火柴人动画—绝对的高手制作—下载观看最佳
iFIX基础教程中文版(154)

4.3. 理解 I/O 驱动器 .................................................................... 4-6 4.3.1. SIM 驱动器 ................................................................... 4-8 4.4. 安装 I/O 驱动器 .................................................................... 4-10 4.4.1. 从 v6 升级到 v6............................................................ 4-12 4.4.1. 从 v7 升级到 v7............................................................ 4-14 4.4.1. 从 v6 升级到 v7............................................................ 4-16 4.5. 5. I/O 驱动器配置 ..................................................................... 4-18
6.2. 7.x 驱动器 .............................................................................. 6-4 通道定义....................................................................... 6-8 6.2.1. 6.2.2. 设备定义....................................................................... 6-10 6.2.3. 数据块定义................................................................... 6-12 6.3. 7. 监视 I/O 驱动器 .................................................................... 6-14
辛迪控制系统SIMATIC PCS neo功能库手册说明书
5
Monitoring blocks
6
Controller blocks
7
Motor and valve blocks
8
Interlock blocks
9
Mathematical block
10
Counter blocks
11
Digital logic blocks
12
Services
13
14 TCP communication blocks
SIMATIC SIMATIC PCS neo SIMATIC Process Function Library (V3.0)
Function Manual
About this document
1
Deployment conditions
2
Basics
3
Library structure
4
Operator control blocks
CAUTION
indicates that minor personal injury can result if proper precautions are not taken.
NOTICE
indicates that property damage can result if proper precautions are not taken. If more than one degree of danger is present, the warning notice representing the highest degree of danger will be used. A notice warning of injury to persons with a safety alert symbol may also include a warning relating to property damage.
FUJIFILM FINEPIX XP150 160 100 110 说明书

請勿在雷雨中接觸相機的金屬部分,否則可能會因 閃電放出的感應電流而導致電擊危險。
請勿使用非指定的電池。安裝電池時,請按照指 示進行操作。 請勿加熱、改造或分解電池。請勿摔落或使電池受 到撞擊。電池不可與金屬製品一起存放。上述任何 一種行為都可能導致電池爆炸或漏液,從而引起火 災或人身傷害。 請僅使用指定用於本相機的電池或 AC 電源轉換器。 切勿在所示電壓範圍之外使用。使用其他電源可 能引起火災。 若電池漏液,電解液接觸到眼睛、皮膚或衣物,請 用清水沖洗接觸部位並立即就醫診治,或電話尋 求緊急救護。
■ 電池使用須知 若閒置不用,電池會逐漸喪失電量。 請在使用前一兩天內為電池充電。
閒置時將相機關閉可延長電池壽命。
低溫環境下電池效能會下降;電量快 耗盡的電池在寒冷條件下無法正常工 作。請將一枚充滿電的備用電池存放 在溫暖的地方並在必要時更換,或者 將電池放在口袋或其他溫暖的地方, 且僅等到拍攝時才將其插入相機。請 不要將電池與暖手用品或其他加熱裝 置直接接觸。
附件:不要使用不是影音產品製造 廠商所建議的附件,否則可能會導 致危險。
水份和濕氣:不要在靠近有水的地方 使用這個影音產品 — 例如,靠近浴 缸、洗臉盆、洗碗槽或洗衣盆、在潮 濕的地下室中使用、或靠近游泳池及 類似的地方(防水產品除外)。
電源線保護:電源線應妥善佈設使它 不會被踐踏或被其他物品夾壓,尤其 應特別注意插頭、收線裝置處、以及 從機體引出的位置的電線。
v
安全須知
電池及電源 附註:請檢查您相機所使用的電池類 型並閱讀相應章節。
下文說明電池的正確用法以及延長使 用壽命的方法。電池的不正確使用會 縮短電池壽命或者造成電池漏液、過 熱、引發火災或爆炸。
DIN 12020-2
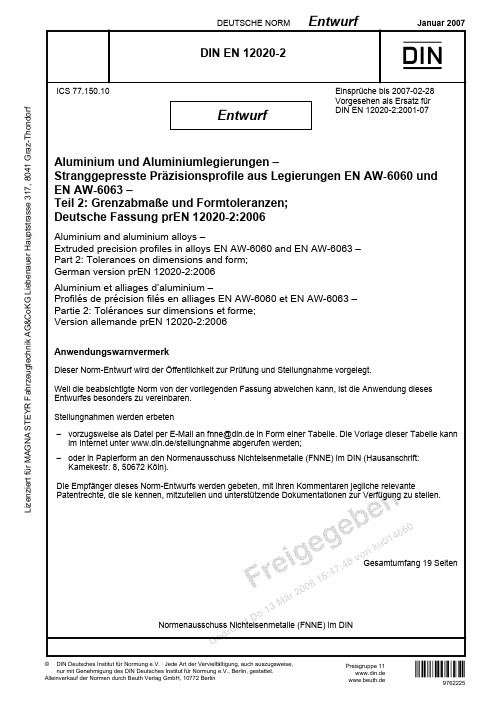
EntwurfNormenausschuss Nichteisenmetalle (FNNE) im DINPreisgruppe 11DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.ICS 77.150.10Dieser Norm-Entwurf wird der Öffentlichkeit zur Prüfung und Stellungnahme vorgelegt.Weil die beabsichtigte Norm von der vorliegenden Fassung abweichen kann, ist die Anwendung dieses Entwurfes besonders zu vereinbaren.Stellungnahmen werden erbetenAnwendungswarnvermerk!,o9<"9762225www.din.de D–vorzugsweise als Datei per E-Mail an fnne@din.de in Form einer Tabelle. Die Vorlage dieser Tabelle kann im Internet unter www.din.de/stellungnahme abgerufen werden;–oder in Papierform an den Normenausschuss Nichteisenmetalle (FNNE) im DIN (Hausanschrift:Kamekestr. 