电弧喷涂技术的发展及应用
电弧喷涂工艺技术

电弧喷涂工艺技术电弧喷涂是一种常用的表面涂覆工艺技术,主要是通过将电弧产生的热能转化为熔融金属颗粒的动能,将其喷射到所要涂覆物体的表面上,从而使其形成一层均匀、致密的金属涂层。
以下将详细介绍电弧喷涂的工艺原理、实施步骤和应用领域。
电弧喷涂的工艺原理是利用直流或交流弧电流,在电弧区域中产生高温和高能的情况下,使金属颗粒熔化并加速喷射到工件表面上,与工件表面发生凝固和附着,形成涂层。
电弧喷涂过程中,金属电弧不仅提供了热能,还起到了熔融和融化金属颗粒的作用,取决于电弧喷涂所用金属材料的物理特性和电弧工作参数的选择,可得到不同性质的涂层。
同时,电弧喷涂还可根据需要添加合金粉末和特殊合金材料,以满足不同涂层材料和性能的要求。
电弧喷涂的实施步骤主要包括选材、预处理、涂层喷涂和后处理。
首先要根据被喷涂物体的要求选择合适的喷涂材料,然后对工件进行预处理,包括除油、除锈和表面粗糙化等工艺。
接下来,将金属粉末或合金粉末装入喷涂枪中,通过电极产生电弧,在电弧矢量的作用下,金属粉末熔化成液体,形成金属喷射流,并在喷涂过程中对工件进行均匀喷射。
最后,对喷涂的涂层进行清理、研磨和热处理等后处理工艺,以提高涂层的质量和性能。
电弧喷涂技术具有许多优点。
首先,它可以喷涂各种金属材料的涂层,包括铁、铝、铜、镍、钴等。
其次,电弧喷涂的涂层与工件的结合强度高,附着力好,不易脱落,能够增强工件的硬度、耐磨性、耐腐蚀性和热阻性能。
此外,电弧喷涂还可以修复和改善工件的表面质量,如修复磨损、氧化和腐蚀的工件表面,并延长其使用寿命。
最后,电弧喷涂设备简单易用,适应性强,可以在不同工业领域广泛应用,如航空航天、汽车制造、石油化工、电力设备等。
总之,电弧喷涂是一种重要的表面涂覆工艺技术,具有广泛的应用前景。
通过选择合适的材料和参数,电弧喷涂可以制备出各种性能优良的涂层,满足不同工件的需求。
随着科学技术的不断发展,电弧喷涂技术将进一步完善和应用,为工业制造带来更多的便利和创新。
高速电弧喷涂技术在钢结构防腐蚀的应用
1高速电弧喷涂技术的概 述 .
11高速 电弧 喷 涂 技 术 的原 理 .
AMg e ASR 1 R 、 1ie
Z n
-
腐: 化工容器防腐
同上
3-2 0 3
l0 1O 4 —6
高速 电弧喷涂技术是利用气体动力学原理 . 高压空气或 高温燃 将 C u 气通过特殊设计的喷嘴加速后 , 作为电弧喷涂的高速雾化气 流来雾化 C1 2 r 3 r 3 3 3 和加速熔融金属 . 化粒子高速喷射到工 件表面形成致密涂层 其 1 r ,C1,C1 将雾
2 1 年第 2 期 01 9
科 技 嚣导
◇科技论坛◇
高速 电弧喷涂 技术在钢结构 防腐蚀的应 用
王 安杰
( 广西景 典钢结构有限公司
广西
南宁
5 02 ) " 0 2 3
【 要】 摘 本文首先论述了高速 电孤啧涂枝术的原理和特点 , 进而论述 了高速电弧喷涂技 术的试验参数与常用材料 , 论述 了高速电弧 最后 喷涂技 术在钢结构抗腐蚀 中的应 用, 以供参考。
【 关键词 】 高速 电弧喷涂技术 ; 防腐蚀 ; 铜结构
