仪器内部用抹布清理干净。
再将标准模头放进圆筒内,然后将喂料样品用漏斗从仪器顶部灌入圆筒,加入一定量的喂料即可(约30g)。
【2】.预热。
塑料熔融指数测定机作业指导书
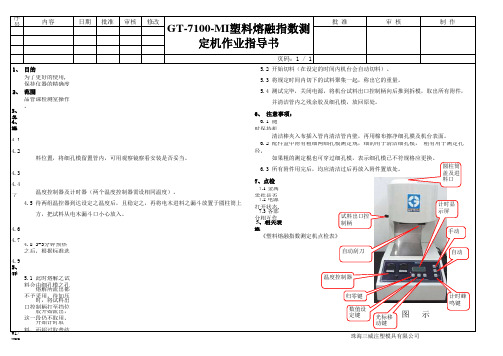
序号内容日期批准审核修改批 准审 核制 作1、目的为了更好的使用,保持仪器的精确度和延长寿命。
2、范围品管课检测室操作。
3、 各部的名称:(见图示)4、 操作方法:6.1 随时保持机台之清洁,每次试验完毕须先用清洁刷棒清洁圆柱筒内,再用布 4.1 将试料出口控制柄打至拆模位置,此时试料出口呈开启状态。
4.2 用细孔模测定规串住细孔膜,并将其推入试料出口处管内,并将试料控制柄打至档4.3 按下POWER键,启动机台,将试料控制柄打至档料位置。
4.4 为求于圆柱筒内温度的均匀性,本机使用两组温控器加热,依试验规定的要求设定7、点检7.1 金属零件是否生锈机械运动是否顺畅。
7.2 电源打开状态,指示灯是否亮起。
7.3 各部分相互作用是否正常。
4.6 用捣料棒插入圆柱筒内并上下移动,直到试料完全捣入圆柱筒内为止。
5、相关表格4.7 用加压砝码棒插入圆柱筒内4.8 3-5分钟预热之后,根据标准选用适当之砝码。
4.9 将选择用砝码置于加压砝码棒上,数分钟后试料熔解,砝码随之缓慢下降。
5、 开始测试:5.1 此时熔解之试料会由细孔模之孔径流出细长熔解物。
为求测试结果的一致性,前段 熔解所流出都不予采用,待加压砝码棒预热线下降到达圆柱盖进料口时,将试料出口控制柄打至挡位置预热4-6分钟,再将控制柄打至出料位置,让熔 胶开始流出,这一段仍不取用,直到取料开始线到达进料口时,立刻将其切断,才 开始计时取料,而超过取普结束线,即不再取料。
6.3 所有附件用完后,均应清洁过后再放入附件置放处。
GT-7100-MI 塑料熔融指数测定机作业指导书页码:1 / 1料位置,将细孔模留置管内,可用观察镜察看安装是否妥当。
温度控制器及计时器(两个温度控制器需设相同温度)。
方,把试料从电木漏斗口小心放入。
4.5 待两组温控器到达设定之温度后,且稳定之,再将电木进料之漏斗放置于圆柱筒上 《塑料熔融指数测定机点检表》6、 注意事项:清洁棒夹入布插入管内清洁管内壁,再用棉布擦净细孔膜及机台表面。
熔指操作规程(3篇)
第1篇一、目的为确保熔指操作的安全、高效,降低事故发生率,特制定本规程。
二、适用范围本规程适用于公司所有涉及熔指操作的岗位。
三、操作流程1. 准备工作(1)穿戴好个人防护用品,如防尘口罩、防毒面具、防护手套等。
(2)检查熔指设备,确保设备完好、运行正常。
(3)确认熔指原材料的质量,确保符合生产要求。
2. 操作步骤(1)打开熔指设备电源,预热至规定温度。
(2)将熔指原材料放入设备内,注意不要过多,以免影响操作。
(3)开启设备搅拌功能,确保原材料均匀熔化。
(4)观察熔指状态,当原材料完全熔化、粘稠度适中时,停止搅拌。
(5)调整设备温度,确保熔指质量。
(6)根据生产需要,将熔指产品倒入模具或进行其他加工。