8, 50672 Köln). EntwurfDIN EN 12020-2Aluminium und Aluminiumlegierungen –Stranggepresste Präzisionsprofile aus Legierungen EN AW-6060 und EN AW-6063 –Teil 2: Grenzabmaße und Formtoleranzen;Deutsche Fassung prEN 12020-2:2006Aluminium and aluminium alloys –Extruded precision profiles in alloys EN AW-6060 and EN AW-6063 –Part 2: Tolerances on dimensions and form;German version prEN 12020-2:2006Aluminium et alliages d’aluminium –Profilés de précision filés en alliages EN AW-6060 et EN AW-6063 –Partie 2: Tolérances sur dimensions et forme;Version allemande prEN 12020-2:2006©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 BerlinEinsprüche bis 2007-02-28Vorgesehen als Ersatz für DIN EN 12020-2:2001-07www.beuth.deGesamtumfang 19 SeitenDie Empfänger dieses Norm-Entwurfs werden gebeten, mit ihren Kommentaren jegliche relevantePatentrechte, die sie kennen, mitzuteilen und unterstützende Dokumentationen zur Verfügung zu stellen.L i z e n z i e r t f ür M A G N A S T E Y R F a h r z e u g t e c h n i k A G &C o K G L i e b e n a u e r H a u p t s t r a s s e 317, 8041 G r a z -T h o n d o r fE DIN EN 12020-2:2007-012Nationales VorwortDieses Dokument (prEN 12020-2:2006) wurde von der Arbeitsgruppe 5 …Stranggepresste und gezogene Erzeugnisse“ (Sekretariat: SN, Norwegen) im Technischen Komitee CEN/TC 132 …Aluminium und Aluminium-legierungen“ (Sekretariat: AFNOR, Frankreich) des Europäischen Komitees für Normung (CEN) unter deut-scher Mitwirkung ausgearbeitet.Das zuständige deutsche Normungsgremium ist der Arbeitsausschuss NA 066-01-04 AA …Strang-presserzeugnisse“ des Normenausschusses Nichteisenmetalle (FNNE) im DIN Deutsches Institut für Normung e. V. ÄnderungenGegenüber DIN EN 12020-2:2001-07 wurden folgende Änderungen vorgenommen:a) im Anwendungsbereich den maximalen Durchmesser des Umschlingungskreises CD auf 350 mm erhöht; b) im Unterabschnitt 2.2 den Begriff …Außenmaß über alles“ O (Bild 3) und die entsprechenden Grenzabmaße(Tabelle 1) aufgenommen; c) Grenzabmaße der Wanddicken von Voll- und Hohlprofilen im Unterabschnitt 2.2.4, Tabelle 3 geändert; d) im Unterabschnitt 3.1 Anforderungen an die Planparallelität aufgenommen; e) Anforderungen an die Kontur-Toleranzen im Unterabschnitt 3.4, Tabelle 7 geändert; f)Anforderungen an die Verwindungstoleranzen im Unterabschnitt 3.5, Tabelle 8 geändert;g) Norm redaktionell überarbeitet.² (QWZXUI ²Dokument-Typ: Europäische Norm Dokument-Untertyp:Dokument-Stage: CEN-Umfrage Dokument-Sprache: DCEN/TC 132Datum: 2006-10 prEN 12020-2:2006CEN/TC 132 Sekretariat: AFNORAluminium und Aluminiumlegierungen — Stranggepresste Präzisionsprofile aus Legierungen EN AW-6060 und EN AW-6063 — Teil 2: Grenzabmaße und FormtoleranzenAluminium et alliages d'aluminium — Profilés de précision filés en alliages EN AW-6060 et EN AW-6063 — Partie 2 : Tolérances sur dimensions et formeAluminium and aluminium alloys — Extruded precision profiles in alloys EN AW-6060 and EN AW-6063 — Part 2: Tolerances on dimensions and formICS:Deskriptoren² (QWZXUI ²prEN 12020-2:2006 (D)2InhaltSeiteVorwort................................................................................................................................................................3 1 Anwendungsbereich.............................................................................................................................4 2 Grenzabmaße.........................................................................................................................................4 2.1 Allgemeines............................................................................................................................................4 2.2 Querschnittsmaße.................................................................................................................................5 2.3 Länge......................................................................................................................................................8 2.4 Rechtwinkligkeit des