高速 电弧喷涂( i e cy r S r , H g V l i c pa 简称 H A ) 9 年代研 h o tA y V S是 O 2 常用工 艺参数与用途 . 2 制成 功的新型热喷涂技术 , 它是一种新型 的喷涂技术 . 以电弧为热 是 通过大量 工艺试验 . 总结出的常用材料 的工艺参数及应用范围见 源. 将熔化 了的金属丝材用 高速气 流雾化 , 以高速 喷到工 件表面形 表 l 并 。 表 1 成涂层的一种热 喷涂工艺 。其中 .高速 电弧喷涂技术是一种优质、 高 效、 低成本 的用于防腐蚀领域 的表 面新技术 . 目前 已经广泛应用 于钢 喷涂材料 喷涂电压, 喷涂 电流/ v A 主要用途 结构的防腐 蚀、电站锅炉四管的防护及很多零件的修复等多方面 . 有 着巨大的应用价值 A1AI 、 、 Re 3 3 0 2 10 l0 4 - 6 钢铁构 件长效防腐 : 船舰 防
电弧喷涂技术的发展及应用

( )结 合 强 度 高 2
热 喷 涂 技 术 就 是 利 用 热 源将 金 属 或 非 金 属 材 料
加 热 成 熔 融 或 半 熔 融 状 态 ,然 后 在 高 压 气 流 吹 动 下
将 这 些 材 料 喷 射 沉 积 到 基 体 上 形 成 具 有 预 定 性 能 的 涂 层 。从 原 理 上讲 ,它 可 以 喷 涂 除 极 易 升 华 物 质 外 的 任 何 材 料 ,具 有 施 工 灵 活 、节 省 材 料 、节 省 能 源 等 特 点 | ,因 此 得 到 广 泛 应 用 。热 喷 涂 技 术 主 要 包 1 ]
电弧 喷 涂 的生 产 效 率 和 喷 涂 电 流 成 正 比 ,当 喷
收 稿 日期 : 20 — 2 1 0 1 1- 0
作 者 简 介 :许 思 勇 ( 96 , 男 , 云 南 镇 雄 人 ,工 程 师 。 16 -)
18 3
维普资讯
随 着 科 学 技 术 的 发 展 , 电 弧 喷 枪 不 断 得 到 改
进 ,8 代 ,大 型 结 构 防 腐 耐 磨 要 求 的 潜 在 市 场 0年 推 动 了 电弧 喷 涂 的 应 用 和 发 展 。 进 入 9 o年 代 , 电 弧 喷 涂 设 备 的 迅 速 发 展 与 更 新 ,使 其 以 经 济 ,节
电弧喷涂技术

电弧喷涂技术电弧喷涂技术是80年代兴起的热喷涂技术,应用领域非常广泛,受到许多部门的重视。
虽然国外从60年代就开始推广电弧喷涂技术,但真正广泛用于工业领域也是80年代才开始。
我国开始推广电弧喷涂技术是90年代初期,从1996年以后才受到各地政府及大型国家重点工程的重视。
如三峡工程、广船国际、港口各种储罐、电力工程铁塔等等。
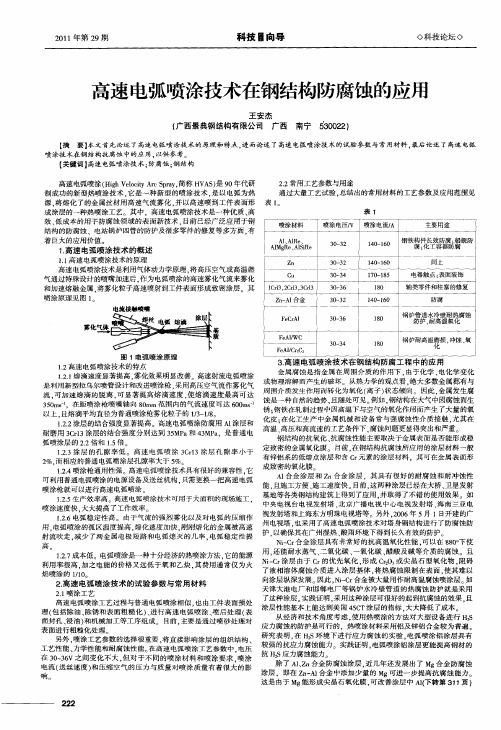
一、电弧喷涂原理电弧喷涂是以电弧为热源,将熔化的金属丝用高速气流雾化,并以高速喷到工件表面形成涂层的一种热喷涂工艺。
喷涂时,两根丝状金属喷涂材料用送丝装置通过送丝轮均匀、连续地分别送进电弧喷枪中的两个导电嘴内,导电嘴分别连接电源正负极,并保证两根金属丝之间在未接触之前绝缘。
当两根金属丝端部相互接触时产生短路而形成电弧,时金属丝端部瞬间熔化,此时利用压缩空气把熔化的金属雾化,形成金属微熔滴,以很高的速度喷射到工件表面上,产生金属涂层。
二、电弧喷涂的技术特点a)电弧喷涂的优点突出表现在其涂层所能达到的高强度和优异的涂层性能。
应用电弧喷涂技术,可以在不提高工件表面温度、不使用贵重打底材料的情况下获得高的结合强度。
一般电弧喷涂的结合强度可以达到20MPS以上是氧乙炔火焰喷涂的4~6倍。
最近大庆某工程公司在为国家某重点工程投标时,专门测验了电弧喷涂的结合强度。