(7)熔指产品加工完成后,关闭设备电源。
3. 操作注意事项(1)操作过程中,注意观察设备运行情况,发现问题立即停止操作,报告相关部门。
(2)操作时,严禁触摸高温设备,以免烫伤。
(3)操作过程中,注意观察熔指状态,防止熔指过热或过冷。
(4)严禁在设备运行时添加或取出原材料。
(5)操作结束后,清理设备,保持现场整洁。
四、安全措施1. 严格执行操作规程,确保操作安全。
2. 加强对操作人员的培训,提高操作技能和安全意识。
3. 定期对设备进行检查、维护,确保设备安全运行。
4. 配备必要的安全防护设施,如防尘口罩、防护手套等。
5. 设置安全警示标志,提醒操作人员注意安全。
五、异常处理1. 若发现熔指原材料质量问题,立即停止操作,报告相关部门。
2. 若设备出现故障,立即停止操作,通知维修人员处理。
3. 若操作过程中发生意外,立即采取紧急措施,确保人员安全。
六、总结本规程旨在规范熔指操作,提高生产效率,降低事故发生率。
操作人员应严格遵守本规程,确保熔指操作的安全、高效。
第2篇一、目的为确保熔指操作过程中的安全和产品质量,特制定本规程。
二、适用范围本规程适用于我公司熔指生产线的操作。
三、操作前准备1. 检查熔指生产线各设备是否正常运行,包括搅拌器、加热器、冷却器、输送带等。
熔融指数测试作业指导书
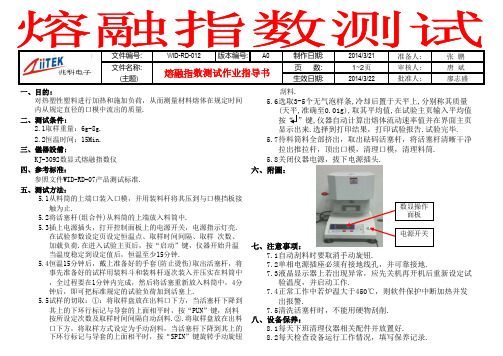
刮料. 5.6选取3-5个无气泡样条,冷却后置于天平上,分别称其质量
(天平,准确至0.01g),取其平均值,在试验主页输入平均值 按“ ”键,仪器自动计算出熔体流动速率值并在界面主页 显示出来.选择到打印结果,打印试验报告.试验完毕. 5.7待料筒料全部挤出,取出砝码活塞杆,将活塞杆清晰干净 拉出推拉杆,顶出口模,清理口模,清理料筒. 5.8关闭仪器电源,拔下电源插头. 六、附圖:
八、设备保养: 8.1每天下班清理仪器相关配件并放置好. 8.2每天检查设备运行工作情况,填写保养记录.
事先准备好的试样用装料斗和装料杆逐次装入并压实在料筒中73液晶显示器上若出现异常应先关机再开机后重新设定试全过程要在1分钟内完成然后将活塞重新放入料筒中4分验温度并启动工作
兆科電子
文件编号: 文件名称:
(主题)
WID-RD-012 版本编号: A0
熔融指数测试作业指导书来自制作日期: 页 数: 生效日期:
数显操作 面板
电源开关
七、注意事项: 7.1自动刮料时要取消手动旋钮. 7.2单相电源插座必须有接地线孔,并可靠接地. 7.3液晶显示器上若出现异常,应先关机再开机后重新设定试 验温度,并启动工作. 7.4正常工作中若炉温大于450℃,则软件保护中断加热并发 出报警. 7.5清洗活塞杆时,不能用硬物刮削.
2014/3/21 1~2页 2014/3/22
准备人: 审核人: 批准人:
张鹏 唐斌 廖志盛
一、目的: 对热塑性塑料进行加热和施加负荷,从而测量材料熔体在规定时间 内从规定直径的口模中流出的质量.
二、测试条件: 2.1取样重量:6g-8g.
2.2恒温时间:15Min.