Schnittes............................................................................................................9 2.5 Längenversatz bei Profilen mit Wärmedämmung..............................................................................9 3 Formtoleranzen......................................................................................................................................9 3.1 Planparallelität.......................................................................................................................................9 3.2 Geradheit..............................................................................................................................................10 3.3 Konvexität — Konkavität....................................................................................................................11 3.4 Kontur...................................................................................................................................................12 3.5 Verwindung..........................................................................................................................................13 3.6 Neigung ................................................................................................................................................14 3.7Ecken- und Kantenradien (15)Literaturhinweise (17)² (QWZXUI ²prEN 12020-2:2006 (D)3VorwortDieses Dokument (prEN 12020-2:2006) wurde vom Technischen Komitee CEN/TC 132 …Aluminium und Aluminiumlegierungen“ erarbeitet, dessen Sekretariat vom AFNOR gehalten wird. Dieses Dokument ist derzeit zur CEN-Umfrage vorgelegt. Dieses Dokument wird EN 12020-2:2001 ersetzen.Die folgenden technischen Änderungen wurden während der Überarbeitung vorgenommen:⎯ Abschnitt 1: Der maximale Durchmesser des Umschlingungskreises CD wurde auf 350 mm erhöht. ⎯ Unterabschnitt 2.2: Der Begriff …Außenmaß über alles“ O (Bild 3) und die Grenzabmaße (Tabelle 1)wurden aufgenommen. ⎯ Unterabschnitt 2.2.4, Tabelle 3: Die Grenzabmaße der Wanddicken von Voll- und Hohlprofilen wurdengeändert. ⎯ Unterabschnitt 3.1: Anforderungen an die Planparallelität wurden aufgenommen. ⎯ Unterabschnitt 3.4, Tabelle 7: Anforderungen an die Kontur-Toleranzen wurden geändert. ⎯ Unterabschnitt 3.5, Tabelle 8: Anforderungen an die Verwindungstoleranzen wurden geändert.prEN 12020 besteht aus den folgenden Teilen mit dem allgemeinen Titel …Aluminium und Aluminiumlegierungen — Stranggepresste Präzisionsprofile aus Legierungen EN AW-6060 und EN AW-6063“:⎯ Teil 1: Technische Lieferbedingungen ⎯ Teil 2: Grenzabmaße und FormtoleranzenEs wird auf die Möglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte berühren können. CEN ist nicht dafür verantwortlich, einige oder alle diesbezüglichen Patentrechte zu identifizieren.CEN/TC 132 bekräftigt seine Vorgehensweise, dass in dem Fall, wenn ein Patentinhaber sich weigert, für ge-normte Erzeugnisse Lizenzen unter angemessenen und nicht diskriminierenden Bedingungen zu erteilen, dieses Erzeugnis aus der entsprechenden Norm entfernt werden muss.² (QWZXUI ²prEN 12020-2:2006 (D)41 AnwendungsbereichDieses Dokument legt die Grenzabmaße und Formtoleranzen für stranggepresste Präzisionsprofile aus den Legierungen EN AW-6060 und EN AW-6063, die mit oder ohne Wärmedämmung (siehe Bild 1 bzw. Bild 2) hergestellt werden, fest. Es gilt für stranggepresste Erzeugnisse, die ohne weitere Oberflächenbehandlung hergestellt werden. Die Präzisionsprofile, die Gegenstand dieser Norm sind, unterscheiden sich von den stranggepressten Profilen für allgemeine Anwendungen nach EN 755-9 wie folgt: ⎯ sie sind hauptsächlich für Anwendungen im Architekturbereich vorgesehen;⎯ sie entsprechen strengeren Anforderungen