用①40的Q235圆钢,切断后将两个断面磨平,经过喷砂处理,使粗糙度达到Sa2.5 级以上,然后将其中一个断面用电弧喷涂方式喷锌,厚度为0.10~0.15mm将另一个断面涂上强力胶水,与喷锌层断面相粘结,等胶水完全干燥后上拉力试验机,测得结果为:共用10根圆钢试样,平均结合强度为13.7吨,最小的为10.6吨,最大的为15.2吨,也就是平均结合强度为21.8MPa最小的为16.9 MPa最大的为24.2 MPa由于锌涂层属于比较软的涂层,其结合强度要低于不锈钢等硬质金属。
b)电弧喷涂的高效率表现在单位时间内喷涂金属的重量大。
电弧喷涂的生产率与电弧电流成正比,以喷涂锌涂层为例,当喷涂电流为200A时,每小时可喷涂30Kg,喷铝或不锈钢也可达到20Kg。
电弧喷涂技术在铁路上的应用

的成 本 比 油 漆 防 腐 的 价 格 略 高 ,
比 热 浸 镀 锌 价 格 低 1 % 右 , 5 日 该 涂 层 能 适 用 于 特 殊 的 酸 雨 环 境 , 腐 寿 命 又 较 长 , 明 显 降 防 可
喷枪 、 制箱 、 控 电源 、 丝 装 置 及 送
中 的 两 个 导 电嘴 内 , 电 嘴 分 极 . 保 证 两 根 丝 之 负 并
间在 未 接 触 之 日 的 可 靠 绝 缘 。当 仃
图 1
维普资讯
科 技 创 新
道接 触 网钢 柱 的 防腐 , 推 广应 并
主 跨 为26 提 篮 上 承式 钢 管砼 3米 推 力 式 铁 路 拱 桥 , 用 电 弧 喷 铝 采
涂 层 +中 间漆 +面 漆 的 防 腐 施 工 方案。
用 到 其 他 金 属 结 构 什 , 得 了 良 取
好 效 果 , 9 8 g我 们 将 电 弧 喷 涂 19 f
大 提 高 , 桥 涂 层 的 大 修 维 护 周 钢
期 町 以延 长 到 1 ~1 q  ̄ 更 长 。 O .z s _ 二十 十= H纪 L 年 代 我 们 通 十 过 实 验 室 研 究 和 现 场 试 验 , 出 提 对 铁 路 钢 桥 梁 的 部 分 钢 构 件 采 用 电弧 喷 涂 的 防 腐 l 艺 , 用 电 T 采 弧 喷 铝 涂 层 +中 间 漆 +面 漆 的 防
目 前我 国 多采 用 预 应 力 钏 筋 混
分 新 建 铁 路 桥 梁 的 防 腐 .: 上 _程 J
面 , 家重 点 工程 芜 湖长 江 大桥 国
的桥面 上盖板 采 用 电弧喷 锚 + 耐
磨 漆 方 案 , 高 上 盖 板 的 防 腐 和 提 耐 磨 性 。 北 盘 江 铁 路 大 桥 , 高 桥
锅炉水冷壁超音速电弧喷涂技术方案

锅炉水冷壁超音速电弧喷涂技术方案一、技术方案的背景锅炉作为动力设备之一,广泛用于工厂、电厂、供暖系统等领域。
锅炉的水冷壁作为锅炉的主要承压部件之一,对其安全性、寿命、热效率等方面都有着重要作用。
然而,锅炉的水冷壁在运行过程中容易出现磨损和烧蚀等问题,这些问题不仅会导致锅炉的运行效率降低,还会严重地威胁锅炉的安全运行。
因此,如何保护锅炉的水冷壁,延长其使用寿命成为锅炉领域的核心问题之一。
近年来,超音速电弧喷涂技术得到了广泛的应用。
该技术具有喷涂速度快、涂层质量好、覆盖率高等优点,因此值得探讨其在锅炉水冷壁领域的应用。
二、技术方案的原理超音速电弧喷涂技术是指使用电弧产生超音速燃气流动,将喷雾材料喷涂在工件表面,形成一层均匀、致密、高质量的覆盖层。
该技术的主要原理包括以下几个方面:1、电弧的产生在超音速电弧喷涂技术中,电弧是产生高温高压的关键。