三、儀器設備:
KJ-3092数显式熔融指数仪
熔融指数仪操作规程
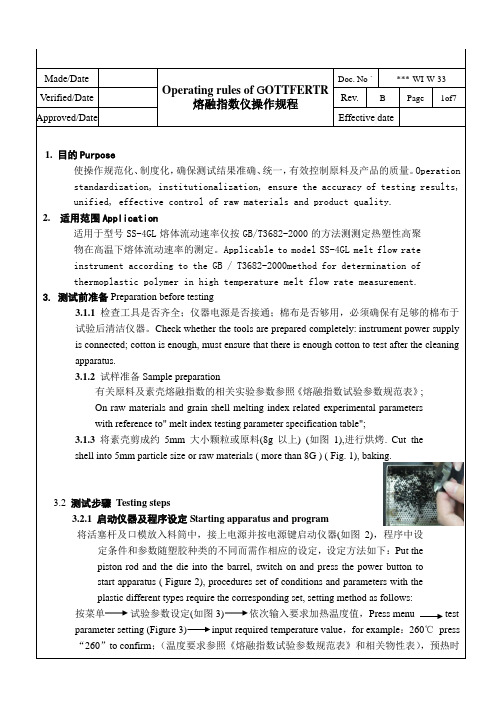
Made/DateOperating rules of G OTTFERTR熔融指数仪操作规程Doc. No ` ***-WI-W-33Verified/Date Rev. B Page 1of7 Approved/Date Effective date1.目的Purpose使操作规范化、制度化,确保测试结果准确、统一,有效控制原料及产品的质量。
Operation standardization, institutionalization, ensure the accuracy of testing results, unified, effective control of raw materials and product quality.2.适用范围Application适用于型号SS-4GL熔体流动速率仪按GB/T3682-2000的方法测测定热塑性高聚物在高温下熔体流动速率的测定。
Applicable to model SS-4GL melt flow rateinstrument according to the GB / T3682-2000method for determination ofthermoplastic polymer in high temperature melt flow rate measurement.3. 测试前准备Preparation before testing3.1.1 检查工具是否齐全;仪器电源是否接通;棉布是否够用,必须确保有足够的棉布于试验后清洁仪器。
Check whether the tools are prepared completely:instrument power supplyis connected; cotton is enough, must ensure that there is enough cotton to test after the cleaningapparatus.3.1.2 试样准备Sample preparation有关原料及素壳熔融指数的相关实验参数参照《熔融指数试验参数规范表》;On raw materials and grain shell melting index related experimental parameterswith reference to" melt index testing parameter specification table";3.1.3 将素壳剪成约5mm大小颗粒或原料(8g以上) (如图1),进行烘烤.Cut theshell into 5mm particle size or raw materials ( more than 8G ) ( Fig. 1), baking.3.2 测试步骤Testing steps3.2.1 启动仪器及程序设定Starting apparatus and program将活塞杆及口模放入料筒中,接上电源并按电源键启动仪器(如图2),程序中设定条件和参数随塑胶种类的不同而需作相应的设定,设定方法如下:Put thepiston rod and the die into the barrel, switch on and press the power button tostart apparatus ( Figure 2), procedures set of conditions and parameters with theplastic different types require the corresponding set, setting method as follows: 按菜单试验参数设定(如图3) 依次输入要求加热温度值,Press menu testparameter setting (Figure 3) input required temperature value,for example:260℃press“260”to confirm;(温度要求参照《熔融指数试验参数规范表》和相关物性表),预热时Made/Date Operating rules of G OTTFERTR熔融指数仪操作规程Doc. No ` ***-WI-W-33 Verified/Date Rev.BPage2of7Approved/DateEffective date间一般规定为240秒,按数字键直接输入并确认 ;( the temperature requirements with reference to" melt index testing parameter specification table" and related properties table ), the preheating time general provisions for240 seconds, press the number keys directly enter and confirm; 刮料的间隔时间,一般规定为30秒,按数字键直接输入“确认”;取样次数一般为5次,按数字键直接输入“确认”;砝码重量值(砝码重量要求参照《熔融指数试验参数规范表》和相关物性表);选择手动或自动切料;试验参数设定好并确认无误后(如图4),按“菜单”退回主菜单,然后按“T ”开始加热升温(如图6)。
MF20熔融指数仪

1 目的制定熔融指数仪使用操作规程,规范分析检验人员在分析检验过程中的使用操作,及时有效地对设备进行维护,通过执行本规程,达到正确使用仪器的目的,确保仪器正常运行,保证测定分析数据准确。
2 依据《MF20熔融指数仪使用操作手册》、《合成橡胶事业部分析标准》3 范围本规程适用于MF20熔融指数仪的使用操作。
4 职责分析检验人员对本规程的执行负责。
5 程序5.1MF20熔融指数仪使用操作规程5.2 操作方法5.2.1 仪器水平调整:将水平仪插入料筒内,观察气泡是否在中央,若不是则可旋动仪器底部调节钮以使气泡处在水平仪中央。
5.2.2 开启电源开关,开机按键灯亮,仪器开始自检。
听见“嘀”的一声,自检结束。
5.2.3 按“START”键,进入主菜单界面。
5.2.4 按“▼”将光标移至“LOAD PAR .SET”,按“ENTER”,进入方法文件目录。
5.2.5 用“▲”或“▼”将光标移至需要选定的方法文件,如需200℃、30S自动切样的选择SBS20030;如需60S自动切样的选择SBS200℃、60S……以此类推。
5.2.6 在光标停在选定的文件处时,按“ENTER”确认加载所需要的方法,返回到主菜单。
5.2.7 检查方法文件选定无误后,连续按“START”二次,进入“WAITING TEMPERATURE PRESS CANC TO END”,等待仪器升温至设定温度。
5.2.8 当听见“嘀”的一声时,仪器进入“INSERT SAMPLE AND PRESS ENTER”界面,此时可开始加入样品。
5.2.9 样品加入完毕,将料杆放入料筒,按“ENTER”键,进入“PREH WITHOUT LOAD”界面,仪器开始计时,进入预热时间。
5.2.10 预热结束,仪器会自动切去挤出的样条,并进入自动切样程序。
5.2.11 5个有效的样条切取完毕,按“CANC”结束自动切取样条,再按“ENTER”返回到主菜单。
2CRS-MFI450D熔融指数仪使用说明书

【前言】感謝您購買本公司.本公司生產之熔融指数仪是以用戶滿意為宗旨,以產品質優耐用為目的,積累多年豐富生產製造經驗,廣泛吸收用戶意見,經多次技術改進之優良產品,選用之部件可靠性高,品質優良,能保證各式產品性能的可靠度、穩定度和精確度,故用戶可放心使用。
除本產品外,本公司還製造生產材料力學測試設備、各種材料阻燃測試設備、模擬環境試驗箱、冷熱衝擊試驗機、塑膠材料檢測設備、橡膠材料檢測設備、金屬材料試驗機、光伏組件行業成套檢測設備等實驗室品管檢測設備,並提供附件、安裝及售後服務等。
說明書是機器的使用指南,本手冊詳細說明如何安裝、操作程式、保養方法與簡單的故障維修,及使用注意事項。
請仔細閱讀本手冊, 並依照規定的程式操作, 可使您每次皆能順利地操作使用。
請謹記注意事項可免除機器因人為操作不當而故障,正確的保養方法可延長機器壽命。
在設置運行維護、保養、檢查之前,請務必詳細閱讀此說明書,熟記有關事項之後,方可操作和檢查機器,以便正確的操作和使用延長機器壽命。
本公司各類產品均經過嚴格的品質檢驗才出廠, 您可放心使用, 若有任何困難或問題,請與代理商聯繫或直接通知本公司。