im Hinblick auf den Zustand der sichtbaren Oberflächen; ⎯ der maximale Durchmesser des Umschlingungskreises CD beträgt 350 mm; ⎯ sie weisen engere Grenzabmaße und Formtoleranzen auf.Bei Profilen, die aufgrund ihrer komplexen Konstruktion schwierig herzustellen und zu spezifizieren sind, können besondere Vereinbarungen zwischen Lieferer und Käufer notwendig sein.ANMERKUNG Der Einfluss des Materials für die Wärmedämmung auf die Grenzabmaße wird in prEN 12020-2 berücksichtigt, wenngleich das eigentliche Material für die Wärmedämmung nicht enthalten ist (siehe EN 14024 [1]).Maße in MillimeterLegende1 CD max. 350 mmLegende1 Wärmedämmung2 CD max. 350 mmBild 1 — Profil ohne WärmedämmungBild 2 — Profil mit Wärmedämmung2 Grenzabmaße2.1 AllgemeinesWenn aus zwingenden Gründen engere Grenzabmaße erforderlich sind, als in 2.2.1 und 2.2.2 festgelegt, dürfen diese nur für Maße festgelegt werden, die für die Funktion kritisch sind und müssen zwischen Lieferer und Käufer speziell vereinbart werden. Jede Einengung darf jedoch zwei Drittel der in diesem Dokument festgelegten Werte nicht unterschreiten und hat in einem Toleranzband von mindestens 0,3 mm zu liegen.² (QWZXUI ²prEN 12020-2:2006 (D)52.2 Querschnittsmaße2.2.1 AllgemeinesDie Grenzabmaße der folgenden Maße (siehe Bilder 3, 4 und 6) sind in den entsprechenden Tabellen 1, 2 und 3 festgelegt.⎯ A : Wanddicken, mit Ausnahme jener, welche die Hohlräume der Hohlprofile umschließen;⎯ B : Wanddicken, die Hohlräume von Hohlprofilen umschließen, außer Wanddicken zwischen zweiHohlräumen; ⎯ C : Wanddicken zwischen zwei Hohlräumen von Hohlprofilen; ⎯ E : Länge des kürzeren Schenkels bei Profilen mit offenen Enden;⎯ H : alle Maße (außer Wanddicke) zwischen Punkten des Profilquerschnitts, einschließlich offene Endenoder den Mittelachsen offener Schraubkanäle; ⎯ O : Außenmaß über alles, die in Tabelle 1 für O angegebenen Grenzabmaße schließen dieAbweichungen von der Planparallelität, Konvexität/Konkavität, Kontur und Radien mit ein (siehe Bild 3); ⎯ Y : Abstand der festgelegten Bezugspunkte, auf die sich die Parallelität der gegenüberliegendenOberfläche bezieht (zwischen Lieferer und Käufer zu vereinbaren) (siehe Bild 3).Bild 3 — Definition des Außenmaßes über alles O für konvexe und konkave Oberflächen2.2.2 Grenzabmaße des Außenmaßes über allesDie Grenzabmaße des Außenmaßes über alles O müssen den in Tabelle 1 festgelegten entsprechen. Die Grenzabmaße hängen vom Verhältnis R des Umschlingungskreises CD und der kleinsten festgelegten Wanddicke, entweder A , B oder C (siehe Bild 4) ab.² (QWZXUI ²prEN 12020-2:2006 (D)6Tabelle 1 — Grenzabmaße des Außenmaßes über allesMaße in Millimeter Maß O GrenzabmaßefürO bei einem Verhältnis R über bis R ≤ 40 : 1 R > 40 : 1— 10 ± 0,15 ± 0,1510 15 ± 0,20 ± 0,2015 30 ± 0,25 ± 0,2530 45 ± 0,30 ± 0,3045 60 ± 0,40 ± 0,4060 90 ± 0,45 ± 0,4590 120 ± 0,60 ± 0,60120 150 ± 0,70 ± 0,80150 180 ± 0,90 ± 1,00180 240 ± 1,10 ± 1,20240 300 ± 1,40 ± 1,50300 350 ± 1,8 ± 2,10 ANMERKUNG Diese Tabelle gilt für Werte von Y≤120 mm. Werte von Y > 120 mm müssen zwischen Lieferer und Käufer vereinbart werden.Bild 4 — Definition der Maße A, B, C, E, H² (QWZXUI ²prEN 12020-2:2006 (D)72.2.3 Grenzabmaße für andere Maße als Außenmaße über alles und Wanddicken Die Grenzabmaße für das Maß H müssen den in Tabelle 2 festgelegten entsprechen.Tabelle 2 — Grenzabmaße für QuerschnittsmaßeMaße in MillimeterMaß H Grenzabmaße für H (offene Enden) über bis Grenzabmaße für H(ausgenommenoffene Enden) E ≤ 60 60 < E ≤ 120a — 10 ± 0,15 ± 0,15 a 10 15 ± 0,20 ± 0,20 a 15 30 ± 0,25 ± 0,25 a 30 45 ± 0,30 ± 0,30 ± 0,45 45 60 ± 0,40 ± 0,40 ± 0,55 60 90 ± 0,45 ± 0,45 ± 0,65 90120± 0,60 ± 0,60 ± 0,80 120 150 ± 0,80 ± 0,80 ± 1,0 150 180 ± 1,0 ± 1,0 ± 1,3 180 240 ± 1,2 ± 1,2 ± 1,5 240 300 ± 1,5 ± 1,5 ± 1,8 300 350± 1,8± 1,8± 2,1ANMERKUNG Die in Tabelle 2 angegebenen Grenzabmaße schließen die Maße von einem bestimmten Punkt innerhalb einer Hohlkammer zu irgendeinem Punkt außerhalb der Kammer nicht ein.a Grenzabmaße für alle Werte des Maßes E über 120 mm müssen zwischen Lieferer und Käufer vereinbart werden.2.2.4 Grenzabmaße der Wanddicken von Voll- und HohlprofilenDie Grenzabmaße der Wanddicken (siehe Bild 4) von Voll- und Hohlprofilen müssen den in Tabelle 3 festgelegten entsprechen.