一般来说,电弧的产生通过电场作用或热电致发射方式来实现。
2、超音速燃气流动超音速燃气流动是超音速电弧喷涂技术的另一重要组成部分。
喷雾材料通过超音速燃气流动喷涂到工件表面,形成一层均匀、致密、高质量的覆盖层。
3、喷涂速度的控制超音速电弧喷涂技术的喷涂速度非常快,通常在500-1000m/s之间。
因此,喷涂速度的控制是该技术的关键之一。
三、技术方案的应用1、提高锅炉水冷壁的耐磨性锅炉水冷壁在使用过程中经常受到高温、高压的影响,容易出现磨损和烧蚀等问题。
通过超音速电弧喷涂技术,在水冷壁表面喷涂一层耐磨涂层可以有效地提高水冷壁的耐磨性,延长水冷壁的使用寿命。
2、提高锅炉水冷壁的抗腐蚀性水冷壁在使用过程中可能出现腐蚀问题,这不仅会降低水冷壁的使用寿命,还会对锅炉的安全运行造成威胁。
通过超音速电弧喷涂技术,在水冷壁表面喷涂一层耐腐蚀涂层可以有效地提高水冷壁的抗腐蚀性,保护锅炉的安全运行。
3、提高锅炉的热效率锅炉水冷壁的热效率对整个锅炉系统的运行效率有着重要的影响。
通过超音速电弧喷涂技术,在水冷壁表面喷涂一层高导热涂层可以提高水冷壁的导热性能,提高锅炉的热效率。
电弧喷涂长效防护涂层的发展应用和研究现状

电弧喷涂 属 于热 喷涂 的 一种 。它 是 以 电能作 为热 源 ,两根 喷涂 材 料金 属 丝为 自耗 性 电极 , 利用 电极 端 部产 生 的 电弧 热能 使其 熔化 ,同 时用 压缩 气流 雾化 后 喷射到 基 体的热 喷涂 方法 。 其原理 如 图l 所示 涂层 的 制备过 程
一
瑞士 工学 博 士M U S h o 于 1 1 年 首 次提 出 电弧喷 涂 的设 计 ,1 1 年 .. co p 93 96 制 成 了 实用 型 的 电弧 喷枪 。2 世 纪 3 年 代 电弧 喷 涂 作 为 主要 的热 喷 涂 方 0 O
33 电弧 喷涂 铝涂 层 的防护 原理 . 电弧喷涂 铝 涂层 和 复合涂 层对 钢 铁构 件的 防腐 作用 主要 基于 以下两个
粘 结在 一起 ,从 而 形成 涂 层 。涂 层 的形成 过 程 决定 了涂 层 的结 构 ,它 是 由
无 数变 形颗 粒相 互 交错 成 波浪 式堆 叠 在一 起 形成 的层 状 组织 结 构 ,涂层 主
要 由片状 变形 颗粒 、气 孔和 氧化 物夹 杂所 组成 。
验。
由国家 自然 科学 基 金资助 的 重大项 目 “ 料大 气腐 蚀数 据积 累及 腐蚀 材 与 防护 研 究 ”,对 热 喷涂 的涂 层进 行 了大 气 曝露 腐蚀 试验 和 耐海 水腐 蚀试 海 水腐 蚀试 验分 别 在青 岛 、厦 门、榆 林海 水试 验站 进行 ,分别代 表我
1 流 电源 ;2丝盘 ;3金属 丝 ;4送 丝 滚轮 ;5导 电块 ;6导 电嘴 : . 直 一 . . 一 一 7空 气喷 嘴 ;8压 缩 空气 ;9电弧 ;1. 一 一 一 O喷涂 粒 子 ;1- 1涂层 ; 1一 2工件 图1 电弧 喷涂 原理 示意 图 2 电曩喷涂 技 术的发 展概 况
电弧喷涂技术的发展及应用

其得到 了快速发展, 部分取代了火焰喷涂 和等离
子涂 [ 2 1
图 1 电弧喷涂工艺示意 图
1 电弧喷涂工艺过程分析
下图 1 所示 为 电弧 喷涂 的工 艺示 意 图 。在 喷 涂时 , 两根 丝状 喷涂 材料 经送 丝机 构均 匀 、 连续 地
2 电弧喷涂技术 的防腐机理