公司全球服務熱線:+86 400-6789-291** 請保存好此說明書.安全上的注意1.安全上的記號:在本手冊中,關於安全上的注意事項以及使用儀器時有下列重要的各顯示事項,為了防止意外事故及危險,請務必遵守下列危險﹑警告﹑注意的記言:2.在本儀器上,以下記號表示注意﹑警告。
一、概述本仪器是用来测定各种高聚物在粘流状态时熔体流动速率,它既适用于熔融温度较高的聚碳酸酯、聚芳砜、氟塑料等,也适用于聚乙烯、聚苯乙烯、树脂等熔融温度较低的塑料测试。
该仪器符合GB/3682-2000标准的规定,广泛用于塑料生产厂家、大专院校、科研单位和以及商检部门。
该机为某某技术,外形稳重大气,恒温速度快、控温精度高、操作方便并配有微型打印机可打印中文试验报告,是目前国内同行业中高端机型。
熔融指数操作步骤

熔融指数仪器操作步骤
1、打开电源
2、按“参数”键,进行温度、时间、次数的设定;温度、时间为三位数+一位小
数,如380.0℃,每设定一个参数按回车键。
(PEEK试验一般为380℃,具体时间可根据材料查以前的记录,尽量和以前的试验用同样的时间,样条长短不合适时,可调整时间)
3、按“控温”键,系统自动进行升温,温度升到设定温度时,会响一声蜂鸣声,
卡表15分钟后进行试验。
4、用料筒加料,用压料杆压实,按“9”键,代表4分钟,4分钟结束时仪器会
有提示音。
5、加相对应的砝码。
(常用的有10Kg,2.16Kg;PEEK一般都用10Kg)。
6、按“预切”键,此键只切一次。
7、按“测量”键,仪器自动按照所设次数进行切料。
8、试验结束,进行清机。
9、计算结果:样条重量的平均值为m,所设时间为t
熔融指数为m*600/t。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.0目的:为了准确地测出物料的溶体流动速率,以及正确使用此仪器而制定。
2.0范围:对所有须成型的原材料均适用。
3.0定义:无
4.0权责:
4.1信赖性管理课:负责熔融指数仪的操作、保养。
5.0作业内容:
5.1操作内容:
5.1.1目视仪器是否处于水平状态,然后打开电源开关。
(图1)
5.1.2按参数设置选择温度范围,用“∨”、“∧”键调整温度。
5.1.3功能设定:熔融指数仪按任意键进入→选择试验方法质量法、体积法(按左/右键切换,按确定键结束)→选择切料时间(按上/下
键进行加减,按确定键结束)→选择切料间隔时间(按上/下键加减,从00-99按确定键结束)→恒温时间900秒(到时间自动结束,也可按确定键提前结束)→是否加料(按左/右键选择,按确定键结束)→加料时间(加料时间到,蜂鸣提示)→添加砝码(向压料
杆上端添加选定质量的砝码)→开始切料(开始切料,直到设定的切料次数)→是否打印(按左/右键选择,否:返回到试验方法选
择)→输入平均质量(按上/下键输入数值,按确定键开始打印)。
(图2)
5.1.4测试结果依检验规范之要求进行判定,以规定数据向下浮动30%以内允收,反之需进行调机改善。
5.1.5测试完毕后,随手关掉电源。
5.2维护保养:
5.2.1日常点检(每周五进行):
5.2.1.1外观清洁:使用毛巾擦净仪器上的灰尘,并用喷洒有防锈油的棉布擦拭切料刀片及出料口,保持切料顺畅和清洁。
5.2.1.2将点检情况记录于《仪器保养点检表》中。
5.2.2定期保养(每月9号进行):
5.2.2.1外观清洁:使用无尘布对仪器各部分进行擦拭,并用喷洒有防锈油的棉布擦拭切料刀片及出料口,保持切料顺畅和清洁。
5.2.2.2防锈油擦拭:将防锈油喷洒于棉布上,然后对各荷重之砝码进行擦拭,防止生锈。
5.2.2.3 将保养情况记录于《量测仪器履历表》。
5.3 注意事项:
5.3.1 仪器在使用前必须放到稳固的台面上,并用调节器调好水平。
5.3.2 不允许在加热过程中用水平仪调水平,避免水平仪损坏。
5.3.3 电源电压切勿过高,避免烧环器件。
5.3.4 试验前需开机预热30分钟。
5.3.5 在试验过程中,不能用手触摸仪器的加料口或把物品放在仪器上,以免灼伤或烫伤。
5.3.6 试验完毕后,应及时用白棉布清理干净,以免残料固化在出料口处,影响做试验。
5.3.7 仪器安置好后,请不要随意搬运;如必须搬运,也要保持仪器水平。
确定
图1
仪器左后方的红色开关
图2
减
加
左移
右移
6.0参考文件:无
7.0记录:无
8.0文件修订履历:
9.0附件:无。