² (QWZXUI ²prEN 12020-2:2006 (D)8Tabelle 3 — Grenzabmaße der Wanddicken von Vollprofilen und HohlprofilenMaße in MillimeterGrenzabmaße fürWanddicke A Wanddicken B und C Nennwanddicke A , B oder C Umschlingungskreis Umschlingungskreis über bis CD ≤ 100100 < CD ≤ 350CD ≤ 100100 < CD ≤ 350— 2 ± 0,15 ± 0,20 ± 0,20 ± 0,30 2 3 ± 0,15 ± 0,25 ± 0,25 ± 0,40 3 6 ± 0,20 ± 0,30 ± 0,40 ± 0,60 610± 0,25 ± 0,35 ± 0,60 ± 0,80 10 15 ± 0,30 ± 0,40 ± 0,80 ± 1,0 15 20 ± 0,35 ± 0,45± 1,2± 1,5 20 30 ± 0,40 ± 0,50 a a 30 40± 0,45± 0,60aaa Müssen zwischen Lieferer und Käufer vereinbart werdenWerden aus funktionsbedingten Gründen die Grenzabmaße für die Innen- und Außenmaße von Hohlprofilenangegeben, dürfen die Abweichungen die in Tabelle 3 angegeben sind nicht als Wanddickengrenzabmaß, sondern als Grenzabmaß für die Differenz der Wanddicken gewertet werden. Diese Differenz wird durch Messung der dicksten und der dünnsten Wanddicke in derselben Ebene erhalten.2.3 LängeSollen Festlängen geliefert werden, so muss dies im Bestelldokument angegeben werden. Die Grenzabmaße für Festlängen müssen den in Tabelle 4 festgelegten entsprechen.Tabelle 4 — Grenzabmaße für FestlängenMaße in MillimeterDurchmesser des Umschlingungskreises CDGrenzabmaße für Festlängen L über bis L ≤ 2 0002 000 < L ≤ 5 0005 000 < L ≤ 10 000L > 10 000— 100 50+ 70+ 100+ 100 200 70+ 90+120+ 200 350 80+110+140+nach VereinbarungWenn keine Festlänge oder Mindestlänge im Bestelldokument festgelegt ist, dürfen die Profile in Herstelllängen geliefert werden. Der Längenbereich und die Grenzabmaße für die Herstelllängen müssen zwischen Lieferer und Käufer vereinbart werden.² (QWZXUI ²2.4 Rechtwinkligkeit des SchnittesBei den Fest- und Herstelllängen darf die Abweichung der Rechtwinkligkeit des Schnittes nicht größer als die Hälfte des in Tabelle 4 angegebenen Toleranzbereiches für die Festlänge sein, z. B. bei Grenzabmaßen für +mm darf die zulässige Abweichung von der Rechtwinkligkeit des Schnittes nicht die Festlänge von 10größer als 5 mm sein, gemessen über die gesamte Querschnittsbreite des Profils.2.5 Längenversatz bei Profilen mit WärmedämmungDer Längenversatz K, siehe Bild 5, muss bei Profilen mit einer Wärmedämmung im Grenzabmaßbereich für Festlängen liegen wie in Tabelle 4 festgelegt, z. B. muss bei einem Grenzabmaß für die Festlänge von +mm der Längenversatz innerhalb von 10 mm liegen.10Legende1 Länge des Profils12 Profil3 Wärmedämmung4 Profil2Bild 5 — Längenversatz K3 Formtoleranzen3.1 PlanparallelitätAnforderungen an die Planparallelität P von gegenüberliegenden Außenebenen müssen zwischen Lieferer und Käufer vereinbart und in der Zeichnung angegeben werden.Wo die Außenebenen von unterschiedlicher Länge sind, muss die längere als Bezugsebene genommen werden.Zwei eindeutig definierte Bezugspunkte müssen die Breite Y für die Messung der Planparallelität festlegen.Die Messung der Planparallelität P ist in Bild 6 dargestellt.Nach Vereinbarung zwischen Lieferer und Käufer sollten die Toleranzen für die Planparallelität P den in Tabelle 1 für die Außenmaße über alles O angegebenen entsprechen und nur für Querschnittsmessungen in einzelnen Ebenen gelten.Bild 6 — Messung der Planparallelität bei konvexen