王有喜 等 :电弧喷涂技术 的发展及应用
21年 3 00 月
介质溶液( 如海水 、 、 酸 碱等) 中的腐蚀 多属于电化 学腐蚀 。
22 电弧 喷涂 防腐 机 理 .
状丝 材 和 自粘结 丝 的出现 .电弧 喷涂层 的硬度 、 耐
磨性和结合强度大大提高 , 使这项技术应用于零件 修复和表面改性抗高温腐蚀提供了可能性 。 321 电弧 喷涂 快 速制 模技 术 .. 电弧喷涂制模技术是将两根带 电的制模专用 金属丝通过导管不断地 向前输送 .金属丝在喷枪 前相 交 形 成 电弧 。 属 丝经 电弧熔 化 , 压缩 空气 金 在
W ANG Yo — i HANG n ,Z u x ,Z Yo g HANG C u - mi g hn n ,W ANG h o C a
(c ol f c ai l n i eig S a dn nvr t o eh o g , io2 5 4 , h a Sh o o hnc gn r , hn ogU i sy f c nl y Zb 50 9 C i ) Me aE e n e i T o n
a p iai n a d r s a c e eo me t f h c nq e w sd s u s d p l t n e e r hd v lp n et h i u a ic s e . c o ot e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中 图分 类 号 : G1442 T 7. 4
文 献标 识 码 : A
文章 编 号 :6 3 3 4 (0 6 1- 0 10 17- 12 20 )0 04 - 3
Th v l p e ta d Ap l a i n o c S r y n c n l g e De e o m n n p i t fAr p a i g Te h o o y c o
Ab t a tI i a e , a i p n i lsa d tc n c r c s f r p a i g a ei t d c d T e ma na p ia in a d c re t e eo — s r c :nt sp p r b sc r cp e n e h ia p o e so c s ry n r nr u e . h i p l t n u r n v lp h i l a o c o d me t l S ic s e . n ea O ds u s d a l Ke o  ̄ :h ts r y n ; r p a i g c r d wi ; a o t c u e o t g c l p a ig yW r o p a i g a c s r yn ; o e r n n sr t r d c a i ; od s ry n e u n
( oal 8 T tl 1 3) y
电弧喷涂 技术的发展及应 用
张冰 , 勇 张
( 东 理 工 大学 机 械工 程 学 院 , 东 淄博 2 5 4 ) 山 山 5 0 9
摘 要 : 绍 了 电弧 喷 涂 技 术 的 原 理 和 工 艺过 程 , 述 了该技 术 的 主要 应 用和 研 究进 展 。 介 论 关键词 : 热喷 涂 ; 电弧 喷 涂 ; 芯 丝 材 ; 米结 构 涂 层 ; 粉 纳 冷喷 涂
1 电 弧 喷涂 技 术 的 工 作 原 理 和 工 艺 过 程
11 工 作 原 理 .
工 作, 面存 在一 定 的高 温氧 化层 和 灰垢 , 以应 采 表 所 用 高 压 空气 进 行 喷 沙处 理 , 表 面 干燥 , 灰 尘 、 使 无 油
脂、 污垢 和锈 斑 , 且具 有一 定 的粗糙 度 ( B 1 13 3 G , 7 — r1
12 工艺 过程 -
18 ) 9 9 。常 用 的喷砂有 棕 刚玉砂 、 渣砂 、 英砂 、 铜 石 金
刚砂 、 铸造 铁砂 、 河砂 等 。 1 . 喷涂作 业 .3 2 对喷砂 后 的工作 面进 行 喷涂 作业 ,涂 层表 面要
求平 整 、 洁 、 光 致密 、 不起 尘 和不鼓 泡, 材不 变形 。 基
电弧 喷涂 是将 两根 被喷涂 的金属丝 作 为 自耗 性 电极 , 利用 两 根金 属 丝端 部 短 路 产生 的 电弧使 丝 材
熔化 , 压缩 气体将 已熔化 的金 属雾化 呈微 熔滴 , 用 并 使 其加 速 , 以很 高 的速度 沉 积 到 基体 表 面 形 成涂 层 的一种 工艺 , 其工 作原 理如 图 1所示 。
Hale Waihona Puke 非 金 属材 料 加 热成 熔融 或 半 熔 融状 态 , 后 在 高 压 然
气 流 吹动下 将这 些材 料 喷射沉 积到 基体 上形 成具 有
预定 性 能 的涂 层 , 使基 体 表 面具 有 耐磨 、 耐蚀 、 高 耐
温 氧化 、 热 和密 封等 性 能 。热 喷涂 的工艺 方 法 很 隔 多 , 中应 用较 为广 泛 的有丝 材或 粉末 火焰 喷涂 、 其 丝 材 电弧 喷涂 和等离 子 喷涂等 。 电弧喷涂 技 术具 有涂
用 清洁 球 或磨 光 机 清理 待 喷涂 表 面上 的 浮尘 、 浮渣 和锈 等杂 质 。 体技 术参 数参 照《 具 热喷涂 金属 件 表 面预处 理通 则) G / 7 — 9 9 。 ) B T 13 3 1 8 ) ( 1
1 . 喷砂 处理 .2 2
由于工作 面 长期在 高温 、 湿 、 潮 酸碱性 等环 境下
ZHANG n Bi g,ZHANG n Yo g
( ho e hncl n i e n , hn ogU i r to eh ooy Zb 5 0 9 C i ) S olf c aia E g er g S a dn nv s y f c nlg , io25 c oM n i e i T 4 ,hn a
热 喷涂 技 术是 表 面 工程 技 术 的 重要 组 成 部分 , 该 技术 已广泛 应 用于 航 空 、 天 、 航 船舶 、 车 、 化 、 汽 石 纺 织 、 梁 和机械 制造 等诸 多领 域 , 得 了很好 的社 桥 取 会 和经 济效 益 。它 的基本 原理 是利用 热 源将金 属 或
图 1 电 弧 喷 涂 的 工 作 原 理
层 性 能优 异 、 率 高 、 济 节能 和 安 全 等优 点 , 其 效 经 尤
是 近几 年各 种新丝 材 的研发 和 超音速 以及大功 率 二 次 雾化 喷涂 技术 的应 用 , 其得 到 了快速 发展 , 使 部分 取代 了火焰 喷涂 和等 离子 喷涂 。
维普资讯
20 0 6年 第 l O期
( 第 1 3期 ) 总 8
农业装 备 与车 辆工 程
A RC L U A Q IM N & V HIL N IE RN G IU T R LE U P E T E C EE G N E IG
No 1 0 6 .O 2 o
1 . 预测 厚度 .4 2
电弧 喷涂 施 工 一般 分 五个 流 程 :表 面 预处 理 一 喷沙处 理一 电弧喷涂 一 预测 厚度一 孔 。 封
1 . 表 面 预处理 .1 2
收 稿 日期 :0 6 O 一 3 2 o 一 7 O