und konkaven Oberflächen3.2 GeradheitDie Abweichungen von der Geradheit h s und h t müssen, wie in Bild 7 gezeigt, gemessen werden, indem das Profil auf eine horizontale Richtplatte gelegt wird, so dass die Masse des Profils die Abweichung reduziert. Die Geradheitsabweichung h t muss den in Tabelle 5 angegebenen Werten entsprechen.Die örtliche Geradheitsabweichung h s darf 0,3 mm je 300 mm Länge nicht überschreiten.Legende1 Richtplatte2 LinealBild 7 — Messung der GeradheitsabweichungenTabelle 5 — GeradheitstoleranzenMaße in MillimeterGeradheitsabweichung h t für Nennlänge LL≤ 1 000 1 000 <L≤ 2 0002 000 <L≤ 3 0003 000 <L≤ 4 0004 000 <L≤ 5 0005 000 <L≤ 6 000L> 6 0000,7 1,3 1,8 2,2 2,6 3,03,53.3 Konvexität — KonkavitätDie Konvexität — Konkavität muss, wie in den Bildern 8 und 9 gezeigt, gemessen werden. Die Toleranzenmüssen den in Tabelle 6 angegebenen entsprechen.Legende W = Breite f = Abweichung W 1 = 100 mmf 1 = örtliche Abweichung je 100 mmBild 8 — Messung der Konvexität — Konkavität für HohlprofileLegende1 Richtplatte W =Breite f = Abweichung W 1 = 100 mmf 1 = örtliche Abweichung je 100 mmBild 9 — Messung der Konvexität — Konkavität für offene ProfileTabelle 6 — Toleranzen für Konvexität — KonkavitätMaße in MillimeterBreite Wüber bis Toleranz fürKonvexität — Konkavität f— 30 0,2030 60 0,3060 100 0,40100 150 0,50150 200 0,70200 250 0,85250 300 1,0300 350 1,2Für Profile mit einer Breite W von über 150 mm dürfen die örtlichen Abweichungen f1 nicht größer als 0,50 mm für je 100 mm der Breite W1 sein.3.4 KonturBei Profilen mit gewölbtem Querschnitt darf die Abweichung von der theoretischen exakten Linie auf der Zeichnung in jedem Punkt der Wölbung die entsprechende, in Tabelle 7 angegebene Toleranz C nicht überschreiten.Unter Beachtung aller Punkte der Wölbung muss der Toleranzbereich definiert werden als Bereich zwischen zwei tangentiellen Hüllkurven zu allen Kreisen mit dem Durchmesser C, deren Mittelpunkte auf der theo-retischen exakten Linie liegen; wie in Bild 10 gezeigt.Bild 10 — Definition der Kontur-ToleranzenTabelle 7 — Kontur-ToleranzenMaße in MillimeterBreite W der Konturüber bis Kontur-Toleranz = Durchmesser C desToleranzkreises — 30 0,30 30 60 0,50 60 90 0,70 901201,00120 150 1,20 150 200 1,50 200 250 2,00 250 300 2,50 300 3503,00ANMERKUNG Die Kontur-Toleranzen können geprüft werden, indem ein Profilabschnitt auf eine Zeichnung gelegtwird, wobei die Kontur-Toleranzen auf der Zeichnung eingezeichnet sind. Ein anderes empfohlenes Verfahren ist der Einsatz geeigneter Lehren (min./max.).3.5 VerwindungDie Verwindung T muss, wie in Bild 11 dargestellt, gemessen werden, indem das Profil auf eine horizontale Richtplatte gelegt wird, wobei das Profil durch seine eigene Masse niedergedrückt wird und der maximale Abstand an einem beliebigen Punkt über die Länge zwischen der Unterseite der Oberfläche des Profils und der Oberfläche der Richtplatte gemessen wird.Die Toleranzen müssen den in Tabelle 8 in Abhängigkeit von der Breite W und der Länge L des Profils angegebenen entsprechen.Legende1 RichtplatteBild 11 — Messung der Verwindung Tabelle 8 — VerwindungstoleranzenMaße in MillimeterBreite W Verwindungstoleranz T für Nennlänge L über bis L ≤ 1 0001 000 < L ≤2 000 2 000 < L ≤3 0003 000 < L ≤4 0004 000 < L ≤5 0005 000 < L ≤6 000L > 6 000— 75 1,0 1,2 1,5 1,8 2,0 2,0 751001,01,2 1,5 2,0 2,2 2,5100 125 1,0 1,5 1,8 2,2 2,5 3,0 125 150 1,2 1,5 1,8 2,2 2,5 3,0150 200 1,5 1,8 2,2 2,6 3,0 3,5 200 350 1,82,53,0 3,5 4,0 4,5nach Verein-barungzwischen Lieferer undKäufer3.6 NeigungDie Abweichung von einem festgelegten Winkel muss, wie in den Bildern 12 und 13 gezeigt, gemessenwerden. Die Rechtwinkligkeitstoleranzen für rechte Winkel müssen den in Tabelle 9 festgelegten entsprechen, in Abhängigkeit von der Breite W des Profils. Die maximal zulässige Abweichung α von einem nicht rechten Winkel darf ± 1° nicht überschreiten (siehe Bild 13).Bei Schenkeln mit ungleicher Länge muss die Neigungstoleranz für die kürzere Seite gelten, d. h. die Messung erfolgt von der längeren Seite aus.Tabelle 9 — RechtwinkligkeitstoleranzenMaße in MillimeterBreite Wüber bis Maximal zulässige Abweichung Zvon einem rechten Winkel — 30 0,3 30 50 0,4 50 80 0,5 801000,6100 120 0,7 120 140 0,8 140 160 0,9 160 180 1,0 180 200 1,2 200 2501,5Bild 12 — Messung der Abweichungvom rechten WinkelBild 13 — Messung der Abweichung vom Winkel bei nicht rechten Winkeln3.7 Ecken- und KantenradienSofern keine anders lautende Angabe auf der Zeichnung steht, dürfen scharfe Ecken und Kanten leicht abge-rundet werden. Die maximal zulässigen Kanten- und Eckenradien müssen den in Tabelle 10 angegebenen entsprechen.Für einen festgelegten Ecken- oder Kantenradius müssen die maximal zulässigen Abweichungen von diesem Radius den in Tabelle 11 angegebenen entsprechen.Tabelle 10 — Maximal zulässige Ecken- und KantenradienMaße in MillimeterWanddicke A , B a oder C aüber bis Maximal zulässigerEcken- undKantenradius — 3 0,5 3 6 0,6 6100,810 20 1,0 20 401,5a Wo unterschiedliche Wanddicken zusammentreffen, gilt der maximal zulässigeRadius in der Übergangszone für die größere Wanddicke.Tabelle 11 — Maximal zulässige Abweichungen vonfestgelegten Ecken- und Kantenradien NennradiusmmMaximal zulässige Abweichungvom Nennradius≤ 5 ± 0,5 mm > 5± 10 %Literaturhinweise[1] EN 14024, M etallprofile mit thermischer Trennung — Mechanisches Leistungsverhalten — Anforde-rungen, Nachweis und Prüfungen für die Beurteilung。
GeoGebra5使用手册20160722

版本号:5.0.262.0
唐家军 编著
目录
目 录................................................................................................................................................................. I 1 GeoGebra 简介................................................................................................................................................1
3.1.1 文件菜单(File)....................................................................................................................8 3.1.2 编辑菜单(Edit)................................................................................................................. 11 3.1.3 视图菜单(View)............................................................................................................... 13 3.1.4 选项菜单(Option)................
黔教版信息技术 五上 第3课《火柴人跳舞》教案

信息技术第3课火柴人跳舞教学设计
被点击
重短执行
等楮❶秒
下一个造型.
探究屋
尝试利用造型复制和选择工具进行
火柴人造型2、火柴人造型3的创编C
∣*Mf1P1M∣小幺日肉6由∙a-J松性和
,Jλ⅛tiI z JX./J1t . TiIT7T H
_____ C1ISB1
甲E控件为什么要嵌入控件中?
≡J-I-IIZUII/ANT口人∕∖JJ-II~•
3.舞台闪烁
为了让火柴人在一个闪烁的环境里跳舞,可以用“颜色”特效的方法给舞台营造多彩绚丽的变幻效果。
1.单击S按钮,弹出“背景库”对话框,选择“spark1ing”背景并单击“确定”按钮,如图所示。
了解制作闪烁背景的步骤和操作方法
2洗中舞台格1W皿就25]控件嵌入空间中,如图。
增加学生知识技能
促进学生思考加深对知识的印象
实践园
我们学习了怎么让火柴人动起来,那接下来,。
火柴人动画—绝对的高手制作—下载观看最佳 共51页

where is his balance per sequence?
LANDING
STANDING
STEPPING
STEPPING
Stickman Pivot: Working Efficiently
Work Efficiency
So now you know how to pivot. That’s still not going to be enough. You need to know how to make several pivots work together.
One of the centers also acts as the central pivot point where the stickman’s body is touching the ground—in this case, his hind foot.
The Pivot
The entire animation is divided into four sequences. Each sequence may have a different central pivot point, depending on what point is most responsible for maintaining his balance.
Regular Spin
Pivot
The Pivot
This is possible by duplicating the shape, positioning them right beside each other, and grouping them to reset the center. This center becomes the most important part of the shape.
《全职高手之巅峰荣耀》观后感5篇

《全职高手之巅峰荣耀》观后感5篇《全职高手之巅峰荣耀》是由蝴蝶蓝的电竞小说改编的,剧场版主要讲述的是少年时期的叶修和沐秋代表嘉世战队,在荣耀世界中驰骋征战,不断挑战自己并成长为一代斗神的故事。
希望以下影评对您有所帮助!《全职高手之巅峰荣耀》观后感一众所周知《全职高手之巅峰荣耀》也算得上是虫爹《全职高手》的前传,作为一位全职的老粉,我在看完第一遍之后,真的,内心就像是有一万只草泥马奔过了一样。
剧情发展太快,人物不经介绍,我甚至都不知道玩的是什么角色呢,盲猜吗?!这也太帅了吧以及关于之前看到的一些关于伞修cp的一些,我是真没怎么看出来,可能是因为我对cp这一类不太敏感吧。
再者就是苏沐秋葬礼时的情景,天啊,出场不到20几分钟,这也太快了吧,这对路人党跟原著党其实都不太友好,毕竟你前面你也没怎么交代,纯粹在水日常,突然就死了,在葬礼上放得那个歌,真的让我很出戏,虽然歌挺好听的再有就是,本剧我最大的一个槽点苏沐橙!首先就是她的人物形象,据我所知苏沐橙2000年出生,电影的年份应该是在2015年,15岁哎!那么低那么萝莉吗?!我第一眼我都觉得那是个小学生吧,原谅我吧。
还有就是苏沐橙的配音,太出戏了吧,太三次了!我我真的是接受不能啊(益)还有就是苏沐橙的表情,苏沐秋葬礼上那个表情简直是绝了,配上她那三次配音,我真的当场笑出了声(然后差点没被旁边的人打死)还有就是他的各种表现形式,这里就不在多提了当然除了这些槽点,该片本身也是不错的,强大的声优阵容,精美的画风,帅气的打斗都给他博得了不少路人好评,但对于原著党就不太友好了,他们更注重于剧情,而你的剧情快的像屎一样,这让人怎么看啊?你跟我讲情怀,我什么都没看呢,什么都没理解呢,你就跟我扯情怀,你这一波操作真是让我摸不到头脑呢总的来说,《全职高手之巅峰荣耀》是一部不错的电影,也不能说是太差,跟他同档期的哪吒比,在剧情上是有一些瑕疵,进程太快,但是他在作画,配音,取景上的态度和功底都是极好的!希望以后国漫能发展的越来越好(`)**《全职高手之巅峰荣耀》观后感二剧情太拖了每一帧之间仿佛是慢放镜头实质性内容太少了,其实把前传作为一部九十分钟的电影真的挺难的,小说前传内容本就很少,但相对的来说电影创作空间更大,不过很明显,电影编剧并没有很好的做好前情大框架下的内容填充,而且电影受众很窄我带一个没看过小说的朋友去看,他根本不清楚人物关系必须是我们这种对全职了如指掌的粉丝才能了解具体讲的啥,但是也就相对的,粉丝一上来就了解是怎么回事,所以看起来真的是毫无新意。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
where is his balance per sequence?
LANDING
STANDING
STEPPING
STEPPING
Stickman Pivot: Working Efficiently
Work Efficiency
So now you know how to pivot. That’s still not going to be enough. You need to know how to make several pivots work together. To do this, you need to use the Motion Path Emphasis in combination with your Spin Emphasis.
look at the pivots
The Pivot
Notice that each section of the stickman’s body consists of pivots. Each center plays the role of a joint in his body. One of the centers also acts as the central pivot point where the stickman’s body is touching the ground—in this case, his hind foot.
The Pivot
The entire animation is divided into four sequences. Each sequence may have a different central pivot point, depending on what point is most responsible for maintaining his balance.
PowerPoint Heaven – The Power to Animate
Title: PowerPoint Animation Tutorial: Stickman Pivot By: Jeremiah Lee
a production Байду номын сангаасy
End
hind leg
front leg
upper body
End
That’s about it. Hope you learned a thing or two. Keep practicing, and remember:
You’ve got the Power! You just need to Point it in the right direction!
Regular Spin
Pivot
The Pivot
This is possible by duplicating the shape, positioning them right beside each other, and grouping them to reset the center. This center becomes the most important part of the shape. Then, make the other shape invisible.
Work Efficiency
Use the Curve Tool for your Motion Paths so that you can alter the paths should you need to by using Edit Points. Always start with the central pivot point, and then move towards the pivot points directly connected to the same shape. In this case, if the hind foot is the central pivot point, the next adjoining point is the hind knee.
consider what happens here
notice the movement of the center of the upper leg
that’s the motion path of his upper leg
to illustrate another example, the center of the blue object moves towards the tip of the red object by using a motion path
PowerPoint Animation Tutorial Stickman Pivot
heads up How did that happen in PPT? That’s what we’re here to find out!
Stickman Pivot: The Technique
let’s see it again in slo-mo
JEREMIAH presents
Disclaimer: The following tutorial is an advanced tutorial and assumes that the viewer is more or less familiar with PowerPoint Animations.
The Pivot
The Pivot is a powerful technique if you know how to use it. The basic idea is to move the center of an object to another location, allowing you to use the Spin Emphasis with a new center.